自动加工装配系统设计探究
2020-11-17秦萍
秦萍
【摘 要】机械装配工艺过程的自动化,是机械制造系统自动化的重要基础。论文介绍了自动加工装配系统的结构、PLC控制设计方案及系统调试过程中遇到的问题及解决方法。
【Abstract】The automation of mechanical assembly process is an important basis for the automation of mechanical manufacturing system. This paper introduces the structure of the automatic machining and assembly system, the PLC control design scheme, and the problems and solutions encountered in the process of system debugging.
【关键词】加工装配;机械手;步进电机;组态
【Keywords】processing and assembly; robot; stepper motor; configuration
【中图分类号】TH16 【文献标志码】A 【文章编号】1673-1069(2020)10-0173-03
1 引言
机械装配工艺过程的自动化,是机械制造系统自动化的重要基础。自动加工装配生产线,可以解决人工装配工作容易出现误差和故障的问题,工件检测需要通过人工将设备搬运至检测中心进行检测、无法形成完整的生产线、生产效率低、劳动强度大等问题。设计的自动加工装配生产系统,包括加工区、装配区、转运机械手。通过机械手及加工装配设备的合理分布,实现全自动的供料、加工、装配、检测及入库,从而实现工件的加工、装配和检测的全面自动化,可以减少操作人员因素造成的问题,提高了生产效率和产品质量,系统主要由控制器、触摸屏、旋转装配台、检测传感器、机械手等组成。
2 自动加工装配系统结构设计
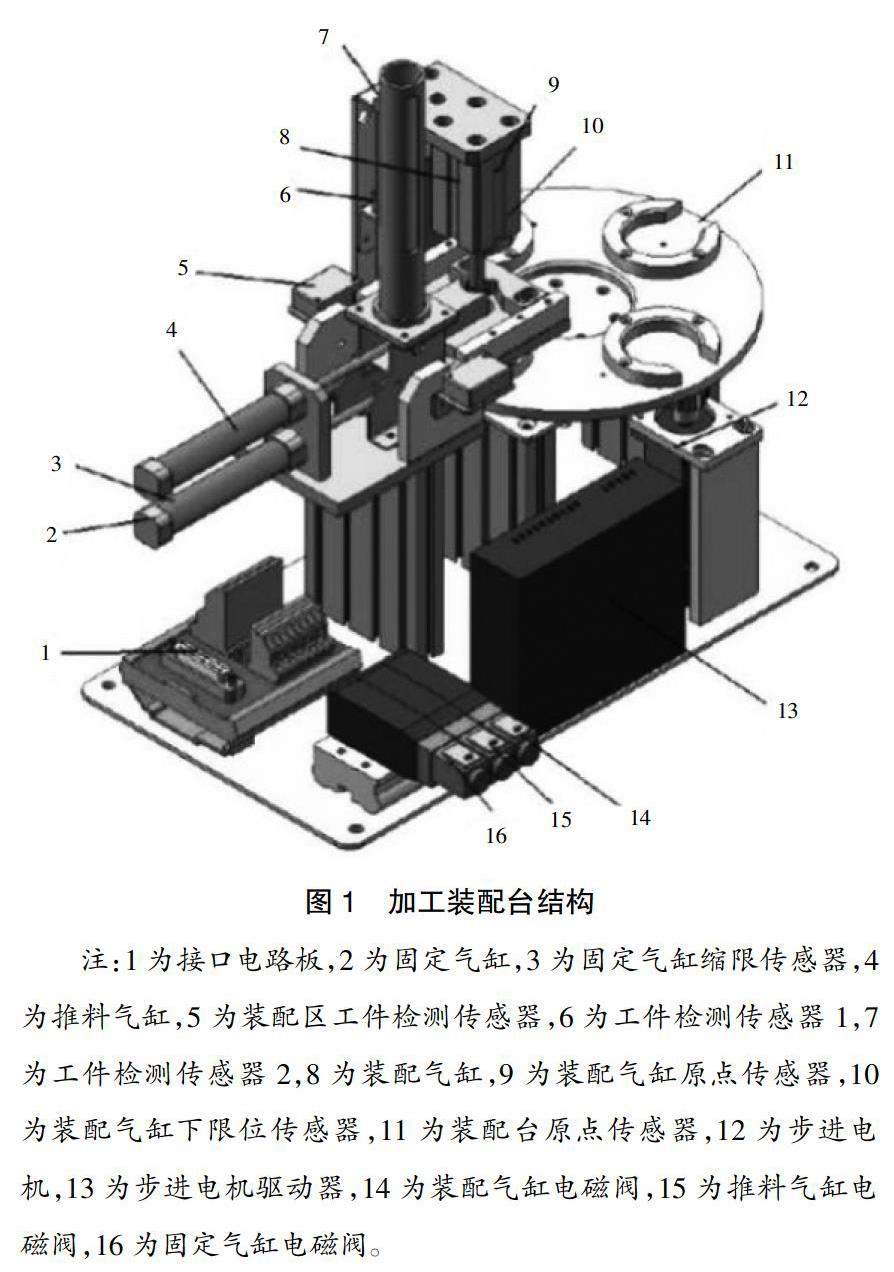
设计的自动加工装配系统由供料仓、缓冲台、机械手、加工装配台组成。系统设计两个料仓,分别放置工件1和工件2,每个料仓装设光电传感器,实时检测工件存量。缓冲台安装一只光电传感器,用于检测工件是否正常推入缓冲台。机械手由4个气缸组成气动部件,分别控制机械手的上下、左右、伸缩、夹紧和松开动作,机械手的行走利用步进电机及驱动器控制。加工装配台由可转动机械部件及气缸、电磁阀、传感器组成。电磁阀是电磁控制设备,是控制流体的自动化基础元件,具有响应时间短、动作可靠、维修方便和体积小等优点。电磁阀利用电磁铁推动阀门的开启与关闭,调整介质的方向、流量、速度,多用于接通、切断或转换气路和液路。电磁阀有多种,不同的电磁阀在控制系统的作用不同,最常用的是单向阀、安全阀、方向控制阀、速度调节阀等。选择的电磁阀电压规格为DC 24V,电压允许波动范围为±%10左右。电磁阀具有开关信号控制,便于实现PLC控制,所组成的自控系统简单易行。根据系统工艺要求,设计选用常开型电磁阀。单电控阀只有一个线圈,得电为一个状态,线圈失电时二位阀自动复位。系统中推料气缸和装配台气缸动作时间较短,均采用单电控电磁阀,在保证控制功能前提下可以节约PLC输出端口数量。双电控自保持电磁阀线圈通过脉冲式的电源工作,可以避免线圈长期通电发热和互相冲突,可靠性高。系统中由于机械手动作气缸动作时间较长,均设计采用双电控电磁阀。装配台设计有4个装配区,可以放入多个待装配工件,提高装配效率,如图1所示。
3 自动加工装配系统工作流程
