挖掘机油箱焊接机器人工作站的应用
2020-11-19刘瑞涛阎洪
刘瑞涛 阎洪

摘要:挖掘机油箱焊接机器人系统是由FANUC R-0iB型焊接机器人本体、成套焊接电源、2轴L型变位机、电气控制四部分组成。配套使用数字脉冲逆变焊机,采用脉冲过渡方式焊接,使焊接过程热输入量大幅度减小,减少了焊后工件变形,并降低了焊接飞溅,焊后清理更加简单,焊缝质量好,成型美观。
关键词:挖掘机油箱;机器人工作站;数字脉冲逆变焊机;焊接低飞溅;脉冲过渡方式焊接
前言
挖掘机油箱焊接机器人工作站采用2轴L型变位机用于焊接箱体、工件组对点焊完成后,由电动工具或人工搬运至机器人焊接工位,通过工装夹具对工件进行定位并夹紧,然后由机器人自动焊接。为保证焊接质量和焊接效率,机器人系统配置了完善的自保护功能、临时停点自恢复、清枪剪丝功能、焊缝寻位功能、防碰撞功能、专家数据库、示教编程和焊枪摆动功能,实现挖掘机油箱在填充和盖面时保证焊道美观,降低油箱焊接飞溅。提高了挖掘机油箱的焊接质量和生产效率,降低了焊接人员劳动。
一 机器人工作站布局及技术要求
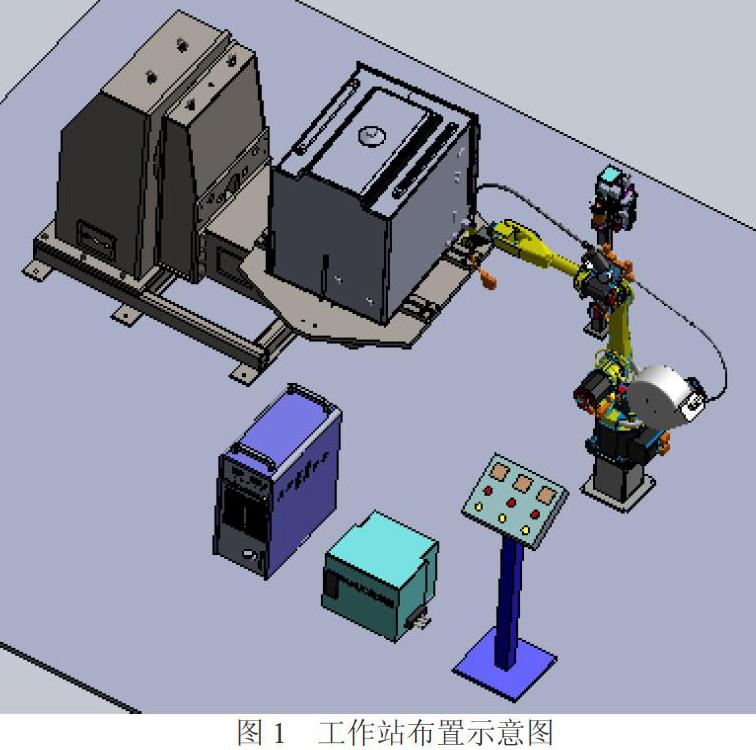
1.1 挖掘机油箱焊接机器人工作站布局
挖掘机油箱焊接机器人工作站是由FANUC R-0iB型焊接机器人本体、成套焊接电源、2轴L型变位机、电气控制四部分组成(见图1)。
1.2 挖掘機油箱焊接机器人工作站技术要求
1)焊丝规格:Ф1.2mm ;
2)焊缝形式:角焊缝 ;
3)保护气体:80% Ar + 20% CO2混合气 ;
4)工作方式:机器人自动焊接,人工组对点焊,人工上下料 ;
5)组对间隙:普通角焊缝组对间隙≤2mm(超过2mm需手工打底补焊) 、焊接电流≤500A、焊前清理:焊缝及两侧两倍焊缝高度范围内可见金属光泽、焊缝位置偏差≤5mm。
二、 R-0iB型机器人本体
FANUC Robot R-0iB是一款具有智能化功能的高性能操作机器人,适合各种弧焊应用,具有重量超轻、结构紧凑的特点。针对弧焊应用,R-0iB通过优化成功的设计了轻量和紧凑的机器人手臂,在保证原有可靠性的同时,实现了优异的性价比。R-0iB采用最先进的伺服技术,可以提高机器人的动作速度和精确度,在最大程度上减少操作员的干预,提高了弧焊系统的工作效率。机器人本体特点及优势:
1)重量轻,结构紧凑,性价比高;
2)采用最先进的伺服技术,机器人动作速度快,控制精度与工作效率高;
3)机器人与焊接电源之间实现数字通讯,确保机器人和焊接电源高速协调控制,达到高品质焊接;
4)提供薄板碳钢低飞溅、高品质脉冲等多种焊接方法,应用范围广,焊接能力强;
5)机器人内置防碰撞传感器,当发生碰撞时,手臂会迅速弹起,确保机器人和周边操作人员的安全;
6)R-0iB机器人具有开放的外部通讯和IO接口,可与国内外主流焊机匹配;
7)自带焊头修正、再起弧功能;
8)机器人最多可控制40个轴和8个运动组;
9)可实现全方位安装。
三、 焊接电源
