弱刚度结构件的高速铣削及变形控制技术分析
2020-11-25温晓波李金山
温晓波,李金山
(天津航天机电设备研究所,天津 300000)
随着军工及相关产品需求急剧增加,特别是我国航空航天发展加快,研发和生产高性能航天零件日益迫切。目前,数控在设备加工精度方面有巨大的优势,并且能够进行加工控制。但是,弱刚度零件在加工中容易出现变形,造成不同的误差,使得零件加工质量降低,甚至会出现零件报废的情况。如何在弱刚性零件存在加工变形的情况下保证加工精度,是目前铣床加工中心需要解决的关键问题。本文通过研究弱刚性零件在高速铣床加工的相关问题,提出了弱刚性零件加工变形控制方法,从而达到提高零件加工精度的目的。
1 弱刚度结构件的加工难点与变形原因分析
1.1 弱刚度结构件的加工难点
影响弱刚性零件加工变形的因素非常多,造成该类零件加工面临如下几个加工难点:(1)零件的刚度差,厚度薄,细筋,加工中零件自身强度或刚性无法支撑切削强度要求;(2)零件结构较为复杂,大多存在拐角、开角槽腔等,需要较高的加工刀具与机床;(3)零件表明质量要求高,筋板和腹板等薄弱,容易变形,难以保证加工尺寸;(4)对于腔内加工,采用小尺寸加工刀具会出现让刀的现象,导致零件面上存在刀痕。
1.2 变形原因分析
弱刚度零件加工变形是由两个方面导致的,一个是加工过程中产生的变形,一个是零件在残余应力作用下产生的变形。
(1)弱刚性零件刚度弱,在加工中受到夹具和切削产生的力,使得零件发生弹性形变,从而出现加工让刀现象,并且当加工完成后,由于零件外在受力消失,零件在弹性力作用回复形变,导致零件加工尺寸误差偏大,造成加工精度和质量降低。
(2)加工残余应力作用,由于加工过程使得零件毛坯材料被大量除掉,导致零件成型加工中的材料残余应力分布变化,为了达到新的应力平衡,所以零件受到内部力作用必然会出现变形问题。这种变形具有明显的不规则特征,并且很难通过校正来提高加工精度。
2 弱刚度结构件的高速铣削加工变形控制方法
本次研究以某型号支架零件作为研究对象,如图1所示。
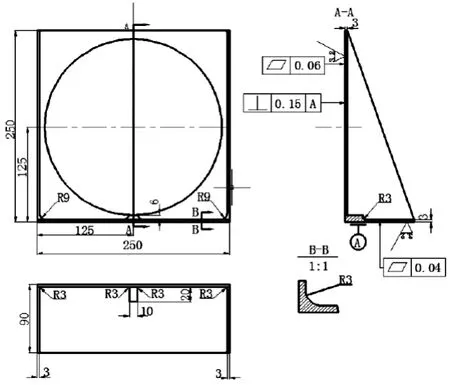
图1 支架零件尺寸及公差要求
2.1 降低残余应力使其均匀化
弱刚性零件在加工中,受到材料内部应力和外在加工及装夹作用力,随着毛坯材料被切削,材料内部应力开始发生变化,而装夹零件又使其产生新的残余应力,并且只分布在加工零件表层,对零件表层物理性能产生影响。为了保证加工技术要求,需要在加工中降低毛坯残余应力并使其均匀化,以达到降低加工变形目的,特别是薄壁零件残余应力,需要从加工材料自身入手处理,如控制材料化学组分、挤压成型中控制应力等。特别是航空材料,可以通过深冷处理有效降低铝合金的残余应力。本文采用2A14(LD10CS)铝合金作为加工材料,该材料在深冷温度下不呈脆性,特别是适合制造深冷工作条件下的结构件,并且经过处理后的材料残余应力得到大幅度降低,使得加工得到的工件变形较弱。
2.2 加工方法的选择
