醋酸乙酯的生产工艺研究进展及其市场分析
2020-11-14巨婷婷李小东朱冬梅
巨婷婷,李小东,王 钰,朱冬梅
(兰州理工大学技术工程学院,甘肃 兰州 730050)
醋酸乙酯是一种具有水果香味,外观为无色透明的油状液体。在有机合成领域,醋酸乙酯既可以在涂料、纤维、人造革的生产过程中作为溶剂被使用,又可以在印刷油墨生产领域被用作为一种性能优良的黏合剂,在精细化学品的生产中它还可以作为香料、表面活性剂和食品添加剂被使用[1]。
1 醋酸乙酯的合成方法
目前,传统的醋酸乙酯生产方法主要有乙酸酯化法、乙醇脱氢法、乙酸/乙烯加成法和乙醛缩合法四种。其中乙酸酯化法和乙醛缩合法在工业生产领域中的应用最为广泛[2]。
1.1 乙酸酯化法
乙酸酯化法[3]是乙酸和乙醇为原料,在浓硫酸作用下发生酯化反应生成醋酸乙酯。反应方程式如下:
乙酸酯化法的优点是工艺开发早,生产技术成熟,操作原理简单易懂且原料供应充足。不足之处在于此反应以浓硫酸为催化剂,对设备腐蚀严重,反应产生的废液成分复杂且分离困难容易造成环境污染;转化率不高且在常温下反应物与产物容易混合形成共沸物,分离与提纯的难度大。乙酸酯化法制取醋酸乙酯的工艺流程如图1所示。
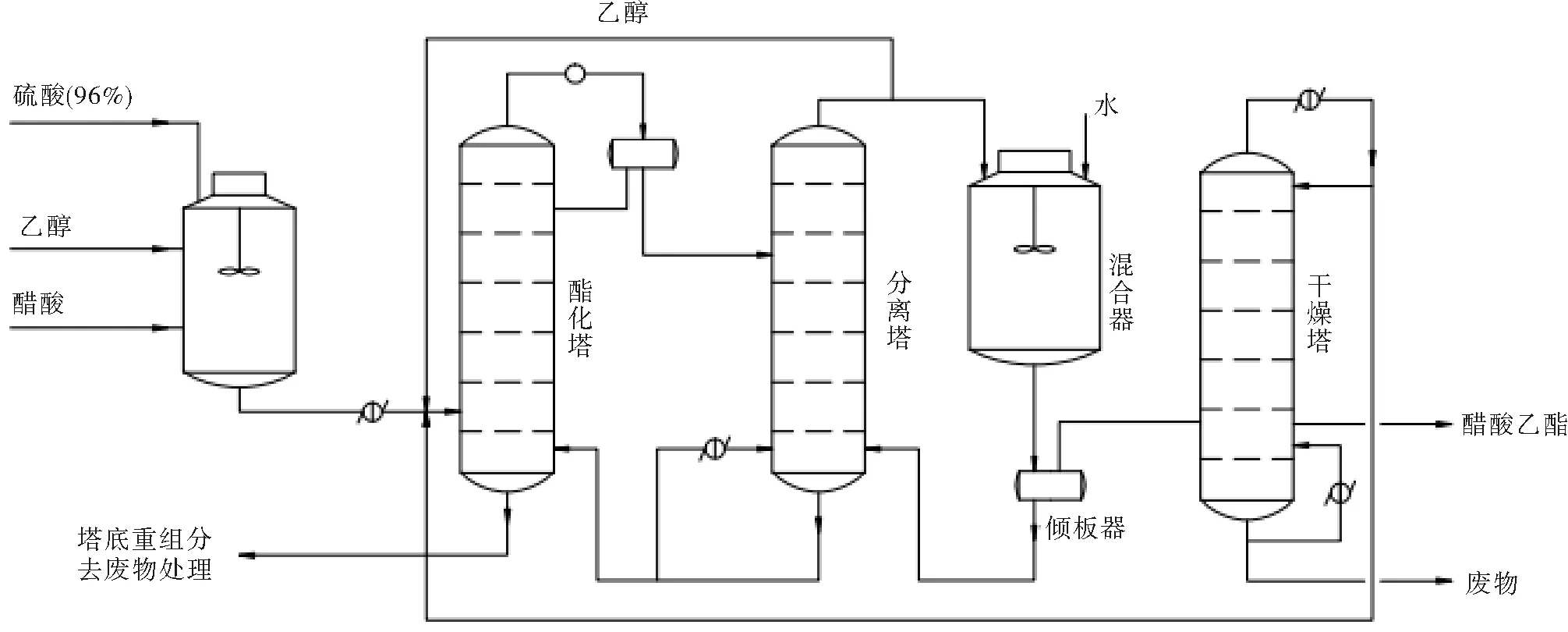
图1 乙酸酯化法制取醋酸乙酯的工艺流程
近年来,浓硫酸已经被固体酸、离子液体和杂多酸催化剂所取代,这种固体超强酸催化剂具有选择性好,反应速率快对设备腐蚀小对环境污染小,催化剂稳定的特点。杂多酸是一类由两种及以上无机含氧酸缩合生成的多元酸的统称,具有良好的稳定性和催化活性,不挥发,对热稳定,环境污染小的优势[4]。
1.2 乙醇脱氢法
乙醇脱氢法,又称乙醇脱氢一步法,是采用铜基催化剂使得乙醇脱氢生产醋酸乙酯和氢气,反应方程式如下:

生成的醋酸乙酯再通过加压精馏和减压精馏得到纯度较高的醋酸乙酯。这一方法的优点是主反应打副产物只有氢气,故理论收率较乙酸酯化法较高;反应物乙醇可以通过可再生资源得到,成本低廉;采用铜基催化剂不会生成大量的含酸废水,对环境污染小,且对设备腐蚀较小,设备费较乙酸酯化法低;缺点是催化剂使用后为避免氧化需用保护气保护,过程繁琐,适合大化工生产。
1.3 乙醛缩合法
醋酸乙酯在国外通常使用乙醛缩合法[5]生产,是由乙醛在三乙氧基铝作催化剂的条件下缩合而生成醋酸乙酯,反应方程式如下:
