尾气压缩机振动原因分析及对策
2020-11-19肖建勇
肖建勇


摘要:本文详细描述了聚丙烯装置中尾气压缩机振动异常情况,结合往复机的工作原理,分析现象产生的真实原因,提出有效的解决措施,彻底解决压缩机振动问题。
关键词:往复式压缩机;振动;基础;灌浆;垫铁;对策
往复式压缩机是目前在我国应用最广泛的一类压缩机,广泛应用于化工生产中,用以提高气体压力,并输送气体。聚丙烯装置中的尾气压缩机常采用往复式压缩机,将粉料仓的气体收集、增压后输送至反应系统继续利用。
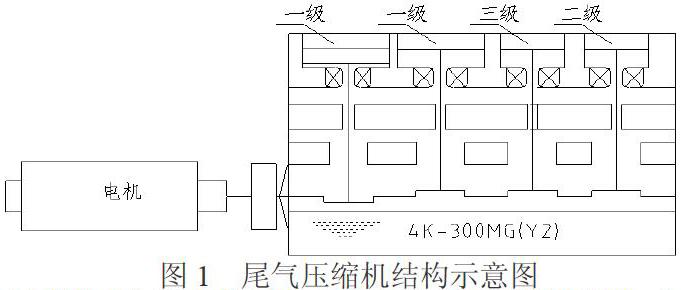
中国石化广州分公司聚丙烯-3装置的尾气压缩机选用了国内某著名厂家制造生产的往复式压缩机,其结构为二列三级立式迷宫压缩机,气缸为无油润滑、水冷式双作用,由电机驱动,将工艺气体由0.02 Mpa(G)压缩至2.7Mpa(G),体积流量为87 m3/min,压缩机为单层平面布置,其整机结构简图见图1。
该压缩机在运行中发现振动偏大,对压缩机的电机、缸体、地脚螺栓、主轴瓦部位进行测量,缸体处振动烈度最大达到10mm/s,地脚螺栓处振动烈度最大达3.8mm/s,同时设备基础的二次灌浆层出现开裂现象,严重影响了设备的稳定运行。
一、压缩机振动机理
导致往复式压缩机振动的常规原因有多种:压缩机安装不当引起、压缩机结构带来的惯性力和力矩不平衡引起、压缩机气流脉动引起、压缩机基础设计不合理引起等,区分压缩机的振动机理,找对影响压缩机振动的振源,才能从根本上解决压缩机振动问题。
(一)安装和使用不当引起的振动
压缩机螺栓松动,机身水平度不符合要求,对中不好,装配间隙过大,死点间隙过小,活塞杆跳动过大,运行工况超出设计范围,压缩比偏大等都会引起压缩机机组的振动。
(二)压缩机结构带来的惯性力不平衡
往复式压缩机在运转时,活塞组件和曲柄——连杆机构是在做加速或减速运动,所以存在旋转惯性力和往复惯性力,当这些力没有被平衡掉时,就会使机器在運转过程中承受周期性的交变载荷,从而使基础和机器发生振动。
(三)压缩机气流脉动
往复式压缩机的供气是不连续的,压缩机吸气 、排气呈间歇性和周期性变化,必将激起管内气体呈脉动状态,致使管内介质的压力、速度、密度等随时间作周期性变化,这种现象叫气流脉动。气流脉动会对管路中的气体形成一定的激发或者干扰。当激发频率与管道内气体固有频率一致时,就会形成共振,更加增强管路内的气流脉动,此时管路的振动会成倍增加。
(四)压缩机基础设计不合理引起的振动
压缩机应保证基础的结构强度,保证基础的振动不得超过允许值。一般压缩机的基础质量应为不平衡扰力的 15~20 倍,允许的最大振幅为200 um,最大振动速度不应大于6.3mm/s,同时避免基础落入压缩机的扰力的共振范围之内。
二、尾气压缩机振动原因分析
根据上述振动机理对尾气压缩机振动进行原因分析,以期找到机组振动的根本原因,从而消除振动。
(一)检查尾气压缩机的安装和运行情况
检查机组的安装、对中、内部装配间隙、运行等情况,均符合设计要求,检查地脚螺栓,无松动现象。
(二)检查尾气压缩机的结构情况
尾气压缩机共有四列,对应曲轴有四列曲柄,对称两列为一组,每组互为90°,此布置方式可以很好地平衡曲轴旋转时因曲柄错角作周期性变化产生的惯性力矩,从而减小压缩机的振动。
(三)检查尾气压缩机气流脉动情况
机组管道设置不合理,气流脉动导致机组振动是一种常见的原因,为了确认机组是否存在脉动引起的共振,按API618标准的近似设计方法三所要求的分析内容,对机组整个系统在正常负荷情况下进行脉动分析,判断是否会发生共振。
