卷烟厂制丝线集中除尘系统节能优化改进
2020-12-09杨桓
杨桓
【摘要】除尘系统是卷烟厂制丝车间的主要能耗之一,在设计上一般是按照最大生产负荷或最恶劣工况环境设计,除尘风机系统都存在生产负荷不均匀状态,各除尘点可能会出现空载情况,造成能源浪费。为了合理控制风力分布,降低除尘系统电耗,本文通过对除尘系统控制方式的改进,加装风速传感器、气缸、电磁阀等硬件设备,结合PLC通信与控制技术,建立了除尘节能控制系统,自动关闭空载除尘支路,降低风机负载以达到节能目的。该系统可根据现场生产状态提供合适的风力匹配,让电机始终运行在最佳节能点,节能效果较好,有一定推广应用价值。
【关键词】除尘系统 生产负荷 风机负载 节能控制系统
随着社会经济突飞猛进的发展势态,我国越来越重视各个领域中的节能减排工作。而工厂作为能源消耗主要源头,许多工业企业致力于控制生产成本,降低生产消耗,节约生产能源。除尘系统是卷烟厂制丝车间的能耗来源之一,电耗占比约15%,在设计上一般是按照最大生产负荷或最恶劣工况环境设计,除尘风机系统都处于“大马拉小车”的状态,其电能损耗相当严重且吸风口没有和生产设备相关联,普遍存在着风力浪费。我车间集中除尘系统主要由除尘风机、滤尘器、除尘管道、风速传感器、插板阀和控制系统等部分组成。其中风机是除尘系统中最主要的耗电设备,共分为8组,每组都包括一个风机和多个除尘点。同组多个除尘点共同连接至1根主风管上,由于生产安排会出现同组的多个除尘点不一定同时生产,但是风机却需要满负荷工作或同一组生产设备的前后工序也存在着交替运行的情况。这样会导致一部分设备停机时,它的吸风口仍然提供负压,导致能源浪费,当生产负荷不足时,这种浪费尤为严重,具有较大的节能空间,对系统进行优化改进确有必要。
1 集中除尘系统能耗高原因分析
制丝车间采用的集中风力除尘系统是由若干组小型的除尘系统并联组成的。单组除尘主要由每个除尘点的集尘罩、除尘管路(1根主管和若干支管)、风力调节阀、除尘防爆阀、除尘器、离心风机和异步电机等部分组成。实际生产中,制丝不同生产线或同一生产线前后工艺段并不总是同步运行的,生产设备存在着交替运行的情况,甚至还存在一些设备长时间停机的状态。这样就会出现部分生产线不生产时,其除尘点吸风口仍然提供负压吸风,除尘点实际风速大于实际需求,导致除尘系统风量浪费;当生产负荷不饱和时,该情况就更加明显。根据生产数据粗略估算,此类空载造成的损耗约占除尘总能耗的22%,制丝车间有8组除尘系统,以30kW环境除尘风机为例,每月22工作日,每工作日16 h計算,空载损耗约2323.2kW·h,8组除尘每月整体造成18585.6kW·h的能耗浪费。
2 集中除尘系统节能优化措施
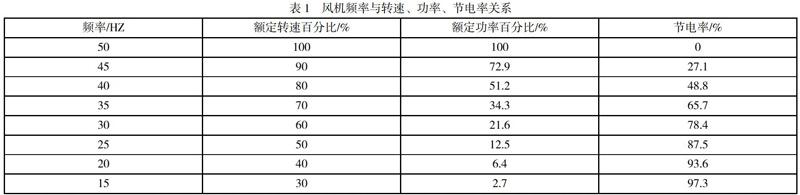
根据流体力学与风机的相关知识,可以得到风机频率与转速、功率节电率关系见表1[3],在现场部分设备预热状态、生产批次间间隙时间段、以及停机等产尘点无物料通过的时间阶段,利用变频器通过调整频率控制风机转速,以及通过关闭部分不用的支路,控制除尘系统整体负载,可以在保证除尘风量满足生产需求情况下有效节约能源,将频率降低10HZ,节能效率接近50%。
方案实施分为三个阶段进行,第一阶段是硬件配置安装;第二阶段是除尘PLC控制程序的改进和上位机监控画面的完善;第三阶段是节能控制系统的调试。
第一阶段,硬件设备的安装,主要涉及风速传感器、电磁阀和气缸等装置的选型及安装。通过电磁元件驱动气缸,控制风阀进行除尘管道关闭和打开。根据PLC输出信号可实现自动开关。
第二阶段,主要是软件程序编写和调试。系统软件部分整体设计方案包括整体工业以太网通信、风速控制模块和阀门控制模块。在生产现场安装完风速传感器、气缸和电磁阀后,将现场的开关信号和模拟信号接入到PLC相应的AI模块和DI模块中,通过修改完善PLC程序,根据现场风速需求,实施控制调节风机频率。比如针对SDT风机预热和冷却状态时空运转,造成电能无功损耗问题,采取合理改变SDT风选风机启动条件措施,即在SDT“预热状态”“冷却状态”时不允许风机启动如图4。根据水分仪物料水分以及皮带秤累积量、流量等指标判断是否有物料通过该产尘点,在PLC内以选取的指标来控制电磁阀开启和关闭。实现了除尘系统实时获取产尘点空载信号的功能。并且在除尘间上位机监控画面添加各电磁阀和气缸的开关显示状态,增加各风速传感器的风速显示,便于操作人员实时了解各阀门的开关状态和风速情况。
第三阶段,节能控制系统的调试主要涉及PID参数调整,实现自动调节主风管风速,除尘PLC配置与编程,读取主管道风速,并使用PID控制回路调节风机频率,保证除尘主管道风速不低于17.23m/s。
3 总结
经过实施阶段后,实现了预期目标,(1)除尘系统PLC能够实时获取工艺生产段的物料状态信号,从而手动或自动打开相应的风管支路电磁阀;(2)风速传感器能正确将风速数据传输至PLC,经过程序运算,实时调节风机的变频器频率;(3)经过统计,实施后除尘系统能耗显著降低,变频器总体运行频率在40~45 Hz,根据表1测算,节电率约为35%。每月可节约除尘系统用电6504.96(18585.6×0.35)kW·h。
本项目利用西门子工业以太网通讯技术,使集中除尘控制系统实时获取工艺生产线停机或待机信息,依据除尘点空载信号进行集中除尘系统节能优化改进,建立了根据生产线运行情况调整除尘风机频率的软件基础。同时除尘系统实际风量比实施前也显著下降,减少了车间内部环境温湿空气外排量,降低了制丝车间空调系统的负担。对除尘系统进节能改造,思路简单、成本较低、效果较好,能够解决除尘系统空载耗能问题。
参考文献:
[1]冯雄裕. 除尘风机系统节能方法研究[J]. 机械制造与自动化 ,2017,2:181-183
