重庆市秀山县电解锰渣场地下水处理工艺研究
2020-11-21谢玉利
肖 佳,谢玉利
(中环国投(重庆)环保产业开发有限公司,重庆 400000)
0 前 言
重庆市秀山县位于武陵山脉中段,四川盆地东南缘的外侧,为川东南重门户。秀山县是少数民族地区,经济落后,但秀山锰资源条件好,电解锰行业曾经是秀山县的支柱产业,为秀山的社会、经济发展做出了很大贡献[1]。
电解锰行业为高耗能、高耗水、高排污的重工业,其百元产值的耗水量、耗能量、排污量远远大于其他类型的工业[2]。因历史原因,电解锰产业发展之初,由于投入水平,技术生产水平高度不足,特别是电解锰渣场选址、建设过程中,防渗做的不足。在如今环保管理、环境要求提高情况下,秀山电解锰行业环境污染问题十分突出,秀山电解锰行业部分企业破产停产,剩余企业运行现状及经济条件差,致使电解锰渣场存在防渗不全面,部分无防渗膜,导排水系统不完善,渣场渗滤液污染,相应的地表水环境的环境问题十分突出[3-5]。
国家、重庆市环保局高度重视秀山电解锰污染问题,第二轮中央生态环保督察以及重庆市委、市政府对秀山锰污染提出了要求;秀山县政府为深入贯彻落实第二轮中央生态环保督察和市委、市政府工作要求,进一步加强锰行业环境综合整治,着力解决锰行业突出环境问题,有效改善区域生态环境质量,制定了《秀山自治县锰产业污染整治工作方案》(下称“整治方案)。整治方案(七)条规定:实施已封场电解锰渣场污染整治,包括恢复更新已建渗滤液收集处理设施、渣场地下水防治、地表水导排等设施,强化已建设施运行管理。
