聚丙烯拉伸工艺
2020-11-21董志远王克俭
董志远 王克俭
(北京化工大学机电工程学院)
引言
聚丙烯是工业生产中较常用的一种通用塑料材料,由于其优质的耐化学腐蚀性和耐疲劳性、优良的耐热性和电绝缘性、较好的力学性能,生产原料来源广泛,成型加工简易,产品无毒无味等特征,广泛应用于汽车工业、包装、电气和化工领域[1]。特别是在包装领域,聚丙烯薄膜作为软包装材料,不仅满足了对商品包装材料的保护性、便利性和经济性的要求,同时兼具阻隔性、稳定性、美观透明性[2]。
在聚丙烯薄膜成型加工过程中,不可避免地存在流动(如拉伸)作用,最终使得制品内部形成了晶体及非晶区分子链的取向结构。取向对材料力学、光学和热学性能都有一定的影响,具体表现为:拉伸强度、模量、冲击强度在取向方向上大大增加;样品出现双折射现象;玻璃化转变温度提高,结晶聚合物的密度和结晶度增加,提高了使用温度。拉伸场诱导高聚物分子链取向一直是高分子材料领域的研究热点之一。
1. 薄膜拉伸成型工艺
高分子薄膜拉伸加工是一个多加工步骤与多加工参数复杂结合的过程。由于高分子的长链特性,外场诱导分子链取向是提高高分子制品力学性能的有效方法之一。目前聚丙烯薄膜拉伸成型工艺可以根据制备方法的差别分为干法工艺和湿法工艺。干法工艺操作简单,适宜工业化生产,广泛的应用于聚丙烯薄膜的生产中。干法制备薄膜工艺又可分为单向拉伸工艺和双向拉伸工艺。
1.1 单向拉伸
单向拉伸工艺制备聚丙烯薄膜的原理是将聚丙烯材料通过挤出机熔融挤出并利用牵引设备快速拉伸形成薄膜,这种方法生产出来的薄膜沿机器方向(MD)高度取向。图1 为单向拉伸工艺示意图,其中冷却辊组冻结了薄膜在拉伸过程中产生的分子取向。如果忽略薄膜边缘部分的运动,那么从流变学角度来说,这种工艺几乎就是平面的延伸。因此,这种薄膜在机器分析和横向上的拉伸性能和撕裂性能有很大差异。
近些年来,聚合物微孔膜也得到了迅速的发展,广泛应用于电池隔膜、污水净化过滤膜、生物医用分离膜等,制备这种聚合物微孔膜的预制膜通常也是采用熔体挤出单向拉伸法制备。
1.2 双向拉伸
双向拉伸工艺是对挤出的聚合物片材在熔点以下沿纵向(MD)和横向(TD)两个方向进行拉伸,两个方向的拉伸可以同时进行(同步拉伸),也可以按顺序进行(异步拉伸)。
双向拉伸薄膜一般有两种生产方法:一是管膜法,二是平膜法。
图2 是管膜法的典型示意图,聚合物通过挤出机的环形口模形成聚合物厚壁管,然后在空气吹胀压力下使薄膜进行横向取向。同时,通过调整管下拉和收卷速度获得与横向一致的纵向取向。管膜法是同步双向拉伸的一个例子。