工件1由料仓1中推入缓冲台,机械手将缓冲台上工件1抓取运送到装配台待装配区,装配台逆时针转动将待装配工件运送到装配区,与料仓2中的工件2进行装配。装配完成后,装配台转动将装配完成的产品运送到检测区进行检测。将检测后的产品运送到入库区,机械手将合格的产品运送到成品库,不合格的产品运送到废品库。系统工作过程中出现异常情况,按下停止按钮,系统立即停止工作,所有动作气缸缩回。工件料仓出现缺料情况时,触摸屏上相应报警灯亮,及时补足工件。
4 触摸屏组态设计
在触摸屏人机画面上进行组态画面设计,包括主画面、模式选择画面、测试画面、自动加工装配4个画面。
4.1 主画面组态要求
触摸屏上电后自动进入主画面,主画面设计要求:
①在主画面显示“自动加工装配系统”字样和自动加工装配系统图片。
②在主画面放置“模式选择”按钮,按下此按钮,进入模式选择画面。
4.2 模式选择画面组态要求
①在第一行显示“模式选择”。
②模式选择画面上设置“测试模式”“自动加工装配模式”按钮,这时按下“测试模式”按钮,触摸屏进入测试画面;按下“自动加工装配模式”按钮,进入自动加工装配模式画面。
4.3 测试画面组态要求
①画面显示“系统测试”文字,设置系统所有设备“初始状态”指示灯。
②設置装配台“顺时针转动”“逆时针转动”,机械手“上升”“下降”“左转”“右转”“夹紧”“松开”“前行”“后退”“复位”按钮及“返回模式选择”的按钮。
4.4 自动加工装配画面组态要求
①设置“自动加工装配”文字。
②设置“启动”“停止”按钮及“初始”“运行”指示灯。如果各个设备位于初始状态,“初始”指示灯亮。此时才能触摸“启动”按钮,“运行”指示灯亮,指示当前系统处于自动加工装配工作状态。
③设置“返回”按钮,只有在系统处于停止状态,按下此按钮才有效,进入模式选择画面。
④设置“合格品数量”“不合格品数量”数字显示,设置指示自动入库中供料异常的指示灯,供料皮带输送单元的供料缺料状态指示“料仓空”,报警灯以1Hz频率闪烁。
5 PLC程序设计
系统工作模式分为测试模式和自动加工装配模式,采用模块化程序结构,分别建立测试和自动两个程序块,测试程序块采用梯形图进行设计,自动加工装配模式程序块采用顺序功能图进行设计。由于系统中机械手动作气缸均为双电控电磁阀,编程中要注意避免两个线圈同时得电情况出现,以免造成电磁阀线圈损坏。
5.1 系统的启动
通过触摸屏操作进入自动加工装配画面,检查系统准备情况。
①工件仓内有足够数量的工件。
②设备初始状态:机械手处于下降、右边、缩回、气爪松开状态,位于原点处。旋转装配台处于原点处,顶料气缸、推料气缸、装配气缸处于缩回状态。
上述条件有一条不满足系统无法启动,可以通过手动方式让所有设备进入初始状态。
5.2 正常运行过程
①按下触摸屏上“启动”按钮,系统进入运行状态,“运行”指示灯亮。
②进入运行状态后,将工件1推出到缓冲台。若传感器检测到工件仓内没有工件,触摸屏上对应报警灯闪烁。
③缓冲台监测到工件,机械手启动,将工件1抓取运送到装配台待装配区。
④待装配区检测到工件,装配台顺时针转动,将工件1运送到装配区,顶料气缸缩回,推料气缸伸出,将工件2推出,装配气缸伸出,将工件2装入工件1中。
⑤装配完成后,旋转装配台转动,将装配完成的产品运送到检测区,进行检测。检测完成后旋转装配臺转动,将产品运送到入库区,机械手将检测合格的产品运送到成品库,将检测不合格的产品运送到废品库,触摸屏上相应计数器记录显示产品数量。
6 系统调试过程中的问题及处理方法
6.1 装配台转速缓慢
