浅谈锅炉上煤控制系统自动化设计
2020-11-19宋维龙
宋维龙

摘要:根据燃煤锅炉自动化上煤控制实际需要,考虑其操控性、电机使用效能、降低维护成本,提升锅炉自动化工作效能。讨论PLC编程器在自动化上煤控制系统中设计及应用。
关键词:锅炉;S7-200PLC;自动控制系统
前言:自动化控制技术已经广泛应用在锅炉辅机控制系统中,但上煤系统仍然采用接触器直接工频硬启动方式,通过机械互锁完成上煤功能,且运行时,设备安装较为分散。控制启动时,无法预知设备是否运行,接触器常因机械故障导致事故发生,严重影响生产。
PLC可编程器的使用,不仅能实现上煤设备顺序控制、防误操作报警指令、数据转换、微机操控性以及整个系统闭环控制功能。提高运行可靠性、抗干扰能力,降低维修工作量。以工厂锅炉房手动人工上煤为参考,利用PLC可编程器设计锅炉自动化上煤控制系统。
1.上煤系统功能设计
整套上煤系统分为1号皮带、斗提、2号皮带、下料机共4部
分组成。上煤过程:煤经过地下1号皮带输送至斗提,由斗提携煤传至2楼2号皮带。煤经过2号皮带传送到下料机,下料机分煤至锅炉煤斗。煤斗的煤经过分煤器至炉排。
2.PLC可编程器控制方式
依据蒸汽锅炉生产工艺需求,锅炉房上煤系统分为手动和自动控制,并各部分形成互锁控制,上煤运行和停止上煤时,设备之间设定启停顺序控制,以及人员清理现场时,机械急停装置控制系统。
(1)上煤过程电气控制原理:
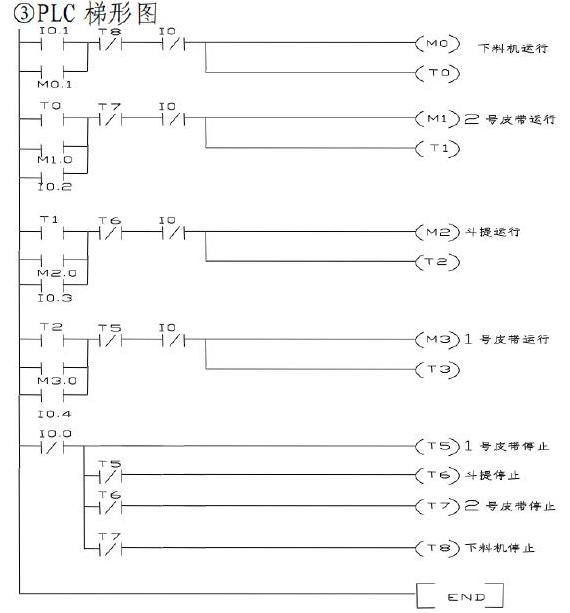
① 按下按钮开关SB1使下料机启动,电动机M0(下料机)投入运行,此后,依次启动电动机M1(2号皮带)、M2(斗提)、M3(1号皮带)。时间间隔设定为5秒。
②上煤时,按下启动按钮SB1,中间继电器KA通电自锁,KM1接通,下料机M0启动运行,5秒后,KT0延时常开触点闭合,中间继电器KA1接通,KM2接通2号皮带机M1启动运行,KT1通电5秒后,延时常开触点接通,KT2通电5秒后接通,KM3接通,M2斗提启动运行,同时,KT3接通5秒后,KA3通电, M3电机得电,1号皮带机电机启动,开始上煤。时间延时采用通电延时时间继电器KTO、KT1、KT3。最后完成上煤过程。
