对刀仪在数控加工中心上的应用研究
2020-11-23于联周
于联周

摘要:对刀仪作为现代加工背景下的产物,在数控加工中心使用过程中可以检测刀长,并进行长度补偿,也可进行断刀检测,从而保证加工产品的质量。本文从对刀仪的原理进行研究,介绍了如何与数控系统进行连接使用,为读者研究对刀仪在数控立式加工中心上的应用提供技术参考。
关键词:对刀仪,加工精度,长度补偿
1.对刀仪的原理及分类
1.1对刀仪原理
对刀仪又称为刀具测量仪,是用于在机床外预调中测量和调整各种数控机床切削刃径向和轴向尺寸的测量仪器。对刀仪是由一个高精度的开关,一个高硬度及耐磨的合金面体(常用为圆柱型),及一个信号快速接口组成。合金面体是用于与刀具进行接触,并通过安装在其下的支撑杆,把力传送至高精度开关,当开关移动固定的距离后,实现信号的触发通断,数控系统识别到信号后,对刀具的各项指标进行识别、运算、补偿及存取[1]。
1.2对刀仪分类
常见对刀仪根据是否接触可分为接触式对刀仪及非接触式对刀仪,根据是否可进行直径补偿可分为高度补偿对刀仪及直径补偿对刀仪,其中直径补偿对刀仪均含有高度检测功能。以上最常见的为接触式高度补偿对刀仪,本文将对该对刀仪在加工中心上的应用进行研究。
2.对刀仪在加工中心上的应用
2.1断刀检测
随着科技的进步,产品性能的提高,客户对产品的要求也越来越高,加工中心因具有刀库,通过一次装夹可以使复杂的产品,在多种刀具的加工下变得更容易实现。在加工过程中,程序段较长,换刀次数多,如前面刀具断掉,影响后续其他刀具使用,甚至引起断刀或工件报废,所以,在某些重要刀具或容易断刀的刀具上,经常会增加简易断刀检测装置,如图1左所示,该类断刀检测开关精度低,但价格低廉,应用于只针对断刀检測的场合,其对应的T型图如图2所示。
该类简易断刀检测对应的程序为:
O9007
GOG90G54XaYbZc;(将刀具快速移动到指定位置)
G1G91Z-2F200;(从指定位置向下移动2mm)
M10;(将限位开关通电)
G04X0.5;(暂停0.5秒识别信号)
M11;(关闭限位开关)
G91G28Z0;
M99;
2.2刀具磨损检测及补偿
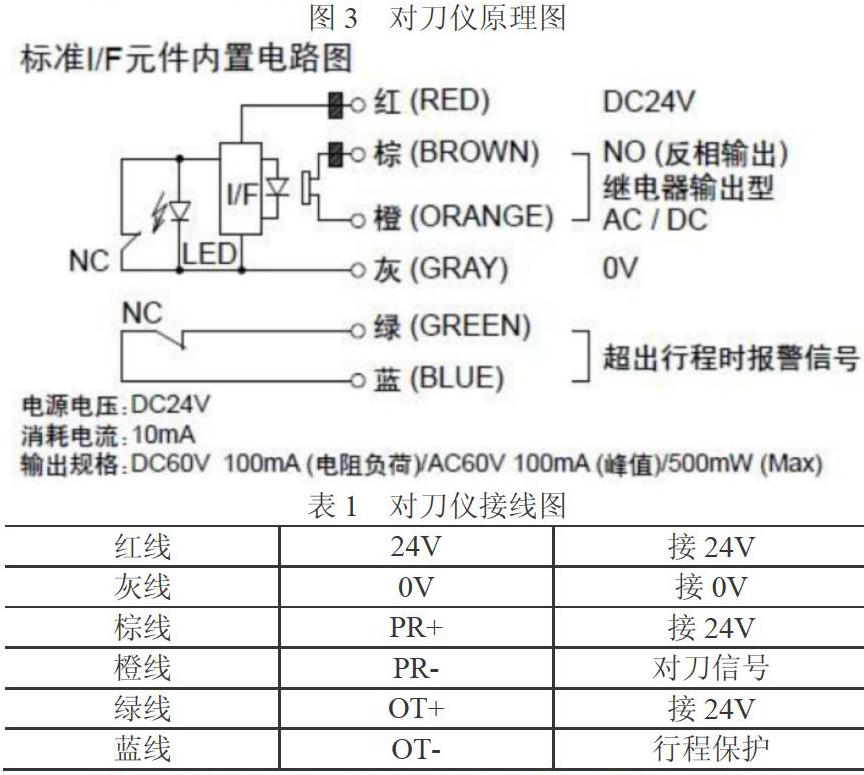
在某些重要零件加工过程中,尤其是钢件,需要实时对加工零件的刀具进行长度补偿,从而达到图纸要求的加工精度,对刀仪如图1右所示,其原理图如图3所示,其接线如表1所示。
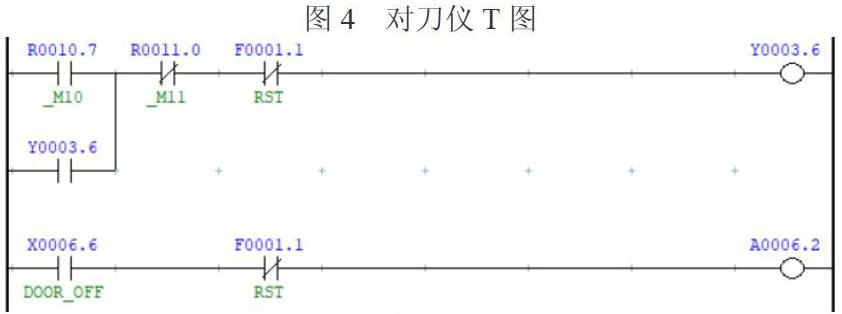
红线与继电器配合,接入Y3.6常开点,继电器公共端接24V,灰线接0V,棕线、绿线接24V,橙线接入X6.7(将参数3012设置为6,默认X6.7为机台快速跳转点),蓝线接入X6.6,当超行程后,触发A6.2报警,其对应T图如图4所示,M10为打开对刀仪,M11关闭对刀仪。
