锻造温度对等温正火组织的影响
2020-11-25郝丰林蒋勇
郝丰林,蒋勇
1.江苏双环齿轮有限公司 江苏淮安 223200
2.苏州工业园区久禾工业炉有限公司 江苏苏州 215021
1 合理选择锻造温度的重要性
锻造温度的高低对于锻造后的组织影响很大,同时对于后续的预处理也有很大的影响[1]。始锻温度过高,不但氧化、脱碳严重,还会引起过热、过烧,极易造成材料的组织粗大,甚至形成稳定化过热的粗大组织。这种组织具有遗传性,采用正常的预处理很难消除。粗大晶粒将使锻件的塑性和韧性降低,疲劳性能明显下降。
终锻温度偏低,组织难以回复再结晶,便会形成纤维组织和带状组织,甚至出现贝氏体、马氏体等非平衡组织,带来组织遗传,使后期热处理晶粒长大不均匀,同样会造成晶粒粗大。另外,还必须控制锻造过程的一次变形量,以免在临界变形量范围内形成粗大的晶粒组织。终锻温度过低,甚至使坯料在锻造过程中开裂,或在坯料内部产生较大的残余应力,致使锻件在冷却过程或后续工序中产生开裂。
锻造温度范围是指始锻温度和终锻温度间的一段温度间隔[2]。在锻造温度范围内金属具有良好的可锻性(足够的塑性、低的变形抗力等)和合适的金相组织。从提高塑性和降低变形抗力出发,希望尽可能提高金属的加热温度,但从保证产品质量,避免加热中产生缺陷出发,加热温度太高又不好。为了减少火次,节约能源并提高劳动生产效率,希望终锻温度低些,力求扩大温度范围。但是终锻温度过低,也会产生缺陷。这些因素都是相互矛盾和制约的,因此确定终锻温度应全面考虑。
锻造加工能保证金属纤维组织的连续性,使锻件的纤维组织与锻件外形保持一致,金属流线完整,可保证零件具有良好的力学性能与高的使用寿命。
合金成分越高,终锻温度也越高。高合金钢种类繁多,情况比较复杂,其终锻温度一般较碳素钢高得多(约100℃),主要原因是随着温度的降低,变形抗力剧增,而塑性变坏[3]。当终锻温度过高时,锻件的低倍有粗晶现象,冲击韧度值不合格,这是由于停止锻造时的温度过高,晶粒度继续长大,锻后冷却时出现非正常组织,因而降低了力学性能,尤其是冲击韧度。
2 正火后混晶严重
江苏双环齿轮有限公司是一家专业生产汽车齿轮、摩托车齿轮、电动工具齿轮、工程机械齿轮的企业。许多齿轮的毛坯都是公司内部锻造分厂锻造的,内部锻造的优势是便于对锻造过程进行控制,提高新产品开发的速度,可以达到公司内部的质量要求。我们在开发某厂家的减速齿轮时,在正火后发现混晶严重,基于此问题,本文对锻造过程进行分析并找到原因,以保证项目顺利进行!
3 锻造过程分析
开发的减速齿轮,材料是20MnCr5钢,加工流程为:锯床下料→中频感应加热→拍扁→预锻→冲孔→碾环→电动螺旋压力机锻造1→电动螺旋压力机锻造2(整形)→风冷→等温正火。
经过调查,始锻温度为1180℃±30℃,终锻温度为790~830℃(产品锻造后毛坯颜色见图1)。我们调查同种材料其他工件始锻温度差不多,而终锻温度达950~1000℃(产品锻造后毛坯颜色见图2)。只有终锻温度有区别,终锻温度高,正火金相合格;终锻温度低,正火金相不合格;难道正火金相与终锻温度有关?