平膜法生产工艺可以简化为如图3 所示,原料通过口模挤出后在冷却辊上骤冷,再重新加热到一定的温度,随后受到纵横两个方向的拉伸作用,纵向拉伸是通过一系列以不同速度旋转的辊筒来实现,横向的拉伸则通过安装在拉幅机链条上的夹子紧紧夹住薄膜边缘并随着夹子在发散轨道上的移动来实现,在烘箱的末端还要进行薄膜的热定型处理。离开烘箱后进行薄膜的粗加工剪裁掉不规整的边缘部分,最后进行收卷。平膜法是顺序双向拉伸的一个例子。管膜法与平膜法制得的薄膜性能差异如表1 所示。
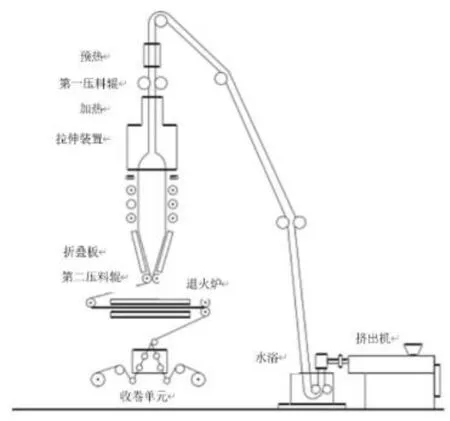
图2 管膜法双向拉伸工艺示意图[4]
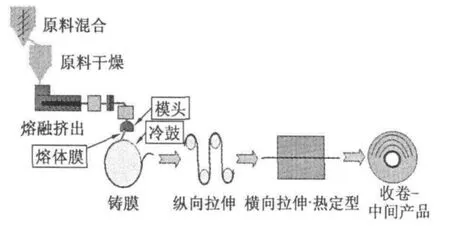
图3 平膜法双向拉伸工艺示意图[4]
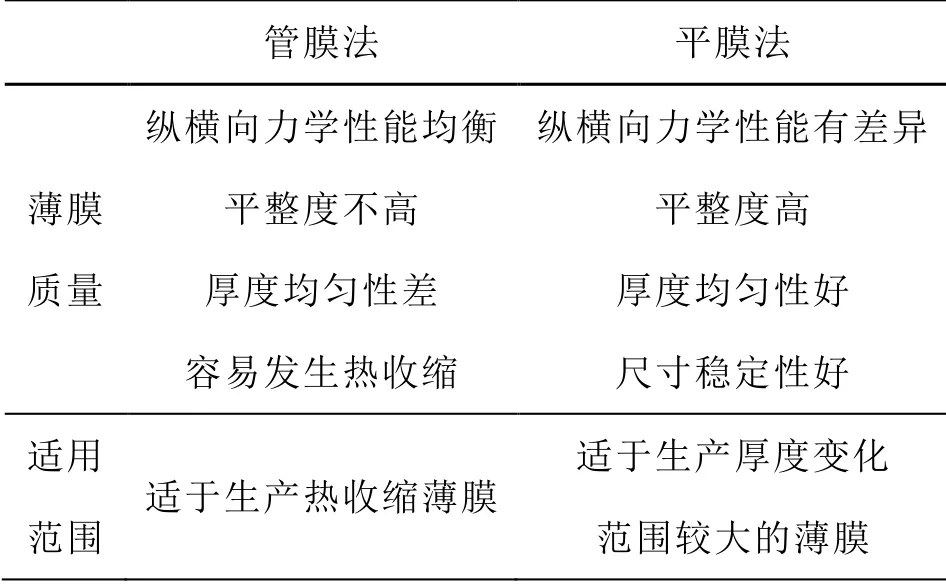
表1 不同工艺制造双向拉伸薄膜性能比较
1.3 薄膜拉伸工艺研究现状
1.3.1 薄膜单向拉伸工艺发展及现状
国外薄膜生产技术研究起步较早,生产过程稳定可靠。随着使用范围的扩大以及功能用途的增多,多层共挤技术得到了广泛应用,满足了用户不断增加的需求。
一些国际知名企业如日本三菱重工、意大利克斯林、巴顿菲尔等公司,从熔体挤出到冷却定型都取得了一定研究成果,推动了薄膜生产的快速发展。
国内的薄膜拉伸成型技术发展较晚,早期大量依赖进口设备进行生产。随着我国印刷包装行业的快速发展及客户对薄膜性能需求的提高,薄膜共挤生产线开始被大量引进,主要产品包括流延聚丙烯复合膜、镀铝膜、高阻隔膜等,其后更引进了多条宽幅、高速且能自动化控制的先进生产线[5]。
直到21 世纪,国内薄膜产业才开始蓬勃发展,开始了独立自主研发生产的道路。
1.3.2 薄膜双向拉伸工艺发展及现状
目前所有薄膜双向拉伸实验研究用装置中,应用较广泛是德国Brückner 公司的Karo IV 单元,该装置两个方向拉伸比均可达10 倍,最高拉伸温度达400℃,几乎可用于所有高分子薄膜的研究。
另外一种常用的薄膜拉伸实验装置是美国lnventure Labs 公司生产的T.M.Long 拉伸机,和KARO IV 相比,它的自动化程度较低,且最高温度只能达到230℃。
两种试验机均有拉力传感器,可实时检测薄膜拉伸时样品流变和力学性能如应力、应变等,跟踪薄膜拉伸动力学。这两款设备价值昂贵,在国内主要配备于一些大型石化公司。
由于研制双向拉伸实验装置有不小的技术难度,研发成本高,且市场规模小,国内只有少数企业进行相关的研究设计,在控制精度、拉伸均匀性等方面也存在问题,目前还不能为薄膜拉伸过程研究提供实质性帮助[6]。
1.3.3 研究方向
许多关于薄膜拉伸加工的研究思路是确立不同加工条件和分子参数与薄膜中分子链取向、晶体形态之间的关系,进而将结构与力学和光学等性能关联,并未从原理上去理解工艺流程。其中一个重要原因是这些研究大多采用离线的技术,无法实时跟踪微观结构变化。