对刀仪实现刀具断刀/自动补偿程序如下:
O9008(TOOL-BROKEN/ABRASION-MEASUREMENT)
#101=50(X*POS*MCS);
#102=-50(Y*POS*MCS);
#103=-300(Z*POS*MCS);
#109=#4120(T CODE);
#110=130;(最长刀长)
#111=#[2200+#109];
#5323=0;(G59的Z坐标与G53保持一致)
#5203=0;
G59;
M10;
G40G49G80;
G90G53G0X#101Y#102;
G91G0Z[#103+#110];
G31Z-[#110+5]F3000;(初探)
G91G0Z3;
G31Z-5.F100;(精探)
G04X0.1;
#122=#5063;
#123=#122-#103;
#124=ABS[#111-#123];
IF[#124GT0.2]GOTO90;(断刀检测)
#[2200+#109]=#123;(磨损补偿)
GOTO91;
N90;
G91G28Z0;
#3000=100(ATLM*TOOL*WAS*BROKEN);
N91(FINISH);
G91G28Z0;
M11;
M99;
2.3自动对刀
在加工中心使用过程中,经常需要进行刀具更换,在批量换刀时,采用自动对刀功能,不但可以节约对刀时间,而且随着对刀仪精度的不断提升,可以大幅提高对刀的精度,目前对刀仪的精度多数维持在0.005-0.008,完全可以满足常规使用要求。其子程序与断刀/自动补偿程序O9008相似,在其基础上需要去掉以下5行即可,命名为O9009。
#124=ABS[#111-#123];
IF[#124GT0.2]GOTO90;(断刀检测)
N90;
G91G28Z0;
#3000=100(ATLM*TOOL*WAS*BROKEN);
自动对刀分为两种情况,一种为单支刀进行自动对刀补偿,另一种为全体刀具进行对刀补偿。在进行单支刀具测量时,可换到指定刀号后,AUTO运行O9009即可;整体刀具测量时,可应用主程序O9010对子程序O9009进行调用,其程序如下:
O9010(AUTO-ALL-TOOL-MEASUREMENT)
M6T1;
M98P9009;
M6T2;
M98P9009;
…
M6Tn;(n为刀库对应的最大刀号)
M98P9009;
G91G28Z0;
M30;
3.结语
随着科技的发展进步,对刀仪的测量精度及抗疲劳性能将会越来越高,同时,产品的加工精度也在不断的提高,所以用户对其依赖性也将愈发强烈。本文对简易对刀仪,高精度对刀仪的在立式加工中心上的应用进行的详细的阐述,并提供了整套T图及程序文件。
参考文献:
[1]朴成道,沈文豪,尹凤哲,咸成吉. 对刀仪在数控车床上的应用[J]. 机床与液压,2014(04):35-37.