为快速解决渣场地下水污染环境的问题,秀山生态环境局决定先期启动对存在环境风险的多个电解锰渣场进行处理。针对渣场地下水污水特性进行了详细的调查研究,通过多次的中小试验进行处理工艺比选,确定渣场地下水处理主体工艺为“高效沉淀+循环氨氮吹脱系统”,通过多个电解锰渣场渗滤液工程的实施及运行,取得了良好的处理效果,运行出水稳定达标,为电解锰渣场渗滤液处理工艺提供了强有力的数据支撑,具有重大意义。
1 电解锰渣场地下水特征
锰是冶炼工业中不可缺少的添加剂,电解金属锰由于其高纯度、低杂质特点,现已成功而广泛地运用于钢铁冶炼、有色冶金、电子技术、化学工业、环境保护、食品卫生、电焊条业、航天工业等各个领域[6]。最常用工艺是碳酸锰矿直接利用硫酸与碳酸锰化合反应制取硫酸锰溶液,再通过中和、净化、过滤等一系列工艺制备成电解液,经加入添加剂如二氧化硒、亚硫酸铵等即可进入电解槽进行电解[7]。
电解锰渣是通过多次压滤而产生的酸渣,为黑色块状物体,烘干后为黑色粉末,是极其微小的颗粒,含有大量的有害物质[8]。因锰渣中含有铁、镁等氢氧化物胶体,这些胶体使得电解锰渣中的水分很难彻底压滤,所以电解锰渣含水率较高。残余的可溶性重金属离子主要包括Mn、Hg、As、Cd等,他们会随下渗液进入土壤不断累积对生态环境造成严重污染[9]。
本文对秀山县电解锰渣场地下水出水水质分别取样检测,得到数据如图1~3所示。
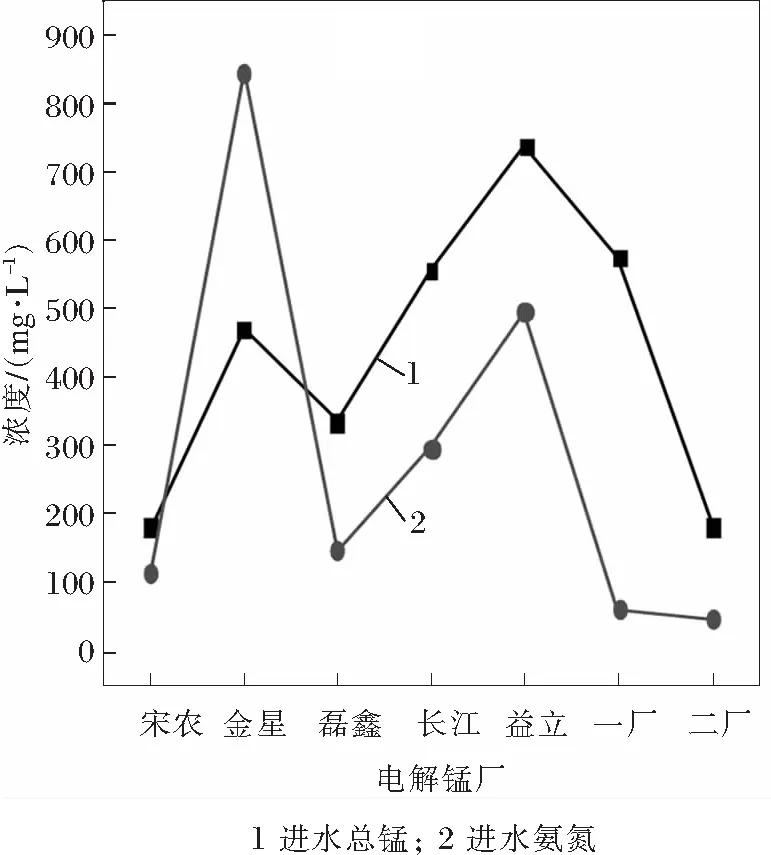
图1 秀山县电解锰渣场地下水水质特点
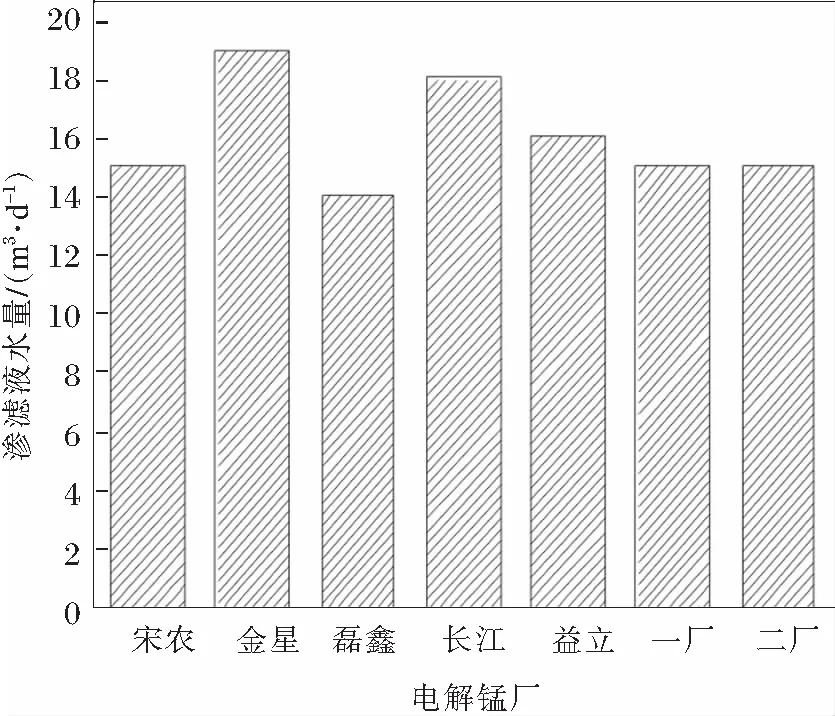
图2 渣场地下水水量
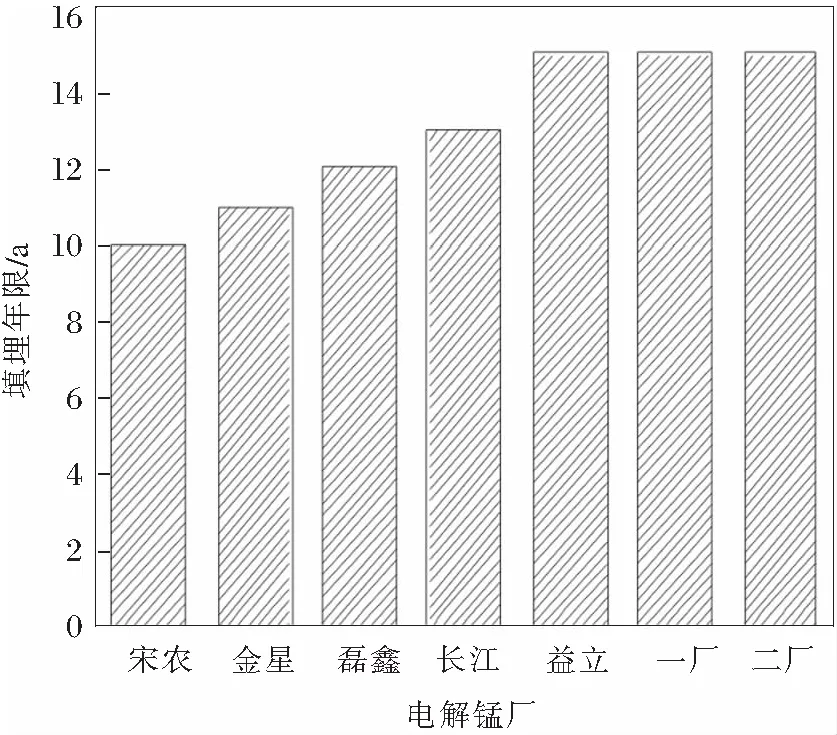
图3 渣场填埋年限
