大冷床上料制动装置在棒材生产中的应用
2020-11-19汪俊辉
汪俊辉
摘要:随着棒材生产工艺的成熟与装备的更新,轧制线速度也在不断提高。轧制线速度的高后,对大冷床的长度也提出了更大的要求,目前新建生产线大冷床长度均在120米以上;但对于原有的一些老旧生产线,因其大冷床及上料辊道长度不够,限制了轧制线速度的提升与产能的提高。为了解决老旧生产线提速的问题,可通过在大冷床上料辊道上增加制动装置的方式进行解决。
关键词:棒材生产;提速;大冷床;制动装置
1简介
冷水江钢铁责任有限公司棒线厂二、三车间主要负责φ12-φ32螺纹钢的生产轧制,其中,φ12-φ18采用多切分轧制,φ20及以上规格采用单线轧制,轧线提速前,根据品规与切分数量不同,最高轧制线速度13.5m/s。
大冷床上料系统设备主要由辊道支架、上料辊道(变频辊道)、卸料裙板组成,每组变频辊道间距1.2米、倾斜角度15°,卸料裙板顶面倾斜角度25°。二车间3#飞剪到大冷床距离为68米,大冷床床面全長90米;三车间3#飞剪到大冷床距离42米,大冷床床面全长80米。正常生产时,轧件经3#飞剪剪切后,变频辊道对轧件进行加速,加速完成后,卸料裙板下落,轧件滑落至卸料槽内,卸料裙板再次上升,将轧件顶出使其滑落至大冷床矫直平台。
2 提速过程中大冷床上料系统遇到的问题
由于大冷床及上料辊道长度不足,3#飞剪到卸料断开点的距离太近,轧件在变频辊道内的加速时间太短,3#飞剪剪切后,前后两根轧件之间无法拉开足够的距离,容易造成轧件“追尾”,且卸料裙板在上位停留时间太短,导致轧件无法顺利卸出。
若增加卸料延时,则轧件在大冷床矫直板上的滑行距离过长,导致轧件冲出床面;若减少卸料延时,则可能发生轧件“追尾”或轧件无法顺利卸出的问题,制约了轧制线速度的提升。
3 大冷床上料制动装置的作用
为了解决大冷床与上料辊道长度不足对轧制线速度提升的影响,在不进行设备升级改造的前提下,增加上料制动装置能很好的满足轧线提速的需要。
增加上料制动装置后,将卸料断开点后移,增加3#飞剪到卸料断开点的距离,增加轧件在变频辊道内的加速时间,使前后两根轧件能拉开足够的距离;前后两根轧件拉开足够距离后,卸料裙板在上位的停留时间得以延长,确保轧件能顺利卸出;卸料完成后,制动装置及时对轧件进行制动,缩短轧件在矫直平台上的滑行距离,避免轧件冲出床面。
4 制动装置的结构及动作流程
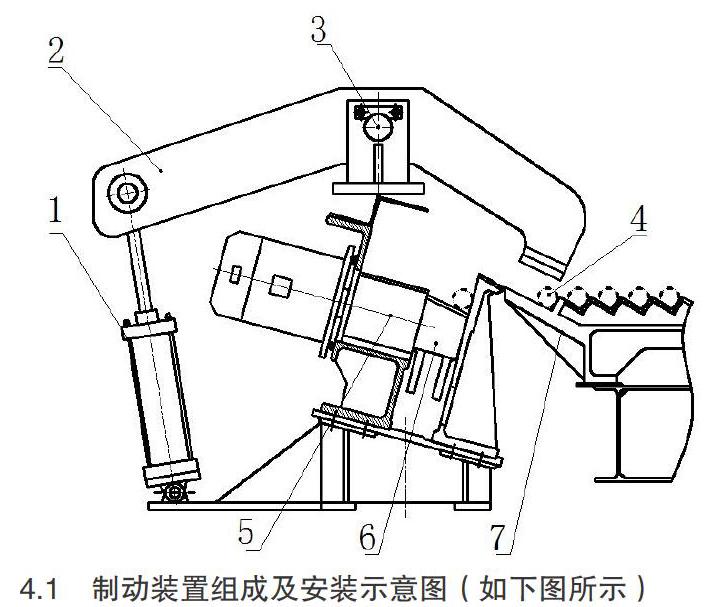
4.1 制动装置组成及安装示意图(如下图所示)
制动装置主要由气缸1、夹臂2、轴承座3组成,夹臂2前端设有夹板。夹板是制动装置中最重要的消耗件,夹板选用耐磨材质,具体尺寸应根据矫直板尺寸进行设计。选用带有缓冲功能的气缸,气缸缸径125mm,气缸行程300mm,气动系统压力0.45-0.55Mpa。
制动装置安装在大冷床前半段、加速辊道电机一侧。可根据实际需要设置一组或多组夹尾装置,每组夹尾装置间隔1.5米-3米。安装时,夹板位置与大冷床矫直板位置相对应,夹板应不与大冷床动齿条形成干涉,夹板下压后应与矫直板第一个齿槽相吻合且倾斜角度一致。
3.2 制动装置动作流程
具体动作流程:轧件4经加速辊道5加速后,卸料裙板6下降,轧件4滑入卸料槽内;卸料裙板6上升,将轧件4顶出并使其滑落至矫直板7的第一个齿槽。此时,制动装置动作,气缸1活塞杆推出,夹臂2下压,对轧件4进行制动;制动完成后,气缸2活塞杆缩回,夹臂1抬起,制动装置复位。
通过程序控制使制动装置与卸料裙板及大冷床步进机构形成联动,实现自动化;操作工可根据轧件卸料后的停止位置来设置制动气缸的夹紧时间。
5 使用情况及效果
制动装置投入使用后,制动装置安装处的矫直板磨损较快,为了延长矫直板使用寿命,对矫直板进行了结构优化。对制动装置安装处的矫直板进行重新设计,将矫直板前端齿槽也设计成可更换的夹板,两种夹板尺寸一致,便于备件的统一,矫直板处夹板安装时夹板顶面稍高于前后矫直板的第一个齿槽底面,以减少制动过程中对矫直板的磨损。同时对夹板进行改进,夹板能正反两面更换使用,提高夹板的使用次数与使用寿命,降低使用成本。
我厂在二车间、三车间分别安装了两组制动装置,根据轧制规格与轧制线速度的不同,可以灵活选择制动装置的投入数量。投入制动装置后,轧件在床面的滑行距离能缩短10-15米左右,根据品规不同,轧制线速度能提升8%-15%,产能也相应得以提升。
6 结语
上料制动装置制作简单、安装方便、维护及使用成本低。根据我厂实际使用情况,制动装置在单线轧制与多切分轧制中均能适用,解决了上料系统长度不足对轧线提速的制约问题,生产能力得到了提升。同时,上料制动装置为以后进行新生产线设计时提供了改进思路,可以通过增加制动装置来适当缩短大冷床的建设长度,减少厂房占地面积,降低建设成本。
参考文献:
[1]林占臣. 棒材线冷床上料装置高耐磨材料的应用[J]. 中国高新技术企业(中旬刊), 2011, 000(016):41-42.
[2]崔海伟. 棒材高速上冷床技术[J]. 轧钢, 2014, 031(004):57-60.
