发动机蠕铁缸盖缩松缩孔探讨
2020-12-03王洪君崔迁义
王洪君,崔迁义
(潍柴动力股份有限公司,山东潍坊 261061)

图1 发动机缸盖基础结构
气缸盖作为发动机的重要零部件对发动机的性能和可靠性有着重要影响,随着发动机研发对功率需求的提高,作为受热负荷和机械负荷的气缸盖对材料的要求也越来越高,蠕墨铸铁材料在重型大功率发动机缸盖的应用也越来越广泛,但受蠕墨铸铁和发动机缸盖结构的影响,蠕铁缸盖的缩松和缩孔缺陷逐渐成为蠕墨铸铁缸盖推广和普及的困扰;本文根据多年实践经验结合理论,系统的阐述了发动机蠕铁缸盖常见缩松部位、形成原因及解决措施。
1 发动机蠕铁缸盖缩松缩孔常见部位及形态
1.1 发动机缸盖的结构简介
发动机缸盖型号种类众多,结构千差万别,但总的来说都包含以下大的结构:进排气道、上水腔、下水腔、喷油器孔、气门导管孔、主螺栓孔、高压油管孔、回油孔。图1是某款发动机缸盖的基础结构示例。
1.2 发动机缸盖典型铸造工艺
上例缸盖的毛坯图如图2,其典型铸造基础工艺如图3所示。

图2 缸盖毛坯

图3 铸造工艺
1.3 缩松缩孔常见部位及形态
发动机蠕铁气缸盖容易产生缩松缩孔的部位与缸盖结构有着密切的关系,形状结构的细微差异对蠕铁缸盖缩松缩孔的位置和形态影响显著,需对不同结构的蠕铁缸盖进行针对性的铸造工艺设计并验证,但总的来说,发动机蠕铁缸盖缩松缩孔的部位主要集中在喷油器孔、气门导管孔、主螺栓孔、高压油管和回油孔这几个部位,各部位常见缩松形态如图4~7。

图4 喷油器孔缩松形态

图5 气门导管处缩松形态
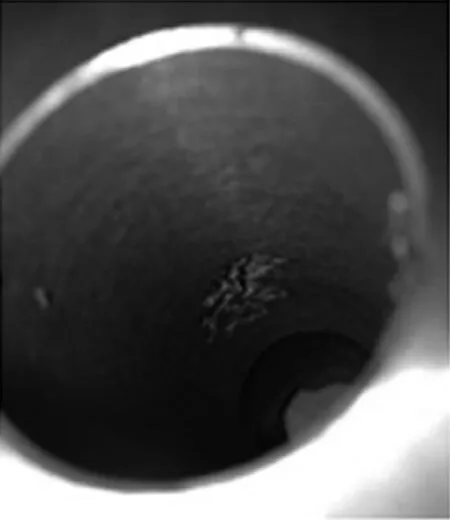
图6 主螺栓孔处缩松形态
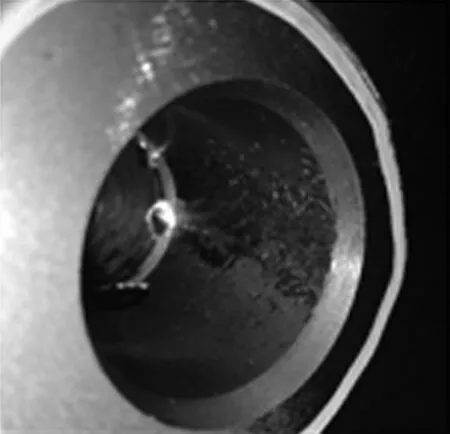
图7 高压油管处缩松形态
2 缩松缩孔的成因分析
2.1 缩松缩孔的形成机理
铸件在冷却和凝固过程中,由于合金的液态收缩和凝固收缩,往往在铸件最后凝固的地方出现孔洞,容积大而且比较集中的孔洞称为缩孔;细小而且分散的孔洞称为缩松[1]。缩松缩孔形成的基本原因,主要是由于合金的结晶温度范围较宽,树枝晶发达,液态和凝固收缩所形成的细小、分散孔洞得不到外部液态金属的补充而造成的[2]。
2.2 发动机缸盖缩孔缩松成因分析
发动机蠕铁缸盖的缩松和缩孔与缸盖结构和铸造工艺有着密切关系,从图2示例缸盖毛坯结构来看,在主螺栓孔、气门导管孔和高压油管孔等部位存在厚大热节,这些部位铁水凝固相对滞后,凝固收缩时得不到外部铁液补充;喷油器孔部位壁厚虽然相对不大,但位于铸件的中心部位,浇铸后喷油器孔内砂芯受热温度迅速提高且无处散热,因此整个喷油孔周围壁厚及内部砂芯可以看做是一个整体相对较大热节,因此该部位也是缩松缩孔易发生的部位。图8是示例缸盖在某一时刻模拟分析的温度场。从图中可以看出在缸盖的四个主螺栓孔、四个气门导管孔及喷油器孔周围属于温度较高部位,也是铁水凝固相对滞后及缩松多发部位。

图8 铸件温度场分布
3 不同部位缩松缩孔的解决方案
3.1 喷油器缩松解决方案
该部位缩松由其形成机理可以看出,喷油器孔周围壁厚及其内部砂芯浇铸后迅速形成较大热节,对于相对较小的缩松在中心砂芯周围添加冷铁套可解决,该方案对相对较大的缩孔有减小缩孔倾向,但得不到有效解决,经试验验证,喷油器孔采用不铸出实心结构,在其顶部布置发热冒口可有效解决该部位缩松缩孔,工艺方案如图9。
3.2 气门导管孔及高压油管孔缩松解决方案
该部位缩松因受铸件结构影响,布置冒口相对困难,有效的的解决方案是设置内冷铁,加工后再将内置冷铁除去,内置冷铁方案如图10所示。
3.3 主螺栓孔缩松解决方案

图10 气门导管及高压油管缩松解决方案
对于体积重量相对较小的蠕铁缸盖,主螺栓孔实心工艺一般不会出现缩松,体积中等缸盖可采用主螺栓孔采用砂芯铸出工艺或平衡温度场不铸出孔工艺,体积较大缸盖采用内置冷铁工艺可有效解决该部位缩松。
4 结语
发动机蠕铁缸盖的缩松缩孔与缸盖结构及铸造工艺密切相关,针对不同结构不同体积大小的缸盖需采取灵活的工艺,没有固定模式能够适用于所有蠕铁缸盖。
(1)喷油器孔实心加发热冒口工艺可有效解决该部位缩松。
(2)内置冷铁工艺可有效解决气门导管孔及高压油管孔或回油孔缩松。
(3)内置冷铁工艺、砂芯铸出孔工艺、平衡温度场不铸出孔工艺是有效解决主螺栓孔缩松的重要手段。
