垃圾房自动换桶控制系统设计与研制
2020-11-12王宇颖单立军孔永华
王宇颖,单立军,孔永华
(1.上海市国有资产信息中心,上海 200003;2.东华大学机械工程学院,上海 201620)
0 引言
近年来,政府高度重视生活垃圾分类处理工作,采取多项措施,缓解垃圾快速增长的趋势。其中,垃圾分类是对垃圾减量的一种有效措施。然而,垃圾分类措施的实行也大大增加了城市小区内垃圾房的垃圾清运人员的工作压力。他们每天都要按时更换新的垃圾桶,以便小区内的居民正常投放垃圾。不仅如此,他们还要经常去垃圾房查看垃圾桶是否被装满。因此,这种需要人工定时去查看垃圾桶是否需要更换的方式,不仅浪费时间和人力,而且效率低下。
借助于人工智能的高速发展,为了提高垃圾房的利用效率和垃圾清运人员的工作效率,经过调研,本文提出了一种垃圾房自动换桶装置的设计方案。根据方案,设计了一种传送结构稳定性高的自动换桶装置。该装置降低了垃圾清送人员的劳动强度,提高了垃圾清运人员的工作效率和垃圾房的使用效率,解决了垃圾房内时常人工更换垃圾桶的问题。
1 垃圾房自动换桶装置的主要部件
垃圾房自动换桶装置主要由空桶传送辊筒滚道、满桶传送辊筒滚道、限位辊筒滚道、圆形换向辊筒滚道、自动顶升装置、传动装置组成。自动顶升装置与传送辊筒滚道相连,在一条直线上,传动装置中的传动电机安装在传送辊筒滚道的下面,传送辊筒滚道与传送电机通过传送齿轮和齿条进行连接,限位辊筒滚道安装在传送辊桶滚道的两侧,传送系统中的圆形换向辊筒滚道安装在传送辊筒滚道中需要换向的位置上,具有对传送垃圾桶进行更换传送方向的功能[1-3]。自动顶升装置上装有称重传感器。当测量到垃圾桶达到一定质量时,便对垃圾桶进行及时更换。装置还装有限位传感器。当垃圾桶到达指定位置时,电机便停止工作。自动换桶装置工作结构如图1所示。

图1 自动换桶装置工作结构图Fig.1 Working structure of automatic bin changing device
1.1 传送系统
自动换桶装置中的传送系统主要包括空桶传送辊筒滚道、满桶传送辊筒滚道、限位辊筒滚道、圆形换向辊筒滚道四部分。空桶传送辊筒滚道主要用于完成上桶工作。当顶升装置上的垃圾桶装满时,空垃圾桶会从空桶传送辊筒滚道上来填补,从而保障垃圾投放口处一直有可用的垃圾桶可使用。限位辊筒滚道安装在传送辊筒滚道的两侧,主要用于保证垃圾桶在传送的过程中不会倾倒,能够安全顺利地到达指定的位置,提高了传送过程的稳定性、安全性和工作效率。满桶传送辊筒滚道主要用于完成下桶工作。当顶升装置上垃圾桶内垃圾的质量或垃圾桶内的体积被检测到达到要求时,满桶传送辊筒滚道开始工作,将满的垃圾桶通过满桶传送辊筒滚道传送到满桶区域。圆形换向辊筒滚道主要用来完成满的垃圾桶在传送过程中传送方向的更换工作。当满的垃圾桶传送到圆形换向辊筒滚道时,圆形换向辊筒滚道开始工作,传送方向向满桶传送辊筒滚道方向转动,从而实现了满桶与空桶的分流。
1.2 传动装置
传动装置中的电机采用ZH-2200-250-SZ-B三项刹车异步电机。三相异步电动机转子的转速低于旋转磁场的转速,转子绕组因与磁场间存在着相对运动而产生感生电动势和电流,并与磁场相互作用产生电磁转矩,实现能量变换。与单相异步电动机相比,三相异步电动机运行性能好,并可节省各种材料。按不同的转子结构,三相异步电动机可分为笼式和绕线式两种[4-6]。笼式转子的异步电动机结构简单、运行可靠、质量轻、价格便宜,得到了广泛的应用。
传动装置中采用电机与链条、齿轮相连接。相比于带传动,齿轮传动有以下优点:瞬时传动比恒定;非圆齿轮传动的瞬时传动比能按需要的变化规律来设计;传动比范围大,可用于减速或增速;速度(指节圆圆周速度)和传递功率的范围大,可用于高速(v>40 m/s)、中速和低速(v<25 m/s)的传动;传动效率高,一对高精度的渐开线圆柱齿轮,效率可达99%以上;结构紧凑,适用于近距离传动。其缺点是制造成本较高。某些具有特殊齿形或精度很高的齿轮,因需要专用的或高精度的机床、刀具和量仪等,故制造工艺复杂,成本高。传送装置示意图如图2所示。
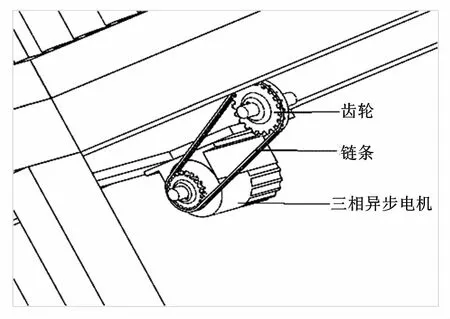
图2 传送装置示意图Fig.2 Schematic diagram of conveyor
1.3 自动顶升装置
自动顶升装置结构示意图如图3所示。