从图1可以看出:不同电解锰渣场地下水排放量,氨氮和总锰的含量均存在较大差异。金星锰业渣场总锰含量最高能够达到700 mg/L,宋农锰业渣场总锰含量相对最低为200 mg/L,氨氮含量最高达到600 mg/L,锰业二厂氨氮含量最低,只有100 mg/L左右。总锰含量随填埋时间增加而相对减少,氨氮含量并不随填埋时间呈现规律变化。这与渣场填埋收集工艺和电解锰生产工艺存在很大关系[10]。
电解锰渣场渗滤液呈现总锰含量高、高氨氮、弱酸性的特征,其主要污染因子为总锰和氨氮[11]。
2 处理工艺
针对锰渣填埋场地下水中高锰、高氨氮的水质特点,主要污染因子为氨氮和总锰,采取的“高效沉淀+循环氨氮吹脱系统”工艺流程如图4所示。
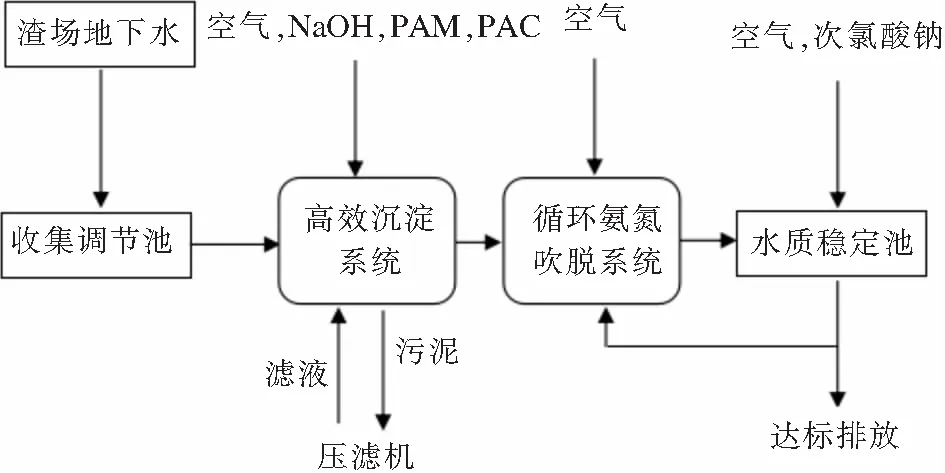
图4 秀山县渣场地下水处理工艺流程
渣场地下水收集之后输送至高效沉淀系统,该处理系统主要处理对象为污水中的总锰。通过对该渣场地下水污水特性的调查研究和多次的中小试验对比,污水中总锰以主要以Mn2+和Mn4+形式存在,Mn2+的沉淀性不及Mn4+,高效沉淀系统内部前段设置曝气沉淀池,其主要作用是将Mn2+在碱性曝气条件下氧化成Mn4+,同时氧化过程可降低氨氮的含量,曝气反应单元重点是pH的调节,实际实验结果表明当pH调整至10.5~11之间,对Mn2+有较强的氧化效果,对Mn4+的沉淀效果较好,也满足后端氨氮吹脱的pH要求。氧化后得到的Mn4+通过提升进入到高效沉淀系统中的沉淀单元,投加絮凝剂絮凝沉淀去除,污泥沉淀可去除部分氨氮。该工艺不同于传统沉淀法,利用氢氧化物或硫化物与废水中的金属离子反应,生成溶解度很小的沉淀,从而去除废水中的金属离子[12]。而是先将水中Mn2+氧化成沉淀性更好的Mn4+再进行沉淀反应,出水中总锰含量能够远远低于《污水综合排放标准》GB8978-1996中一级标准的排放限值。
