一种送经装置及塑料圆织机
2020-11-21王仁龙整理
王仁龙 整理
一、概述
现有塑料圆织机中,经丝从筒子架上导入圆织机主机,主要依赖提升装置或收卷装置的牵引,由于经丝从筒子架到主机的织入口,需要经过若干零部件,输送路线较长,牵引阻力较大,仅依靠提升装置或收卷装置的牵引力,可能导致经丝被过度拉伸甚至断裂,使圆织机无法正常工作。因此现有技术中,普遍会在筒子架到主机的织入口之间的位置,即在经丝导入主机处设有送经辊。送经辊由力矩电机驱动,转速大于编织速度,依靠绕经此辊的经丝与送经辊摩擦所产生的微小牵引力送经,借以减少经丝的张力。但是送经辊的作用十分有限,因为送经辊对经丝的牵引力仅等于此段经丝的张力对送经辊作用力与送经辊的摩擦系数的乘积,而送经辊的摩擦系数一般在0.2~0.3,即送经辊对经丝的牵引力最大仅为经丝张力的20%~30%,根本不足以牵引筒子架上的经丝,送经辊基本处于空转状态。另外在编织过程,经丝锭的直径会逐渐由大变小,经丝的张力也随之降低,由于所有经丝的张力不能保持均衡、一致,导致编织出来的塑编袋的平整度较差。
本文介绍了一种送经装置,使得经丝经过送经辊后的张力保持恒定,不受经丝锭大小的影响,提高塑编袋编织的平整度。
二、技术方案
一种送经装置,包括机架和设于机架的驱动电机、送经辊,驱动电机与送经辊传动连接,送经辊由驱动电机带动并与圆织机的主轴同步旋转,送经辊外周的线速度小于等于经丝的编织速度,机架上活动连接有压辊,压辊具有与送经辊相抵将经丝夹紧的第一位置以及与送经辊分离供经丝穿引的第二位置,压辊处于第一位置使经丝在送经辊的下游侧保持恒定的张力。
所述压辊通过弹性伸缩杆与机架活动连接,弹性伸缩杆的一端与机架铰接,弹性伸缩杆的另一端与压辊的两端连接,弹性伸缩杆的弹力保持压辊具有压向送经辊的趋势。
所述压辊包括辊筒和辊轴,辊筒通过轴承与辊轴连接,辊轴与弹性伸缩杆的另一端固定连接;或者,所述压辊的两端与弹性伸缩杆的另一端通过轴承连接。
所述机架上设有第一定位件,第一定位件与弹性伸缩杆、送经辊对压辊合力作用将压辊定位在第一位置。
所述第一定位件在经丝的输送方向上位于送经辊的转动中心的上游侧,压辊处于第一位置时,压辊的转动中心在经丝的输送方向上位于送经辊的转动中心的上游侧。
所述压辊的转动中心相对送经辊的转动中心在水平方向上的偏移量为8~12 mm。
所述第一定位件包括可相对机架调节位置的调节螺栓。
所述机架上设有将压辊限制在第二位置的第二定位件。
所述压辊或弹性伸缩杆上设有方便移动压辊的把手。
另外,本文还介绍了一种塑料圆织机,包括筒子架和主机,主机包括上述的送经装置,筒子架的经丝经过送经辊输送至主机。
三、有益效果
通过压辊与送经辊的作用使得经丝在送经辊转动时被牵引,由于送经辊与圆织机的主轴同步旋转且送经辊外周的线速度小于等于经丝的编织速度,使得经丝的送经辊的下游侧始终处于张紧状态,而且由于送经辊的旋转速度保持恒定,使得压辊与送经辊对经丝的作用力保持恒定,同时圆织机编织的速度也基本保持恒定的速度,因此经丝在送经辊下游侧的部分能够保持恒定的张力,不论经丝从筒子架到送经辊之间的这一部分情况如何,即经丝锭的大小变化对经丝在送经辊下游侧的部分的张力都不会产生影响,从而可以提高塑编袋编织的平整度。而经丝在送经辊下游侧的部分的张力的大小可以通过调整送经辊的转动速度进行调节,送经辊转动速度越快,经丝的张力越小,反之,经丝的张力越大,因此可以适应各种线密度塑料扁丝的编织工作。由于经丝锭的大小对编织影响小,因此可以采用大直径的经丝锭,减少工人更换经丝锭的频率,降低工人的劳动强度,提高工人的劳动效率,降低企业的用人成本。
