镀锌板在涂装前处理电泳中的缺陷分析与解决
2020-11-18杨时永
杨时永

摘要:当前,我国汽车保有量在急剧增加。镀锌钢板已经在汽车的车身以及零件上广泛应用,也大大提高了汽车的耐腐蚀性,延长了汽车使用寿命。本文将对镀锌钢板车身在前处理电泳线生产时产生的电泳漆膜缺陷及防治措施进行分析,以供参考。
关键词:镀锌钢板;腐蚀;条纹;针孔
1.前言
当前,汽车行业快速发展,汽车已经成为人们生活出行的重要交通工具。人们对汽车的耐腐蚀性和耐久性也更加关注,镀锌钢板能够很好满足这个要求,在汽车制造中广泛应用。锌作为一种较活泼金属,其标准电极电位负于铁,镀于普通钢铁表面具有牺牲阳极保护阴极的作用,从而可以延长普通钢材在水或潮湿空气中的使用寿命。在自然条件下,锌的腐蚀速率通常只有普通钢铁的1/100~1/10,一张双面镀锌(10μm/10μm)的汽车钢板在没有其他防护的情况下一般可以五年不产生锈蚀,这比普通钢板的使用寿命长几倍甚至几十倍,大大提高了车身的耐腐蚀性能。镀锌板主要有热浸镀锌板(GI)、电镀锌板(EGI)、合金化热镀锌板(GA)、锌镍合金板(EGA)等。镀锌技术也已由最初单一的热镀锌技术发展为二元、三元甚至多元锌合金镀层技术,镀层的厚度在逐渐减少,耐腐蚀性能却在不断地得到提高。
近年来,我公司某生产线部分车型部件也切换成镀锌钢板,切换后的镀锌钢板在涂装过程中电泳漆膜出现了一些缺陷,其中主要为镀锌层腐蚀印、电泳条纹及针孔等。缺陷问题均属于批量性质,大大加重了电泳打磨作业力度,且对后工序治疗控制甚至后期防腐性均有较大的负面影响。针对出现的质量问题,需要对镀锌板相关生产工艺进行优化改进,因该生产线同车型或不同车型间使用冷轧钢和镀锌板混线生产,故优化工艺时需满足该两种材料的生产要求。
2.镀锌钢板使用情况
近年来,公司对新产品车型部分钣金件由冷轧钢板切换为镀锌板钢板,切换部位主要为发盖内外板、五门内外板、侧围外板及A柱、B柱加强板。其中镀锌板部分车型使用热镀锌板,镀锌层膜厚约8um;部分车型使用电镀锌预磷化板,镀锌层及磷化层总膜厚约5um。
3.涂装前处理电泳工艺简介
3.1前处理工艺流程
白车身→手工预清理→洪流预清洗→预脱脂→脱脂→水洗一→水洗二→表调→磷化→水洗三→水洗四→纯水一→纯水二。
前处理工艺主要控制脱脂总碱、脱脂PH、脱脂槽液温度、磷化总酸度、磷化游离酸度、磷化促进剂及磷化槽液温度等参数。
3.2电泳工艺流程
阴极电泳→UF1→UF2→UF3→纯水一→纯水二→电泳烘干。
电泳工艺主要控制电泳PH、电泳固体份、电泳灰分、电泳电导率、电泳电压、电泳槽液温度、电泳烘干温度等参数。
4.镀锌板腐蚀缺陷分析与预防
采用镀锌板车型在生产过程中,发现电泳漆膜上有密集的芝麻大小的斑点,手感不明显但面漆无法遮盖。缺陷主要集中在发盖外板、侧面腰线以上部位。临时措施是砂纸打磨,确保斑点消除。
4.1镀锌板腐蚀分析
取缺陷样件对电泳层进行脱膜处理后,用扫描电镜对其表面进行形貌观察及成分分析,如图1、图2、图3、表一。
结果显示,镀锌板电泳缺陷对应区域的磷化膜结晶不清晰,局部出现密集的锌层点状锈蚀现象,可推测前处理脱脂工艺过程对锌层产生了锈蚀现象。
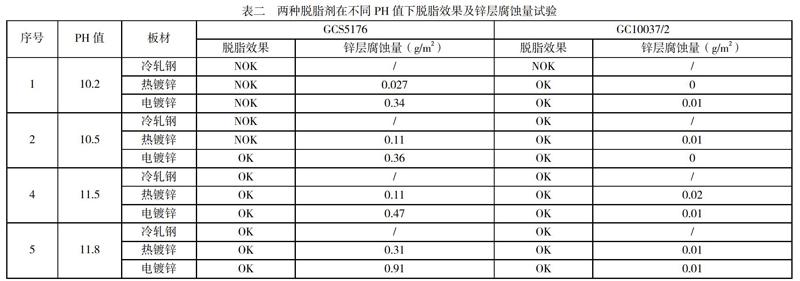
4.2脱脂剂的选择及其PH值的确定