理想的研究方法是拉伸过程中在线跟踪检测薄膜拉伸过程中微观结构形成与演化,直接将加工参数与结构及性能关联,实现薄膜加工工艺的高效优化,揭示薄膜拉伸加工原理。
2. 拉伸过程中的取向结构
iPP 是一种线型高分子材料,当分子链充分伸展时,其长度可以达到其宽度的几百、几千甚至几万倍,悬殊的几何不对称性,使其在外力场的作用下很容易沿外力方向平行排列,这就形成了取向。
取向对薄膜性能具有一定的影响,具有取向态结构的高分子材料呈现出各向异性,在取向方向和垂直于取向方向上性能差别非常明显,究其原因是取向方向上分子之间的作用力以化学键为主,垂直取向方向原子之间的作用力以范德华力为主。在薄膜的生产过程中可以采用取向技术控制改良产品的结构和性能。
2.1 高分子取向度测定方法
目前广泛采用的方法主要有双折射法、声速法、X 光衍射法、红外光谱衍射法,用不同方法所得到的取向度只能表征不同单元的取向,具体差异如表2 所示。
2.2 在线测试取向度的研究范例
如前文所说,研究高分子薄膜拉伸加工过程的科学问题和技术原理,最理想的方法就是在线跟踪。
Poncot 等[7]使用Video Traction™拉伸系统、原位拉曼光谱、高能广角X 射线散射(HE-WAXS)对不同聚丙烯共混物进行了分子链取向与力学行为的表征,在较大的拉伸应变速率范围下,拉曼光谱与HE-WAXS 测得的取向度有很强的相关性。
张前磊等[8]研制了一系列与同步辐射X 射线散射实验站联用的吹膜装置,如图4 所示,装置能满足模拟薄膜加工。
结合原位样品装置和同步辐射时间分辨的优势,研究了聚乙烯农膜吹膜、聚丙烯锂电池隔膜和聚乙烯醇偏光膜等加工过程中的分子链取向及晶体结构演化规律。
同一实验室的孟令蒲[9]成功地研制了与同步辐射X 射线散射实验站联用的单向受限拉伸装置,研究了受限、不受限拉伸下,拉伸比对薄膜晶体形貌的影响,探究了薄膜纵向拉伸在应变范围内的加工窗口。
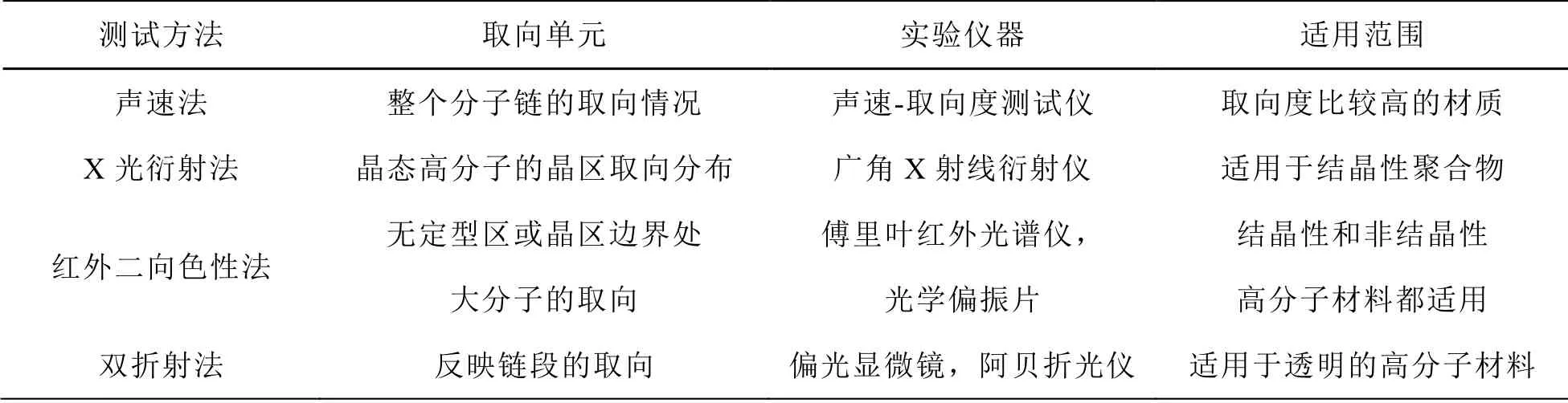
表2 取向度测试方法比较
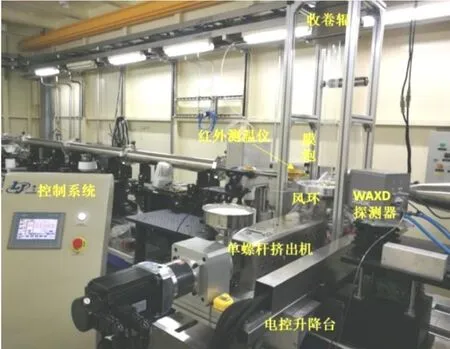
图4 与同步辐射X 射线散射实验站联用的吹膜装置图[8]
3. 展望
高分子制品如包装膜、光学膜及农膜等通常均需要进行拉伸加工,来提高产品的加工和使用性能。虽然我国已对此进行了几十年的研究,但我国高分子产品仍以低、中端产品为主,高端产品仍严重依靠进口。工艺开发主要依赖对国外加工方法的模仿,缺乏系统的基础理论支撑。联用在线跟踪技术系统地研究高分子薄膜加工过程的科学问题和技术原理,是突破高分子薄膜加工壁垒的必经之路。