乙醛缩合法生产由催化剂的制备、反应、分离和精馏四部组成,工艺流程如图2所示。乙醛缩合法与酯化法相比,生产成本低,设备腐蚀小,生产过程中产生的三废少,对环境污染小[6]。
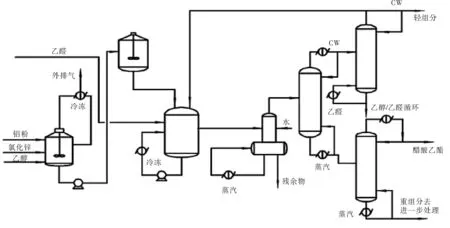
图2 乙醛缩合法制取醋酸乙酯的生产工艺流程
1.4 醋酸加氢法
醋酸加氢法使用醋酸和氢气为原料,在催化剂存在的条件下发生还原反应生成乙醇,再由乙醇与醋酸发生酯化反应生成醋酸乙酯,最终实现醋酸加氢间接生产醋酸乙酯的目的,这种方法的优点是具有较高的时空收率,能耗低,减少了购进乙醇的步骤成本低[7]。
2 精制方法
2.1 传统方法
由醋酸酯化法制备醋酸乙酯的生产方法主要是由酯化塔、脱水塔、精制塔和回收塔四塔连续生产的工艺过程。反应物和催化剂从酯化塔塔釜连续进入酯化塔,塔顶对产物醋酸乙酯和水还有未反应完的乙醇进行连续采出,经塔顶冷凝器对采出组分冷凝后进入分层器分层,上层有机相分水后一部分回流至酯化塔,一部分至回收塔回收未反应的乙醇另一部分采出至脱水塔脱水。脱水塔顶采冷凝分水后部分回流至脱水塔,另一部分至回收塔回收未反应的乙醇;塔釜重组分至精制塔对醋酸乙酯提纯。精制塔顶采经冷凝器冷凝后部分采出至产品储罐,部分回流至精制塔;塔釜重组分至回收塔回收未反应的乙醇。回收塔顶采向酯化塔补充乙醇,釜采为含酸废水,向三废处理车间输送脱酸。这一方法的缺点是恒沸组成的含水量和常温下部分互溶的含水量相差很小,而醋酸乙酯的带水能力很差,这就需要酯化塔和精制塔要有很大的回流比。结果使醋酸乙酯的生产能耗很高[6]。
2.2 添加促进剂萃取精馏提纯
邱学青等[8]通过促进剂的筛选、促进剂添加量对分离效果的影响、温度对分离效果的影响、酯相中促进剂含量分析、促进剂循环利用的稳定性等五方面进行实验以及流程改进前后的热量衡算研究,得到结论为:促进剂CM,CL可以在常温改变体系醋酸乙酯-水和醋酸乙酯-乙醇-水的互溶度,从而在萃取比为0.6,用CM,CL萃取液经三级错流萃取后,有机相中醋酸乙酯的浓度从89%提高至 98.8%,水的浓度降至0.6%。经热量衡算数据表明,这一新的分离方法可比传统的工艺方法节能40%。因此,通过添加促进剂来增加醋酸乙酯和水的易分离系数,同时降低水中醋酸乙酯的含量,减少回收能耗,且其工艺稳定,促进剂回收容易,适应于工业生产醋酸乙酯。