脱脂剂的PH值是脱脂槽液的一项重要参数,PH值过低时容易造成车身脱脂不干净,PH值过高时则会加剧脱脂液与镀锌层的反应加重腐蚀。生产线上用脱脂剂型号GCS5176,该脱脂剂含碱量较高,其PH值相对较高,非常适合含油量较高的冷轧钢板的清洗,但该脱脂剂对镀锌板有较大的腐蚀作用。为此在保证脱脂能力的情况下,需更改对镀锌层腐蚀较为温和的脱脂剂(型号GC10037/2),并验证其不同PH值对脱脂效果及镀锌层腐蚀量的影响,制定PH值工艺控制范围为10.5~11.5,如表二。
4.3结论
选择对镀锌板材腐蚀量较小的脱脂剂,其槽液PH值的波动对镀锌板的腐蚀量影响较小。另外,为满足清洗含油量较高的冷轧钢零件,在适当提高脱脂PH值的情况下,可适当增加脱脂槽内表面活性剂的投放比例或提高槽液温度。
5.电镀锌预磷化板电泳条纹缺陷分析与预防
采用电镀锌预磷化板车型在生产过程中,发现电泳漆膜上有长条印电泳痕,手感不明显但面漆无法遮盖。缺陷出现位置较为分散,但均在各电镀锌预磷化板部件上。临时措施是砂纸打磨,确保条纹消除。
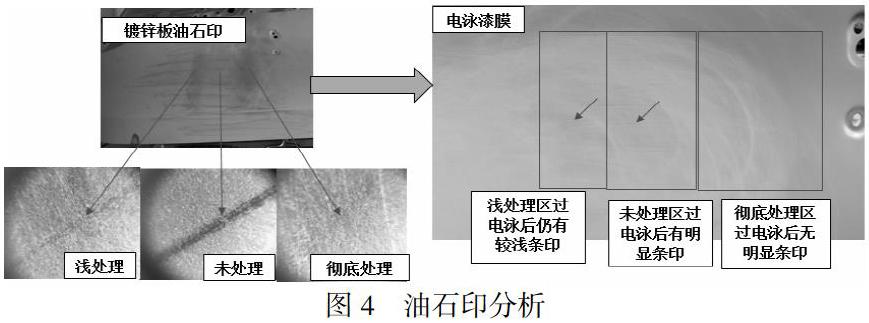
5.1油石印分析
分析车身零部件油石印条纹,在已用油石打磨检查过的零部件上用320#以上砂纸进行预处理。油石印不做处理或处理不彻底,则会出现电泳条纹,油石印被打磨处理干净后,不会出现电泳条纹,如图4。
4.2改性纳米SiO2复合磷化液配置及晶态磷化工艺
①改性纳米SiO2复合磷化液配置
在配置改性纳米SiO2复合磷化液的时候,SiO2先采用硅烷乙烯及三乙氧基
5.2结论
油石在检查钣金凹凸时留下的印迹,在冷轧钢及普通热镀锌板上对电泳漆膜无影响,但在电镀锌预磷化板上则会出现明显的电泳条纹。故在检查预磷化板时需要用320#或以上砂纸对右石印迹进行彻底打磨处理干净,或取消油石检查而直接用砂纸等其它方法打磨检查钣金凹凸。
6.镀锌板针孔缺陷分析与预防
镀锌板在切换过程中另一主要问题是电泳针孔,切换前该生产线基本未出现过电泳针孔,且切换后出现针孔部位均在镀锌板部件上,冷轧钢区域无此问题。
6.1针孔形成分析
锌比铁活泼,导电性优于铁,在相同电压下电泳上膜效率更高。这也导致镀锌板的击穿电压比冷轧钢的低,一般镀锌板击穿电压小于300V,而冷轧钢的击穿电压不小于350V。该生产线切换镀锌板前电泳电泳工艺设定值为:一段250V,二段330V,三段340V。要把针孔控制下来,必须把电压下调,但如果全部电压下调到击穿电压即300V以下,则电泳膜厚无法达到工艺要求。为此,可降低一
段即低压段电压并适当把低压区延长到二段电压(如表三),让刚入槽通电反应时降低反应速率,等低压段上膜后板材表面电阻增加,后面高压端反应则相应减弱,可有效解决针孔问题。
6.2结论
通过降低低压段电压并适当延长低压段时间,使镀锌板上膜后增加其表面电阻,从而降低高壓段反应激烈程度,可有效抑制针孔的产生。
7.结束语
本文通过对某生产线部分车型部分车身板材由冷轧钢切换为热镀锌板和电镀锌预磷化板的过程中,镀锌板表面电泳漆膜出现镀锌层腐蚀、电泳条纹及电泳针孔等主要缺陷进行分析,结合镀锌板及冷轧钢的性能特点,得出该生产线前处理电泳工艺关键参数控制要求,以及镀锌预磷化板钣金凹凸检查方法控制要求,对镀锌板电泳漆膜问题的防治得到明显改善,大大降低缺陷打磨劳动力,提升漆膜质量。
参考文献
[1]张创优,汤晓东等.镀锌钢板表面新型晶态磷化技术的研究[J].材料保护,2019,21(6):115-116.
[2]宋树森,张明.钝化热镀锌钢板电泳漆膜起泡的原因分析[J].客车技术与研究,2019,18(5):129-130.
[3]刘琦,许业柱.镀锌钢板表面电泳漆膜缺陷的分析与改进[B].现代涂料,2016,19(2):60-63.