采用得到国际普遍认可的专业管道应力分析软件CAESARⅡ,按照配管图以及应力分析的边界条件建立三维管道系统的力学模型,将机组管道系统划分成四个分析单元系统,分析计算出各点对应于频率的共振频率放大函数值和允许脉动值:
API618所允许压力不均匀范围,按第三种近似方法要求如下:
压缩机气缸法兰处允许的脉动值Pef: 3R%或7%取二者较小值;
Pl 为与基频和谐频相应的各单独脉动部件的最大许用峰-峰值,用管线平均绝对压力的百分比来表示;
a 为气体的声速,单位为m/s;
PL 为平均绝对压力,单位为bar;
f 为脉动频率,单位为HZ。
2、脉动抑制装置允许压降:△P%或0.25%取二者较大值。
式中:
ΔP 为基于通过脉动抑制装置的稳定流的最大压力降,用装置进口平均绝对管线压力的百分比表示;
R为级压力比。
通过分析计算,机组管道系统各单元均处于较低共振频率放大函数水平,各缓冲罐造成的压降符合API618要求,系统不会出现共振现象。
(四)检查尾气压缩机基础情况
压缩机的基础设计为:基础采用C30混凝土,罐浆料为HL40,为V型结构, C30混凝土按一方2.3吨计算:
基础的重量[ 2.3*3.26*1.65-(1.56+1)*0.53*3.26/2)]*2.3*10≈234KN
压缩机设计的不平衡扰力:11.61KN
基础重量与平衡扰力的倍数关系234/11.61≈20
基础的重量满足压缩机不平衡扰力的 15~20 倍这一要求。
(五)现场检查情况
根据上述分析结果,导致机组异常振动的原因不是基础设计、压缩机结构设计和装配、管道布置等,问题应该出在现场的安装质量。检查现场,发现压缩机的基础二次罐浆层有开裂现象,将二次灌浆层破除后,发现一次灌浆料发软,强度远未达到≥70MPa的设计强度要求,因此,可以确定一次灌浆不合格是导致压缩机振动的主要原因。
三、尾气压缩机振动处理方法
根据排查出的原因,制定消除振动的处理办法,最直接的方法是将压缩机的基础拆除,重新浇筑,但此方法要重新制作基础,所需时间很长,而且压缩机组所有管线、缓冲罐、级间冷却器、润滑油站等都已全部安装定位,需要全部重新进行安装,涉及工程量巨大,无论从时间、资金、人力方面考虑,此方法均不可取。
基于灌浆料发软的情况,可以考虑采用人工拆除地脚螺栓,重新进行灌浆的方法。此方法只需将压缩机机体拆走,清除干净灌浆料,取出地脚螺栓,回装时利用电机作为基准进行安装,涉及面较小,只需对压缩机出入口管线进行适当调整或配管即可。此方法虽然不如第一种方法彻底,但是可实施性高,并且也能够满足安装要求,因此决定按此方法进行处理。
通过人工清理方式将压缩机基础地脚螺栓拆除。在回装时,调整机组水平,然后以电机为基准进行初步找正,进行一次罐浆。为了减少养护时间,选用C60高强无收缩料作为灌浆料。采用座浆法进行垫铁的安装可以进一步缩短工期,座浆法相对其余垫铁安装方式具有施工效率高、安装质量好、施工步骤简单等优势。最后一步,进行电机与压缩机的对中,使同心度达到0.05mm内,压缩机的重新安装就完成了,整个施工的工期大约需要25天。
四、 结论
2019年10月,装置利用停车消缺机会按上述方法进行了处理,尾气压缩机运行稳定,机组振动明显下降,压缩机缸体处振动烈度降为3.0mm/s,地脚螺栓处振动烈度降至0.6mm/s,说明此方法有效解决了尾气压缩机振动的问题。
参考文献
【1】郁永章、容积式压缩机技术手册[M]、北京机械工业出版社,2000
【2】李云,姜培正、 过程流体机械[M]、北京:化学工业出版社、2010
【3】SH3091—1998、石油化工压缩机基础设计规范[S]
【4】API618—5th、石油、化工、天然气工业用往复式压缩机[S]
【5】杨保江、往复式压缩机组的振动机理及其控制
【6】压缩机随机资料