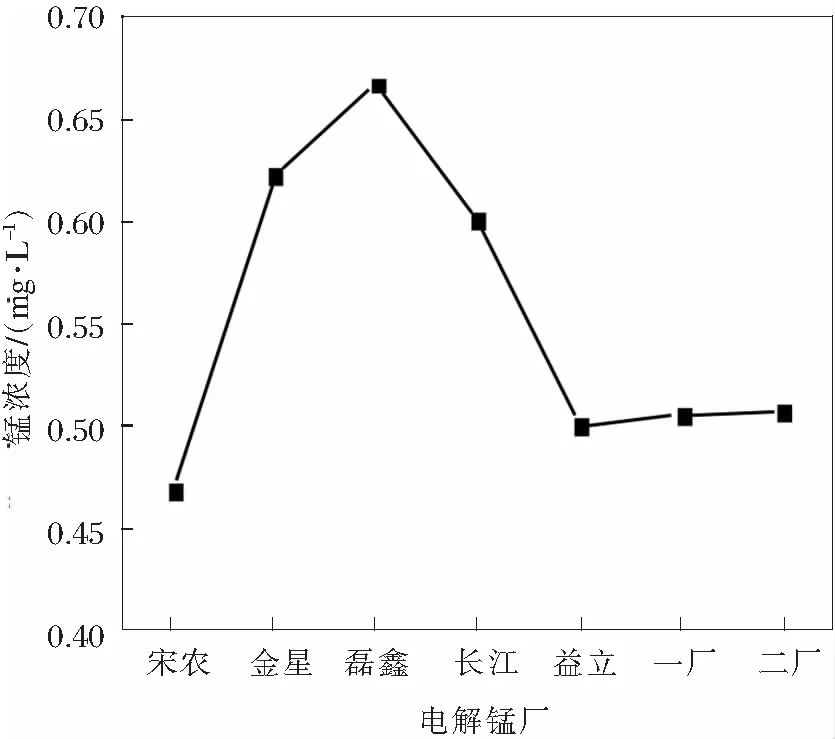
图5 秀山县电解锰渣场地下水总锰浓度
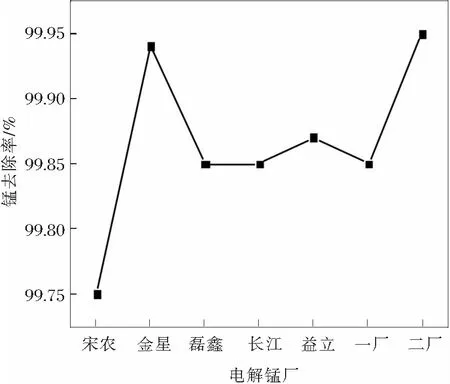
图6 秀山县电解锰渣场地下水总锰去除率
图5可以看出:经过高效沉淀系统处理后总锰含量能够降低至0.65 mg/L以下,去除率达到99%以上,完全满足排放标准。并且对氨氮也具有一定的降解能力,减低了后端氨氮吹脱负荷。
总锰沉淀后出水直接进入氨氮吹脱系统,进行氨氮吹脱。从图6可知:渣场渗滤液氨氮浓度最高能够达到600 mg/L,最低为100 mg/L,传统的脱氮基本是通过反硝化作用,对于生化性好的污水有很好的处理效果,但电解锰渣场渗滤液生化性差,且前段为降解总锰水pH较高,不适宜生化反应,因此在工艺选择优先考虑物理化学脱氮过程。氨氮吹脱的原理是废水中的氨氮主要以铵离子(NH4+)和游离氨(NH3)状态存在[13],其平衡关系为NH3+H2O→NH4++OH-,受pH值的影响较大,当pH值高时,平衡向左移动,游离氨的比例增大。常温pH值为7左右时氨氮大多数以铵离子状态存在[14],而pH为11左右时,游离氨大致占98%,加以曝气可促使氨从水中逸出。其中,pH是效果关键,监测数据表明pH值在大于11时氨氮吹脱效果最佳。
循环氨氮吹脱系统于氨氮吹脱出水端设置曝气池,内置循环水泵,氨氮吹脱内部设置多级填料,顶端均匀布水,正常运行时保证气液比在3 000~5 000左右,同时随时检测氨氮吹稳定水池中pH和氨氮的变化,若pH偏低,通过前段投加碱提高pH,若氨氮出水浓度偏高,则打开内置循环水泵,进行内回流,延长停留时间,提高氨氮去除效率。
