无心磨床常见加工缺陷及排除方法研究
2020-11-20唐福莹景晓宝
唐福莹 景晓宝
摘要:无心外圆磨削(无心磨床磨削)是一种能够适应大批量生产加工的磨削方式,无心磨床广泛应用于汽车、船舶、航空航天等机械加工行业。这种磨削方式的优点以及短板都十分明显,故而能够采取无心磨削加工方式的零件也很容易区分。它不采用工件的轴心进行定位,从磨削原理上讲,如果机床调整的不正确或者工件磨削过程不充分,是得不到真圆的。本文从生产过程中常见的无心磨削加工缺陷入手,简单阐明了常见无心磨削缺陷及排除方法。
一、无心磨削的基本原理
1.无心磨床的特点
1.1采用无心磨床进行加工的工件无需两端打顶针孔进行定位加工,磨床主要由磨削砂轮、导轮、托架三个机构构成。其中,磨削砂轮实际担任磨削的工作,导轮控制工件的旋转并通过垂直面内的角度大小来调节进刀速度,托架起定位支撑工件的作用。
1.2在无心磨削过程中,工件的最终轴心位置变化取决于工件原有误差、磨削用量、设备调整精度等因素。
1.3无心磨床根据其加工特点,容易实现强力磨削、高速磨削,并根据其上下料的特点,很适合实现自动化设计要求。
1.4无心磨削效率高,适用于大批量任务生产。工件运动的稳定性、均匀性取决于磨削机床系统的刚性、工件原始形状、导轮的几何形状、磨削参数的设定。
1.5无心外圆磨削加工使用待加工表面作为定位表面,加工的轴心位置精度受原轴心位置精度影响较大。
2.常见无心外圆磨削方法
2.1通过式磨削法
工件沿砂轮轴线方向进给进行磨削,利用调整导轮轴线的微小倾角来实现工件轴向进给。适用于磨削细长圆柱形工件、无中心孔的短轴和套类工件等。
2.2切入式磨削法
托板上有轴向定位支点,工具支撑在托板一定位置上,以砂轮或导轮切入进行磨削。用于磨削带轴肩或者凸台的工件以及圆锥体,球体或其他回转体工件。
3. 无心磨削成圆分析
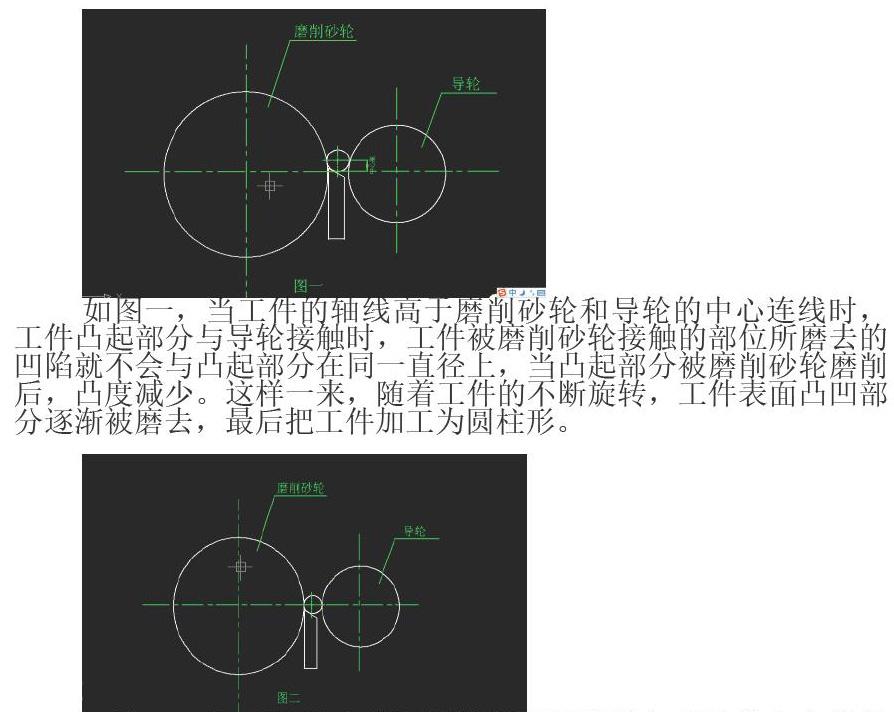
如图一,当工件的轴线高于磨削砂轮和导轮的中心连线时,工件凸起部分与导轮接触时,工件被磨削砂轮接触的部位所磨去的凹陷就不会与凸起部分在同一直径上,当凸起部分被磨削砂轮磨削后,凸度减少。这样一来,随着工件的不断旋转,工件表面凸凹部分逐渐被磨去,最后把工件加工为圆柱形。
如图二,当工件的支撑高度等于磨削砂轮与导轮的中心连线高度,工件支撑点与磨削轮和导轮的接触点在工件的同一直径上时,工件凸起部分与导轮接触后,导輪把工件向磨削轮方向推挤,工件被推挤部分的对面被磨削轮磨为凹形,其深度约等于凸起部分的高度,工件旋转180°后,凹面与导轮接触,凸点无法继续被磨削掉。这样,工件在导轮与磨削轮之间来回摆动,磨削出的直径相等,但不是一个整圆。而是直径相等的楞圆。
二、常见磨削缺陷以及排除方法
1.磨削后工件表面存在震刀纹(出现鱼斑斓、白色线条)
发生原因:
(1)磨削砂轮不平衡导致机床震动
(2)导轮旋转速度过高
(3)砂轮钝化或导轮表面修整过于光滑
