邯宝冷轧厂自动控制系统优化提升
2020-11-16王禹郭文涛
王禹 郭文涛

摘要:本文为邯宝冷轧厂连退生产线自动控制系统的优化与改造,包括压块机程序优化、清洗段设备改造、飞剪优化等。
关键词:压块机;清洗段;飞剪;自动化改造
邯钢邯宝冷轧厂连退线是由西马克设计的代表世界最先进水平的冷轧生产线,产品定位于高档汽车板和家电板,是邯钢最重要的利润点之一。
连退机组设计年处理能力达100万吨,设计生产板带规格宽度900-2080mm、厚度0.3-2.5mm,但伴随产品规格及钢种类别不断增多,控制系统原有的各类工艺参数与外围生产条件已经完全不能满足现有产品生产需要,同时因停机或设备损耗导致大量非计划品,发生合同延期交付情况,直接影响了公司经济效益和社会信誉,因此必须对影响产线稳定运行和产品质量的主要控制环节进行优化,以实现产量和质量稳步提升。
我们对影响产线稳定运行和成材率提高的技术难题进行分析、研究,经过系统的攻关,进行了大量优化,本文列举了近年来对连退生产线自动控制系统进行优化的一些措施。
一、开发压块机参数自修正系统
目前在汽车板生产过程中,绝大多数需要进行切边作业,在切边过程中,切边废料会落入压块机,由压块机对边丝进行压缩、吐出,压块机的正常运行对能否进行切边作业起到关键性作用。
在生产过程中,压块机推出废料块重量一般在画面中由操作工输入一个固定值,程序按照设定到达固定值后推出废料。这样存在一个缺陷就是一旦设定不合理就会使压块机持续推出大块直到堵塞。
针对此问题我们开发了压块机参数自修正系统,动态调节压块机设定值,实现压块机全自动化运行。
通过现场确认废料尺寸,一般在300-400mm间压块机可以正常工作,小于300mm后压爪压不住,大于400mm后废料推不出来易卡住卷帘门。
对程序进行优化,增加重量动态调节,增加可调系数:
每次推料时记录计算此次的成型尺寸L,如果尺寸在300-400mm之间,下一块重量不变;如果超出400mm,下一块乘以减小系数;若果小于300mm下一块乘以增大系数。经改进后有效改善了推出大块的问题,减小了压块机故障率保障切边计划顺利生产。
系统优化前,连退线计划切边率在90%左右;优化后,切边率约为95%。降低了重卷切边的费用。
二、开发清洗段自动排水系统
连退线清洗段对连退至关重要,它负责对板带进行清洗,清洗的效果决定了最终成品板带质量,如果清洗用水长时间不更换,罐内水变脏,会造成清洗效果下降,板带在电解清洗处放电产生凹坑,同时板带残留脏物在炉内炉辊上产生结瘤,造成板带亮点,影响产品质量。
对此问题开发了清洗段自动排水系统,通过手动和自动方式,对清洗段1#喷淋、2#喷淋、电解清洗的循环水进行排水,避免循环水过脏,影响清洗质量。
以1#喷淋为例,本控制系统分为自动和手动控制2 种。如下图所示,手动模式点击启动按钮,阀门自动打开,对罐体进行排水,点击关闭停止防水。自动模式,点击启动,程序会根据设定的启动时间,对阀门进行打开操作,停止时间则为每次启动时间的间隔。排水可设定为间隔X秒,排水Y秒钟。同时设置ACK按钮,当出现系统错误时,点击ACK按钮对程序进行复位。
目前清洗质量显著提高,反射率由原来的平均85达到了目前平均95的水平,清洗效果较好。
三、优化飞剪采样,提高成材率
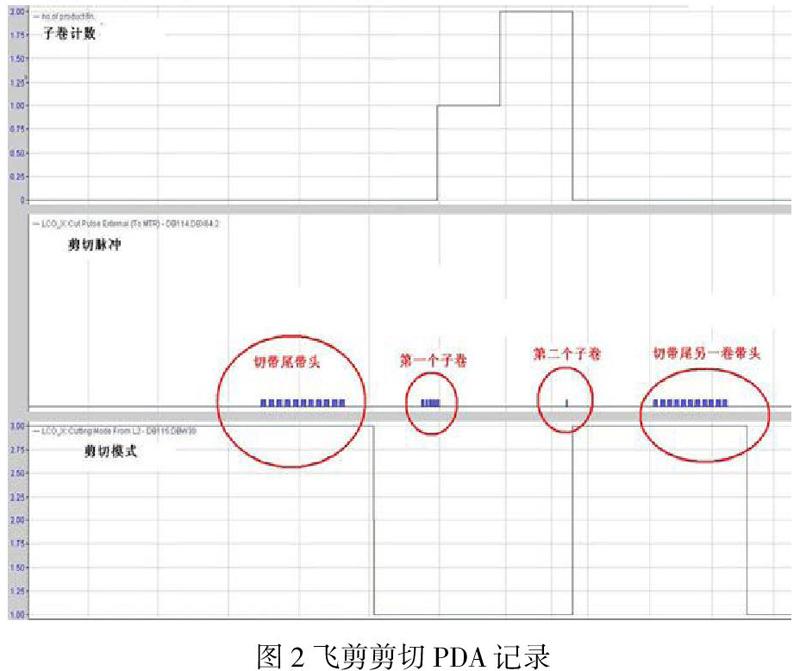
连退飞剪使用FM458控制器具有响应速度快,控制精度高等优点,可以支持在线剪切,保证产线的持续运行与稳定。原程序逻辑为二级下发数据不判断子卷,只要是剪切成卷就要剪切头尾废料,中间子卷全部采样片,多取的样会被直接排废,积少成多,降低成材率。
通过研究飞剪剪切自动步,对母卷剪切的子卷区分开来。如果母卷不分卷或者一母卷分两子卷时按照原设定剪切头尾。如果分3 个子卷,第一个子卷采样2 块,后面的子卷只分切不采样。在程序中增加区分子卷功能,识别同一个母卷下的子卷并计数。
如上图示母卷分三(剪切模式指示,为3 时是剪切焊缝即母卷带头和带尾,为1 时是母卷分卷),带尾和母卷头废料正常剪切,第一个子卷时留采样片剪切,第二个子卷时只进行分切不留样,母卷带尾时正常剪切。
采样时,剪切翻板压下,采样翻板动作至采样斗位置。分切时,剪切翻板不动作只需飞剪剪切一下分卷即可,否则因为穿带速度太快,带头穿入翻板以下造成堆钢。
甩尾和穿带自动步优化。不采样时只需要飞剪剪切一刀分切即可,但是因为带尾和带头距离太近,造成甩尾和穿带动作冲突。因此对相关辅助动作进行了进一步优化。
通过改进优化有效的识别母卷下的小卷并只在一个小卷取样,减少原料浪费,同时保证了出口段稳定运行。
结束語
设备的稳定运行和优化升级是生产顺行的基石,是生产质量提升的关键。自2010年连退投产至今,通过全体员工的共同努力下,连退电气控制系统不断优化、完善,设备事故逐年降低,废次降比例逐年降低,合同兑现率和产品质量逐年提高,目前我厂已为国内多家汽车主机厂稳定、持续供货,产品销量逐年提高。
设备与工艺密不可分,我们将继续坚持“逢修必改,持续改进”的工作思路,解决制约生产和质量的各项难题,使工艺技术和装备设施不断完善,以满足更高的生产要求,为降本增效及质量提升做好设备保障工作。
作者简介:
王禹(1988—),男,汉族,河北邯郸人,工程师,主要从事冷轧生产线设备维护工作。