从图7 可以看出:经过循环氨氮吹脱系统之后氨氮出水浓度基本在30 mg/L以下,二厂的氨氮吹脱出水能够达到15 mg/L,满足《污水综合排放标准》一级标准的排放要求。
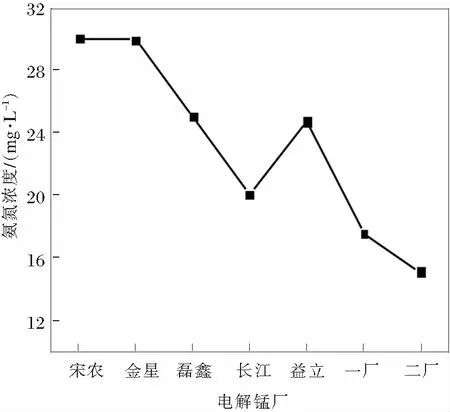
图7 循环氨氮吹脱系统出水氨氮浓度
考虑到部分氨氮吹脱出水中氨氮无法降低至15 mg/L以下,循环氨氮吹脱系统后设置清水池,内置曝气设备进行曝气,外端接入次氯酸钠加药设备,可以通过投加少量次氯酸钠去除剩余氨氮从而使出水稳定达标。如图8所示,系统总出水氨氮浓度基本在15 mg/L以下,满足排放标准。
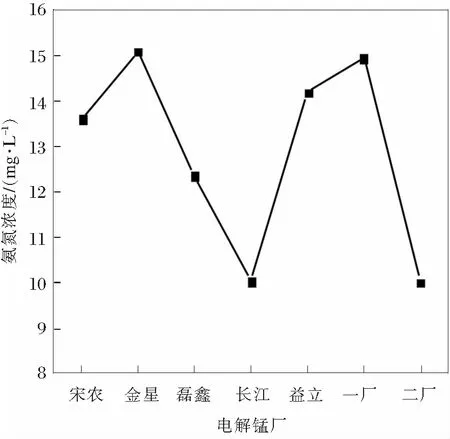
图8 系统总出水氨氮浓度
图9为处理前后污水的pH值变化。在氨氮吹脱过程中,水质pH也得到一定程度的降低,末端清水池加曝气的做法,也能够满足出水pH值不需要经过外加酸来进行调节而直接满足排放标准。
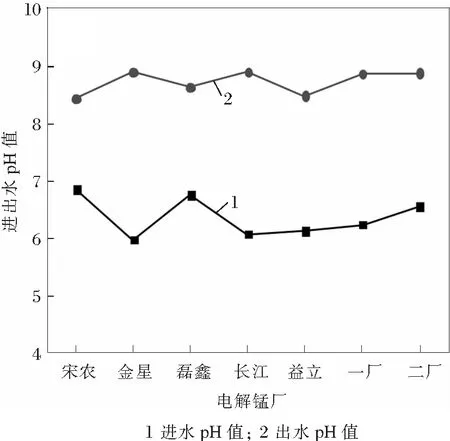
图9 处理系统进出水pH值
3 结 论
近年来随着的电解锰行业的高速发展,电解锰渣场因为其占地面积大,污染持续时间长,对生态环境影响严重,逐渐成为电解锰行业污染的管理重点。
采用“高效沉淀+循环氨氮吹脱系统”处理工艺对电解锰渣场地下水中氨氮、总锰的处理取得了良好的效果,氨氮浓度小于15 mg/L,锰含量可降低至0.6 mg/L以下,Mn2+去除率达到99%以上,出水满足《污水综合排放标准》一级标准的排放要求,并且能实现长期的稳定运行管理。基于现阶段的环保要求,该工艺对电解锰渣场地下水的稳定运行达标和管理具备可行性。