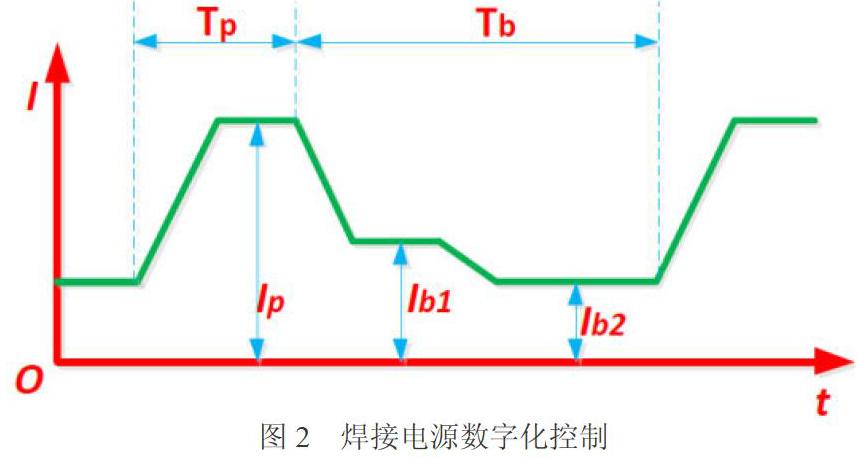
MIG-500RP逆变式脉冲焊机为机器人专用焊机,可实现碳钢纯CO2保护和富氩混合气体保护的焊接。焊接电源实现数字化控制,可精确实现一脉一滴过渡,设有过流、过压、热保护、堵丝等保护功能。 MIG-500RP焊接电源配备齐全的通讯网络和I/O接口,与机器人的通讯接口采用国际上通用的DeviceNet开放接口,通讯协议与Fronius焊机一致,与国际主流焊机器人品牌兼容。
3.1 MIG-500RP焊接电源技术参数及特点
1、MIG-500RP焊接电源主要技术参数如下:
2、MIG-500RP焊接电源特点及优势
1) 全数字化系统,实现熔滴过渡的精细控制;
2) 一脉一滴控制技术,热输入少,工件变形小;
3) 特殊的控制方式,实现无飞溅焊接;
双脉冲焊是脉冲焊的一种延伸工艺,其工艺是在高频的基础上,对高频电流波形进行低频调制,使单位脉冲的强度在强和弱之间低频周期性切换,得到周期性变化的强弱脉冲群。通过采用双脉冲焊接工艺,可以得到美观的鱼鳞状焊缝表面,扩大可焊接头间隙的范围,有效抑制焊接气孔缺陷的发生,细化晶粒、降低裂纹敏感性。
4) 软开关逆变技术,整机可靠性高、节能省电。
3.2 弧焊功能包
通过加载弧焊功能包,示教器可以直接显示并控制焊接参数,快速设定焊枪的常用动作。弧焊功能包具有如下特点:
1)模块化的焊接程序逻辑关系,使得软件编程简单易懂。机器人具有控制器的软PLC功能,能够轻松完成多周边设备及复杂焊缝的焊接。
2)机器人工具坐标系可将导电嘴前端的焊丝尖点定义为坐标原点,方便调节焊枪空间位置以及所需要的焊接角度。
3)当机器人检测到起弧时发生了断弧,会自动重新起弧。
4)机器人焊接专家数据库;焊缝寻位功能;过程记录器功能;程序位移功能;摆动功能;机器人的电弧跟踪功能;焊接微调功能。
3.3 机器人专用焊枪
机器人焊枪选用德国TBI公司的机器人专用焊枪,该公司焊枪具有超长的使用寿命,显著的冷却效果,优异的耐机械疲劳性能,使MIG焊枪和相关配套设备获得了很高的性价比,在弧焊机器人领域得到了大范围和快速的应用。
四、 机器人电气控制
R-30iB A柜的控制是基于FAUNC公司采用工控机技术的智能运动控制系统。全数字伺服模块给机器人的6个关节的交流伺服电机提供驱动电源,有能力扩展控制24个外部伺服电机轴同步协调控制,完成直线插补和圆弧插补。
4.1 特点及优势
采用与FANUC公司CNC共通的设计方法与主要部件, 位置、速度、电流流控制部完全数字化。具有高可靠性、高性能的特点。使用最新的现代控制理论、机器人的动作性能改善,无震动的高速运动,柔性的伺服控制,碰撞检测功能。采用友好和简易的编程界面,图标式按键,使操作人员更加易学和舒适。分布式硬件结构和精简指令集软件能保证严格的时序和任务的执行。外部I/O点可随意扩展。 开放式接口,可以与Ethernet、Devicenet等网络进行连接。能与国内外主流焊接设备、清枪剪丝装置等进行信号、数据交换。配备了以太网接口,能够同时独立的高速处理与主机网络的连接、机器人之间的数据通信。带有过滤网的自循环通风系统可以保证在0℃-45℃范围内正常工作。控制器体积小且减少了电能消耗。优化焊枪的运动,降低了工作节拍时间,提高生產率。