(4)导轮垂直面倾斜角过大
消除方法
(1)重新平衡磨削砂轮,做静平衡与动平衡
(2)降低导轮旋转速度
(3)修整磨削砂轮以及导轮表面
(4)适当调整导轮垂直面内倾斜角度
2.工件加工后存在锥度
发生原因
(1)由于支板较导轮母线低的过多,或者支板的角度过大
(2)磨削轮修整不正确
(3)磨削轮与导轮表面磨损严重
解决方法
(1)适当调整支板与导轮母线平行
(2)检查磨削轮修整器行程直线度
(3)重新修整磨削轮与导轮
3.工件出现“鼓腰形”
发生原因
(1)前后支板均匀向磨削轮方向倾斜
(2)磨削砂轮修整为凹形
解决方法
(1)调整前后支板
(2)修整磨削砂轮,确保每次修整余量不要过大(0.02mm为宜)
4.工件加工后表面质量不高
发生原因
(1)导轮垂直面内倾斜角度多大,导致工件进给速度过快
(2)磨削轮修整速度过快,导致磨削轮表面光度不够
(3)导轮修整的不够细
解决办法
(1)适当调整导轮垂直面内的倾斜角,控制工件的进给速度
(2)降低修整器走刀速度,或更换变钝的金刚石
(3)重新修整导轮表面
5.工件真圆度不好
发生原因
(1)导轮几何尺寸不够圆
(2)磨削次数少或者工件原有真圆度不好
(3)磨削轮钝化
(4)磨量过大或者走刀量过大
解决办法
(1)重新修整导轮圆周与断面,(一般修到无断续声为止)
(2)适当增加磨削次数,减少每次进刀量
(3)修整磨削砂轮
(4)减小磨削余量、减小走刀量
6.工件存在楞边
发生原因
(1)工件中心高度过高或者过低
(2)零件轴向拉力过大,导致零件不能均匀旋转
(3)磨削砂轮不平衡
解决办法
(1)适当调整支板,确保工件的中心高度
(2)调整导轮角度(一般0.5°-0.25°为宜),减小轴向拉力,使工件均匀旋转
(3)重新做静平衡与动平衡
7.工件表面存在环形螺纹线
发生原因
(1)前后支板凸出导轮表面,导致工件在入口或出口处被导轮划伤
(2)支板硬度不够,磨下的切削沾粘在支板上,行程积削瘤
(3)冷却液不够清洁,里面存在其他杂质
(4)工件的回转中心低于磨削轮与导轮的中心连线
(5)磨削轮钝化
(6)一次磨下的磨量过大或者砂轮修整的不到位
解决方法
(1)调整前后支板
(2)更换支板
(3)更换冷却液
(4)调整工件的中心高
(5)重新修整磨削砂轮
(6)适当减少每次的磨削量,增加磨削次数
三、结语
无心外圆磨削对于机床调整的精度要求较高,其调整的范围和参数并不能仅仅套用公式来解决,而是需要理论联系实际,在不断的实际工作中积累摸索经验,积累常见生产问题的解决办法,并进行系统分析,最终汇总为成型的经验,更好的服务生产。希望此文可以能为无心磨削加工中经常产生困惑的单位提供帮助。
参考文献:
[1]磨工实用技术手册 邱言龙 李德富 中国电力出版社
[2]机械制造基础 高波 李蕾 大连理工大学出版社
[3]机械制造工艺学 宿西冷 中国劳动社会保障出版社
[4]无心外圆磨削原理 王玉坤 机械工业出版社