装配台转动由步进电机控制,是一种专门用于速度和位置精确控制的特种电机,步进驱动器是步进电机运转的功率放大器,用于将PLC控制器发来的高速脉冲信号转化为步进电机的角位移,步进电机的转速与脉冲频率成正比,通过控制脉冲频率可以调节电机转速、控制脉冲数就可以精确控制电机转动角位移。微步驱动技术是电流波形控制技术,通过控制步进电机每相绕组电流的波形阶梯上升或下降,即在最小和最大值之间有多个稳定的中间状态,定子磁场的旋转过程中也有多个稳定的中间状态,实现了步进电机转子旋转的步数增多、步距角减小功能,提高了步进电机的步矩分辨率、减小转矩波动,避免了低频共振现象,同时降低了步进电机运行噪声。步进电机的转速与驱动器的细分数成反比,为了提高步进电机的定位精度,将步进电机驱动器的细分数设置增大了,引起装配台转速变慢。步进电机驱动器细分数设置变化后,需重新设置PLC设备组态中计数器通道0的操作参数。
6.2 装配台转动方向不正确
造成装配台转动方向不正确的常见原因是步进电机驱动器接线错误导致。步进电机驱动器常见接线方式有三种:共阳极接法、共阴极接法和差分方式接法。驱动器内部有光电隔离耦合器,起到与外部电路电气隔离、抗干扰的作用。选用的是四线电机高速模式,输出电流设定值等于或略小于电机额定电流值。可以通过交换步进电机与驱动器接线的A+和A-(或B+和B-)接线位置解决此问题。另外,装配台工作过程中,注意观察步进电机运行中振动声音、电机运行平稳状态、检查发热温升等情况。步进电机方向改变也可以通过程序设定方法控制修改,控制方向控制信号Q0.1的输出。如果装配台逆时针转动,CONNT_300C指令框中的脉冲当前值CONUTVAL出现递减计数,可以通过将PLC设备组态中计数器通道2的输入设定为脉冲“计数方向反向”来修改为递增计数。
6.3 工件装配不进去
分析原因是旋转装配台转动定位误差较大,造成工件没有完全送入装配区,无法顺利完成装配工作。单独编写装配台转动位置脉冲测试程序,记录装配台转动到待装配区、装配区、监测区等关键位置脉冲数,反复测试调整装配台转动参数,实现快速准确装配。
6.4 气缸部件动作出现摆动
在调试过程中,机械手的转运工件动作及装配过程中采用了多个气缸执行元件,流程中各个动作功能的切换通过传感器条件控制,由于机械运动部件惯性,出现气动部件动作衔接过快导致工作不稳定,出现摆动。如果机械手此时抓取有工件,可能会导致工件掉落等异常情况。解决方法:一是通过调节气缸节流阀控制流量,减少气动执行元件惯性;二是在程序中加入延时控制,将传感器触点和定时器触点串联作为动作功能转换条件。采用程序中加延时控制方法,各个动作功能转换的延时时间可以根据动作实际情况方便的设定,保证动作衔接的可靠性,灵活方便、效果良好。
6.5 传感器故障
加工装配系统设计安装了多支传感器,分别用于各个气缸动作位置的检测,在调试过程中出现了传感器接线错误,导致传感器实际I/O地址与设计的硬件电路中I/O地址不符,造成顺序功能图转换条件错误,出现不能按照顺序功能图流程正常执行的情况。检查方法:对照设计I/O分配表,逐一检查传感器接线,同时通过手动给传感器信号,观察PLC控制器中对应输入指示灯的亮灭变化,是否与分配表一致。发现有不一致的,按照设计的I/O分配表进行重新接线,必须保持与硬件电路设计一致。
7 结语
传统机械装配作业复杂程度高,需要依靠装配作业人员经验,根据零件与部件的机械加工质量及配套情况,采取适合的装配工艺措施,保证装配质量,对装配人员技能要求较高。工装配自动化生产线采用了高精度的定位控制技术及传感检测技术,实现机械装配自动化,提高了装配精度的一致性,稳定了产品质量,使得装配工人摆脱了繁重的手工装配劳动,提高了整个系统的生产率、降低了生产成本。
【参考文献】
【1】李晟莅.工程机械自动化装配工艺发展研究[J].中国设备工程,2020(04):163-164.
【2】郑凯.一种轴承密封盖自动化装配设备控制系统设计[J].工业仪表与自动化装置,2020(04):57-61.