弱刚性零件因其复杂结构和低刚度特点,导致其加工面临较大的困难。为了保证此类零件加工质量,通常会通过高速加工、电加工等方法进行加工。高速加工结合数控设备在弱刚性零件加工中具有明显的优势。目前,铣床加工中心应用高速铣床加工弱刚性零件日趋成熟,其高进给速度、低切削力以及低加工温升等非常适合加工此类零件。图1中支架零件,可以在铣床加工中,利用其腹板为加工部分作为零件的支撑,能够保证一定的刚度,适合加工。另外,化学铣削在薄壁零件加工中还能消除其他加工方法所产生的残余应力影响作用,选择铣削加工具有明显的优势。
2.3 刀具设计
为了避免薄壁弱刚性零件受到再切削力,结合专家研究结果,对于图1中的支架零件,可以采用细刀杆的立铣刀进行加工,并且加工时从侧壁进行。这种工件,需要根据零件加工技术要求进行刀具设计,尽量保证刀具对弱刚性零件产的形变影响最低。
2.4 装夹方案
装夹作用主要对零件加工精度影响主要表现为以下两个方面,第一装夹外力导致零件变形,第二是装夹中夹紧副变形造成工件位置误差。国内学者通过有限元分析方法和实际实验,研究装夹不同的顺序来考察被加工零件位置偏差问题,指出了装夹对零件位置造成的影响作用。而有些学者则通过变形补偿和抵消作用来降低装夹和加工产生的影响,比如,通过侧面装夹方式,使加紧产生的零件弹性形变与加工温升产生的形变进行相互补偿,通过实验找到最佳装夹位置,从而达到控制零件铣削的尺寸精度和位置精度。通过以上基础研究可知,支架零件不同部位的加工变形由不同的因素导致。对于图1中支架零件,采取如下图2的装夹方式。本次研究加工采用拉伸装夹,零件左右侧壁的变形量基本对称分布,可以保证加工零件受力均匀。即通过两端对拉形式固定工件,提高了底面的刚性,非常适合对称的框型弱刚度零件,保证了加工零件的精度要求。
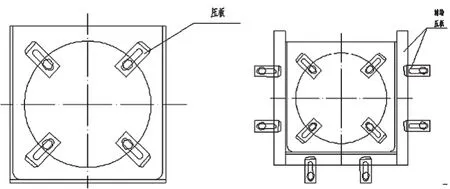
图2 支架零件原装夹方案
2.5 切削参数的优选
切削参数设置对弱刚度零件加工精度具有显著的影响,而加工切削参数设置与加工材料特性,铣床加工性能、刀具形式、加工顺序等都有较大关系,对弱刚度零件加工进行优化设计,可以保证加工中刀具的运动路径精度较高,也有利于提高加工零件质量,以此实现弱刚性零件的精密加工。本次加工经过理论与实际结合,设置如表1的切削参数。

表1 支架零件加工参数
上述加工参数设置可以降低加工残余应力,降低让刀产生的加工变形。
2.6 刀具路径的规划
刀具路径在加工中会对弱刚性零件的残余应力及其分布产生较大的影响作用。特别是对于薄壁的框型零件,加工中刀具路径规划尽量使零件对称分布,降低零件加工变形。针对此类问题,一些学者提出了分步环切走刀和大切深方法,将框体零件腹板中为加工的部位作为零件加工支撑,提高零件的部分刚度,控制加工中零件出现变形情况,大幅度提高加工精度。本次加工采用顺序走刀,按照如下的加工顺序:过渡要平滑、不重复路径、层优先方式以及切削,提高零件的精度。
3 结语
综上所述,随着弱刚性零件在军工及其他行业应用日益广泛,其加工应用逐渐受到人们的关注。由于弱刚性零件在加工中极易出现变形问题,所以一般的数控设备加工达不到产品技术要求。铣床作为零件加工的常用设备之一,在弱刚性零件加工中具有很大的优势,特别是高速铣床用来加工弱刚性零件,只要选择合适的加工方式及加工设备,可以大幅度提高零件加工精度,满足产品应用需求。