2.3 加饱和盐水萃取脱水精制
在用醋酸和乙醇生产醋酸乙酯的工艺过程中,为了提高酯相的带水能力,减少回流比来达到节能的目的,雷良恒[9]提出可采用饱和盐水萃取脱水精制的工艺,这种工艺的特点是把盐加入到体系当中,使极性大的水分子聚集在盐离子周围,使酯的含水量减少,来提高回流酯相的带水能力。经过100 t/a醋酸乙酯的中试实验证实,在三元混合体系中加入乙酸钾,同样的产能下,这一工艺可以节能25%,增产30%。
2.4 萃取反应精馏精制
天津大学李永红等[10]实验证实:乙酸能够有效的改变乙醇、醋酸乙酯和水三元共沸物的组成,当乙酸的摩尔分率为0.17时,三元共沸变为水和醋酸乙酯的二元共沸。优点是反应物乙酸可以作为萃取精馏段的质量分离剂,简化了工艺流程,降低了能耗。
3 醋酸乙酯的市场分析
2019年我国醋酸乙酯生产采用醋酸酯化法且达到300 kt/a的生产厂家有江苏索普集团公司、江门谦信化工发展公司、山东金沂蒙生物科技有限公、江苏南通联海生物科技有限公司等,采用乙醇脱氢法的生产厂家有山东海化股份有限公司、江阴百川化学工业有限公司、吉林燃料乙醇有限公司。通过市场分析截止2019年6月,我国醋酸乙酯产能达3950 kt/a,而我国2018年醋酸乙酯的消费量才1044 kt/a,其中还包括出口了457.4 kt[11]。
由以上数据不难看出,我国醋酸乙酯生产工艺主要为醋酸酯化法,其原因是国内甲醇羰基合成醋酸的装置多,使醋酸产量大,价格便宜,醋酸酯化法生产醋酸乙酯的原料成本较其他三种工艺低得多[12]。
醋酸乙酯在我国的消费结构和其他国家有着很大的差别。在欧美国家,醋酸乙酯主要被用来生产生产涂料,日本主要用于涂料和油墨,而在中国黏合剂、涂料和制药行业是醋酸乙酯的醋酸乙酯最大的消费领域。近几年来,我国经济的快速增长,随之带来的是黏合剂、涂料和制药各行业对醋酸乙酯需求量的进一步上涨[12]。
4 结 语
当前不论是国内还是国外,醋酸乙酯的生产方法主要还是以酯化法、乙醇脱氢一步法和乙炔缩合法为主。传统的生产工艺已经非常成熟,工艺和生产技术均趋于稳定,但不论从市场
需求还是生产厂商的利益出发,现有的技术越来越不能满足需求,所以今后开发新的、高效的、节能的、对环境负荷小的生产工艺;开发新型高效的催化剂;开发更加具有优势的提纯技术;开发新的醋酸乙酯下游产品。以此催生更多下游企业、产品持续、稳定、健康发展。