4.2 彩色示教器
机器人系统配有大屏幕彩色LCD显示的编程器,操作与编程简单明了,具有在线焊接参数修改和故障自诊断显示功能。可转换中/英文显示方式,方便操作者。并且安装有dead-man开关,进一步保证安全。
4.3 防碰撞传感器
在发生碰撞的情况下,防撞传感器能自动给机器人发出碰撞保护信号,有效保护机器人和焊枪。TBI的KS-1防碰撞传感器具有吸收能力强,重复定位精度高的特点,发生碰撞后能尽快恢复生产而无需重新调校机器人。
4.4 清枪站
为了保证焊接质量,提高机器人的利用率,焊枪内部的飞溅必须进行定期清理。机器人系统可以编制相应的程序定期将焊枪送往清枪站进行飞溅物清理。清枪站是专为机器人焊接系统设计的焊枪清理装置,该装置安装方便、性能稳定可靠。清枪、剪丝、喷油三种功能集成在一个工作平台,结构紧凑,维护方便。
五、 2轴L型变位机
5.1 2轴L型变位机技术参数
2轴L型变位机用于调整工件姿态,使所有焊缝处于最佳焊接位置。焊接变位机的伺服电机作为机器人的外部轴可自由编程,伺服电机驱动精密减速机,通过齿轮无间隙传动技术,齿轮在转动过程中始终与回转支撑啮合,驱动变位机转盘旋转。
5.2 工装夹具
根据工件自身的特点,设计了专用的工装夹具,该夹具具有定位迅速,准确度高,操作简单等特点。夹具体由真空吸盘、大孔定位工装、小孔定位工装、工装板、垫块等组成。定位工装用于给工件定位,其中大孔定位工装有四个自动卡爪,把工件放到工装板上后,人工操作下气缸推动卡爪弹出,将工件压紧。真空吸盘用于固定工件,吸附于工件侧板上,托举工件,并能有效防止工件翻转时下垂,由耐高温材料制作。
六、 总结
挖掘机油箱焊接机器人工作站是由FANUC R-0iB型焊接机器人本体、成套焊接电源、2轴L型变位机、电气控制四部分组成。FANUC Robot R-0iB是一款具有智能化功能的高性能操作机器人,适合各种弧焊应用,具有重量超轻、结构紧凑的特点。针对弧焊应用,R-0iB通过优化成功的设计了轻量和紧凑的机器人手臂,在保证原有可靠性的同时,实现了优异的性价比。R-0iB采用最先进的伺服技术,可以提高机器人的动作速度和精确度,在最大程度上减少操作员的干预,提高了弧焊系统的工作效率。2轴L型变位机用于调整工件姿态,使所有焊缝处于最佳焊接位置。焊接变位机的伺服电机作为机器人的外部轴可自由编程,伺服电机驱动精密减速机,通过齿轮无间隙传动技术,齿轮在转动过程中始终与回转支撑啮合,驱动变位机转盘旋转。配套使用数字脉冲逆变焊机,采用脉冲过渡方式焊接,使焊接过程热输入量大幅度减小,减少了焊后工件变形,并降低了焊接飞溅,焊后清理更加简单,焊缝质量好,成型美观。提高了挖掘机油箱的焊接质量和生产效率,降低了焊接人员劳动。