③停止上煤时,按下停止按钮SB,各皮带机反顺序停机,先停止1号皮带M3,依次停止电动机M2(斗提)、M1(2号皮带)、M0(下料机),延时是采用时间继电器KT5、KT6、KT7、KT8完成,延时时间设定为5秒,目的是避免皮带机积煤现象。下料机停止,各皮带机上无煤,整个上煤过程结束。
(2)PLC的控制方式
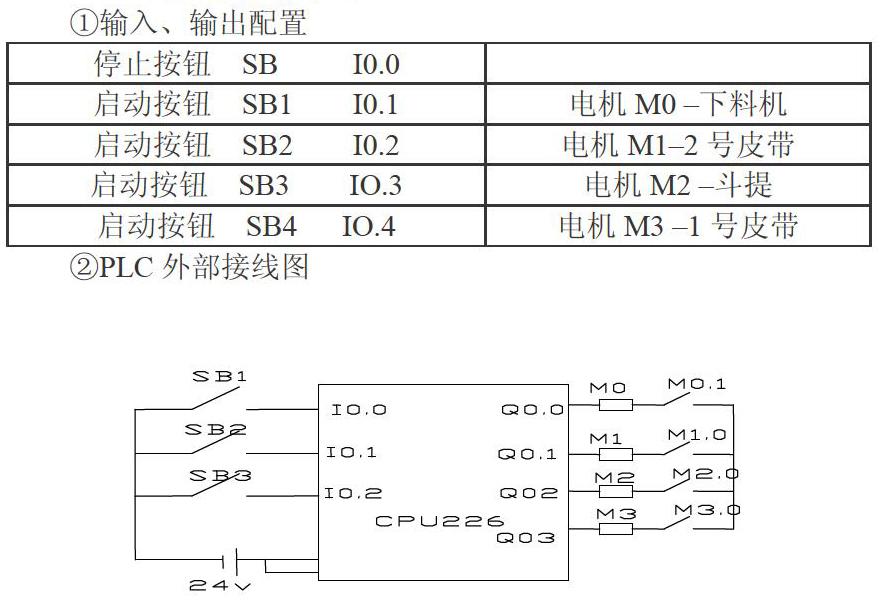
①输入、输出配置
②PLC外部接线图
本控制系统中输入点数只有3点,输出点数有4点,故选用西门子S7-200 PLC,该PLC适用于小规模系统的控制,其输入点数为16点,按照相关说明书完成了系统的接线并经检查无误后,就可把梯形图输入PLC,然后进行运行操作,并进行调试。
③PLC梯形图
3.PLC使用注意事项
(1)线路接线
按照S7-200西门子说明书进行配线,输入程序时,请进行PLC模拟演练。却准无误后方可导入程序。
(2)保证接地可靠性
接地线采用2.5mm?铜塑导线与系统接地极相连。接地极接地电阻应小于4Ω,接地点与其他设备的接地分开,禁止与其他设备串联接地。
(3)RUN端的接线
所有PLC都带有RUN端子,在RUN端和COM端接入一个按钮开关,可以控制PLC进入运行状态执行控制程序,如果按钮断开,PLC停止运行 。
(4)使用中的问题及解决办法
在每个输入、输出回路增加保险开关,这样就保证元件短路时,不会烧毁电源电路及PLC。在实际接线中,输出负载电流如果过大,容易烧毁输出触点。采用PLC输出点经继电器过渡,会减少PLC的故障。
4.结束语
该设计以实用、经济为原则,旨在提高锅炉上煤系统的生产效率,实现生产过程中的综合自动化。该系统具有一定的可靠性和实用性。
参考文献
﹝1﹞刘鑫 锅炉自动化控制的电气设计﹝J﹞。2013,21:137-138。
﹝2﹞周峰 工業蒸汽锅炉自动化控制分析﹝J﹞。黑龙江科技信息2014,27:12。
﹝3﹞张万忠 可编程控制器入门与应用。西门子S7-200系列﹝M﹞。北京:中国电力出版社,2005。
﹝4﹞廖常初 PLC基础及应用﹝M﹞,北京:机械工业出版社,2003。
﹝5﹞赵浙勇 浅析工业蒸汽锅炉自动化控制﹝J﹞。科技展望,2016,21:73。