另外由于送经辊的转动速度可以随着圆织机的编织速度进行相应调整,并且仍然能够保持恒定的张力,因此可以适应目前塑编行业对圆织机编织速度越来越快的要求。
四、附图说明
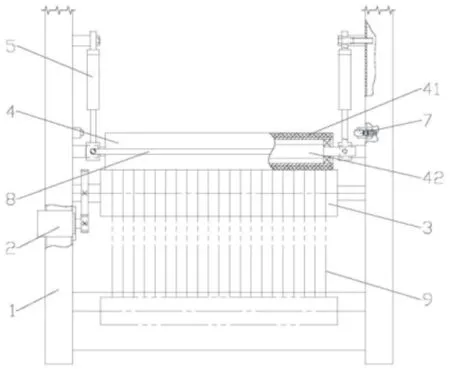
图1 本技术实施例一的结构示意图
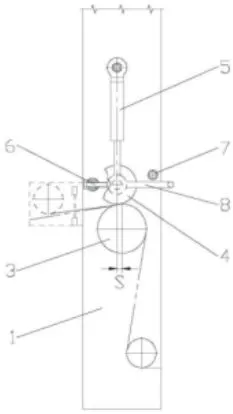
图2 本技术实施例一中压辊处于第一位置的示意图
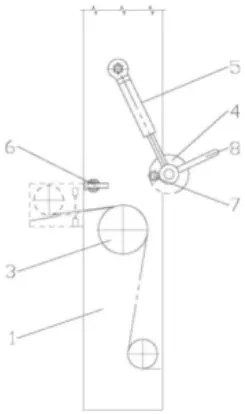
图3 本技术实施例一中压辊处于第二位置的示意图
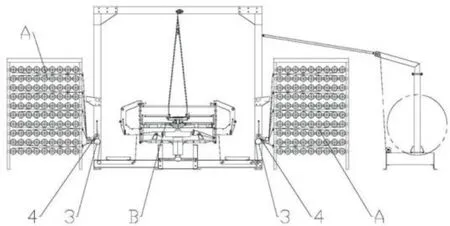
图4 本技术实施例二的结构示意图
五、具体实施方式
实施例一:
一种送经装置,如图1 至图3 所示,包括机架1 和设于机架1 的驱动电机2、送经辊3,驱动电机2 与送经辊3 传动连接,送经辊3 由驱动电机2 带动并与圆织机的主轴同步旋转,送经辊3外周的线速度小于等于经丝9 的编织速度,机架1 上活动连接有压辊4,压辊4 具有与送经辊3相抵将经丝夹紧的第一位置以及与送经辊3 分离供经丝穿引的第二位置,压辊4 处于第一位置使经丝在送经辊3 的下游侧保持恒定的张力。
本技术通过压辊4 与送经辊3 的作用使得经丝在送经辊3 转动时被牵引,由于送经辊3 与圆织机的主轴同步旋转且送经辊3 外周的线速度小于等于经丝的编织速度,使得经丝的送经辊3 的下游侧始终处于张紧状态,而且由于送经辊3 的旋转速度保持恒定,使得压辊4 与送经辊3 对经丝的作用力保持恒定,同时圆织机编织的速度也基本保持恒定的速度,因此经丝在送经辊3 下游侧的部分能够保持恒定的张力,不论经丝从筒子架到送经辊3 之间的这一部分情况如何,即经丝锭的大小变化对经丝在送经辊3 下游侧的部分的张力都不会产生影响,从而可以提高塑编袋编织的平整度。而经丝在送经辊3 下游侧的部分的张力的大小可以通过调整送经辊3 的转动速度进行调节,送经辊3 转动速度越快,经丝的张力越小,反之,经丝的张力越大,因此可以适应各种线密度塑料扁丝的编织工作。由于经丝锭的大小对编织影响小,因此可以采用大直径的经丝锭,减少工人更换经丝锭的频率,降低工人的劳动强度,提高工人的劳动效率,降低企业的用人成本。另外由于送经辊3 的转动速度可以随着圆织机的编织速度进行相应调整,并且仍然能够保持恒定的张力,因此可以适应目前塑编行业对圆织机编织速度越来越快的要求。压辊4 可以采用胶辊等具有一定弹性的材料制成的辊,可以保证送经辊上的每一根经丝都能有基本相同的牵引力。
考虑到压辊4 在第一位置与第二位置的切换要方便,在本实施例中,压辊4 通过弹性伸缩杆5 与机架1 活动连接,弹性伸缩杆5 的一端与机架1 铰接,弹性伸缩杆5 的另一端与压辊4 的两端连接,弹性伸缩杆5 的弹力保持压辊4 具有压向送经辊3 的趋势。工人在需要穿引经丝时,只要带动弹性伸缩杆5 摆动即可让压辊4 离开第一位置,操作起来比较方便,不需要拆装操作。同时弹性伸缩杆5 具有自适应效果,可以根据塑料扁丝的粗细程度自动调节保持压辊4 压紧送经辊3。弹性伸缩杆5 在压辊4 处于第一位置时可以处于竖直状态,也可以处于倾斜状态,而且弹性伸缩杆5 位于压辊4 上方为佳,可以利用压辊4 的重力使其与送经辊3 相抵。弹性伸缩杆5 可以采用气弹簧撑杆或钢丝弹簧撑杆等常见部件。