图1 终锻温度790~830℃毛坯颜色

图2 终锻温度950~1000℃ 毛坯颜色
于是我们根据这种现象做了几个试验,正火温度客户规范都是控制在950℃±10℃,正火温度只能在940~950℃之间选择。由于我公司等温正火设备最高加热温度是950℃,因此我们设置最高正火温度为940~950℃。
1)采用两遍正火。一遍正火金相组织如图3所示;二遍正火金相组织如图4所示。
2)对于锻造后的毛坯采用680℃±15℃、保温3h后空冷,然后正火。高温回火加正火金相组织如图5所示。
3)提高始锻温度,对于锻造后的毛坯,放入有耐火石棉包温的保温框(产品锻造后毛坯颜色见图6)。试验参数如下:始锻温度为1200℃±30℃,对锻造过程进行优化,最终确定终锻温度为820~850℃。高温锻造,余热退火加正火金相组织如图7所示。
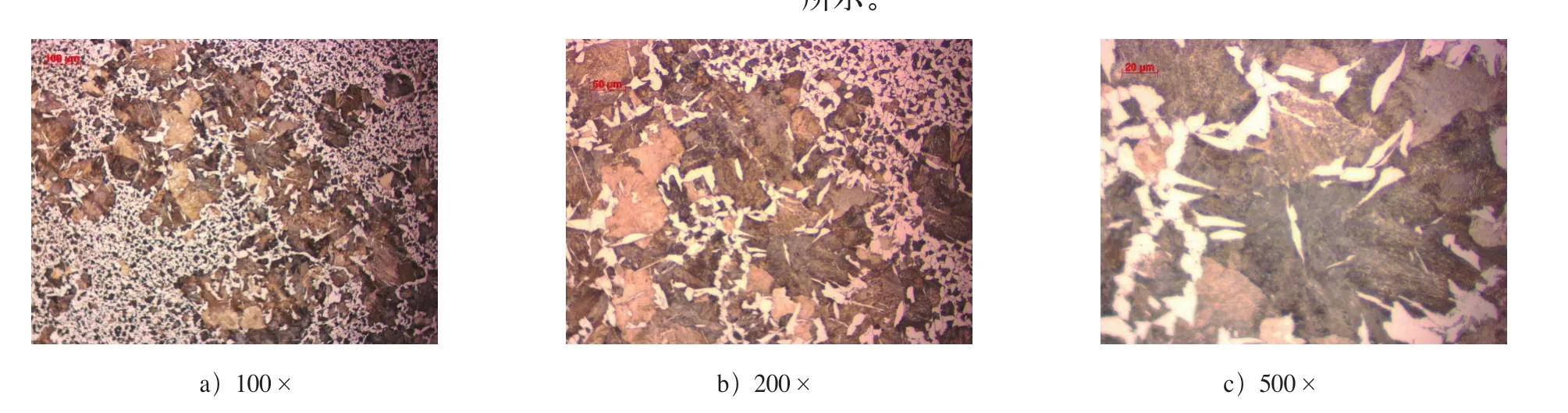
图3 一遍正火金相组织

图4 二遍正火金相组织

图5 高温回火加正火金相组织

图6 锻造后毛坯颜色

图7 余热退火加正火金相组织
4 试验结果分析
根据本次试验结果可以看出:毛坯终锻温度低,毛坯颜色蓝中发青,氧化皮很少;对于终锻温度高,毛坯呈深蓝色,氧化皮很薄,均匀;对于锻造后放入保温桶中保温,去应力退火,颜色发灰,并且氧化皮较厚。二遍正火与高温回火加一遍正火效果差不多;金相组织最好的还是适当提高始锻温度,再加上余热退火,但这种处理方式的金相组织与终锻温度>950℃的差不多。
分析原因:对于20MnCr5材料,终锻温度在790~830℃时,终锻温度偏低,可能造成锻造后的应力没有完全消除,再结晶不完全。本试验证明,终锻温度高对于消除锻造应力、再结晶效果好,可以保证正火后的金相组织。对于客户正火规范为什么是950℃±10℃,我们对于没有正火的产品采用中碳钢正火工艺,正火温度为890℃±10℃,正火后金相组织与终锻温度在950~1000℃时一样,我们也发现有些产品毛坯是外购件,来料检测正火金相组织、硬度、晶粒度都是合格的,但是渗碳淬火后发现齿轮心部组织粗大、混晶,经过调查也是采用低于900℃的温度正火。正火温度高对于锻造过程产生的缺陷有很好的消除作用,正火温度低对毛坯锻造形成的缺陷改善少,随后在长时间渗碳过程中由于应力释放,造成组织异常。因此,采购毛坯时应指定正火规范,尤其是对正火温度的规定。
5 结束语
根据这次新品开发我们得到的经验如下:
1)对于开发新品,订购新的锻造生产线,应该保证:根据锻造材料,提出始锻温度、终锻温度、生产节拍,锻造设备厂商会根据生产企业要求的始锻温度、终锻温度、生产节拍,选择合适的锻造方式、锻造设备,也会根据其经验建议生产企业选择合适的中频感应加热设备。
2)根据渗碳温度确定正火温度,而不是只要正火检测合格就可以,尽量选择高温正火。
3)终锻温度的高低对于随后的正火金相组织影响很大。
由于锻造设备的局限,开发新产品会遇到各种问题,只有对问题具体分析,找出变量,才能开发出合格的产品。