可以理解的,除了采用弹性伸缩杆5,也可以采用其他连接方式通过弹力作用使压辊4 与送经辊3 相抵。当然直接采用刚性连接固定压辊4也是可行的。
在本实施例中,压辊4 包括辊筒41 和辊轴42,辊筒41 通过轴承与辊轴42 连接,辊轴42与弹性伸缩杆5 的另一端固定连接。可以理解的,也可以采用整体式的压辊4,压辊4 的两端与弹性伸缩杆5 的另一端通过轴承连接。
为了能够将压辊4 准确定位在第一位置,可以在机架1 上设有第一定位件6,第一定位件6与与弹性伸缩杆5、送经辊3 对压辊4 合力作用将压辊4 定位在第一位置。在本实施例中,第一定位件6 在经丝的输送方向上位于送经辊3 的转动中心的上游侧,工人将压辊4 移动至与第一定位件6 相抵的位置时,压辊4 就正好处于第一位置,压辊4 处于第一位置时,压辊4 的转动中心在经丝的输送方向上位于送经辊3 的转动中心的上游侧,这样可以利用送经辊3 对压辊4 的作用力、第一定位件6 对压辊4 的作用力以及弹性伸缩杆5 的弹力相互形成的合力能够使压辊4 保持在第一位置,并且在送经辊3 转动时也不会离开第一位置。
为了让压辊4 能够可靠地保持在第一位置,压辊4 的转动中心相对送经辊3 的转动中心在水平方向上的偏移量S 为8~12 mm,例如10 mm等,从图2 中看,压辊4 的下沿低于送经辊3 的上沿,因此在经丝从左向右输送产生的作用力下,压辊4 也不会从左向右越过送经辊3 脱离第一位置。偏移量S 过小,则压辊4 的定位效果较弱,在意外震动下可能脱离第一位置,而偏移量S 过大,则工人想带动压辊4 离开第一位置时比较费力,会增加操作难度。
考虑到各个零部件随着使用时间增加会出现不同程度的磨损及老化,因此可以设计第一定位件6 包括可相对机架1 调节位置的调节螺栓,通过改变调节螺栓的位置使压辊4 能够长期保持与送经辊3 相抵将经丝夹紧。
由于重力影响,压辊4 会自动下落与送经辊3 相抵,为了方便工人在送经辊3 上布设经丝,可以在机架1 上设有将压辊4 限制在第二位置的第二定位件7。第二定位件7 可以采用弹性伸缩头阻挡在弹性伸缩杆5 或压辊4 的运动路径上,也可以采用挂钩等方式暂时锁住压辊4,防止其下落。另外采用图4 所示结构时,也可以在机架1 上设置定位槽13,将压辊4 的两端移入定位槽13,即可将压辊4 定位在第二位置。总之,类似定位的结构比较多,这里不再一一举例。
为方便工人操作,可以在压辊4 上设有方便移动压辊4 的把手8。
驱动电机2 可以选择步进电机或伺服电机。一般情况下,压辊4 的外径比送经辊3 的外径小,质量轻,容易操作。送经辊3 为主动辊,压辊4为被动辊,两者相抵形成经丝牵引副,例如共有经丝300 根,每一根经丝需要牵引力为50 g,则总牵引力为15 千克,假设送经辊3 外圆周面的摩擦因数为0.2,弹性伸缩杆5 的弹力为50 kg,两只弹性伸缩杆5 合计弹力100 kg,则至少能产生20 kg 牵引力,经丝可以被顺利牵入主机。
实施例二:
一种塑料圆织机,如图4 所示,包括筒子架A 和主机B,主机B 包括上述的送经装置,筒子架A 的经丝经过送经辊3 输送至主机B。筒子架A 一般分布在主机B 的两侧,如果所需经丝较多,也可以将筒子架A 分布在主机B 的周围四个方位上。送经辊3 与压辊4 的位置在图4 中可见。