图3 自动顶升装置结构示意图Fig.3 Structure diagram of automatic lifting device
自动顶升装置采用液压驱动,可以自由升降。除此之外,自动顶升装置与传送辊筒滚道相连,在一条直线上。当顶升装置上的垃圾桶达到设定的质量或者桶内的垃圾体积达到要求时,自动顶升装置会将平台升起来,并将满的垃圾桶传送到传送辊筒滚道上。当空的垃圾桶传送过来时,自动顶升装置又会将平台降下[7-8]。
2 硬件设计
传感器在垃圾房自动换桶装置中占有重要的位置。在顶升装置平台上,装有称重传感器和限位传感器,在垃圾桶上装有漫反射激光传感器。传感器的选型非常重要,要充分考虑成本、灵敏度、寿命等因素,选择合适的传感器来提高自动换桶装置的稳定性、高效率和安全性。传感器将信息传输给S7-200 PLC进行处理,并将处理后的信息传输给电机,从而实现一系列的换桶动作。自动换桶系统框图如图4所示。

图4 自动换桶系统框图Fig.4 Block diagram of automatic bin changing system
2.1 称重传感器模块
称重传感器模块是一种将所测物体的质量转换为电信号用以输出的装置,安装在自动顶升装置的平台。根据平台的大小、垃圾桶满桶时的质量,结合湿度较大和腐蚀程度较高的环境,选择了GJBLY称重传感器。GJBLY称重传感器阻抗高、功率小,仅需很低的输入能量,就可获得较大的变化量,从而具有较高的信噪比和系统稳定性;动态响应快,工作频率可达几兆赫;结构简单、适应性强,可在高低温、强辐射等恶劣的环境下工作,满足上述所提的要求[9-10]。GJBLY称重传感器安装在自动顶升装置上,当垃圾桶内垃圾的质量达到限定值时,称重传感器将信号传给S7-200 PLC,单片机将信号处理好后发给电机,从而实现换桶的动作。GJBLY称重传感器原理如图5所示。

图5 GJBLY称重传感器原理图Fig.5 Schematic diagram of GJBLY load cell
2.2 接触式限位传感器模块
接触式限位传感器模块安装在自动顶升装置的平台上。当垃圾桶到达自动顶升装置平台上指定位置时,与限位传感器接触,从而切断电源,使电机停止工作,传动装置就停止工作。根据上述要求,选择了Z-15GW22-B接触式传感器。Z-15GW22-B接触式传感器使用寿命长、灵敏度高、动态响应快、成本低、结构小巧简单,额定频率为50~60 Hz,额定电流15 A,满足所需的要求。Z-15GW22-B接触式传感器安装在自动顶升装置上,检测到垃圾桶到达指定位置时,将信号发给S7-200 PLC,单片机将信号处理后发送给电机,使电机停止工作。
Z-15GW22-B接触式传感器电路如图6所示。

图6 Z-15GW22-B接触式传感器电路图Fig.6 Contact sensor circuit diagram of Z-15GW22-B
2.3 漫反射激光传感器模块
DDSK-0510N1漫反射激光传感器接线方式如图7所示。

图7 DDSK-0510N1漫反射激光传感器接线方式Fig.7 Connection mode of DDSK-0510N1 diffuse reflection laser sensor
漫反射激光传感器模块是一种集发射器和接收器于一体的传感器。当有被检测物体经过时,物体将光电开关发射器发射的足够量的光线反射到接收器,使光电开关产生了开关信号。漫反射激光传感器安装在垃圾桶桶口,利用漫反射激光传感器测量反射距离的长短来确定垃圾桶是否装满。DDSK-0510N1漫反射激光传感器具有延时、展宽、外同步、抗相互干扰、可靠性高、安装简便,可检测透明物体、成本低等特点,工作电压10~30 V,检测距离1~130 mm并且可调,输出方式为NPN/PNP NO/NC。其中,NPN NO表示常态是常开。检测到物体时,黑色线输出一个负电压信号,NPN NC表示常态下黑色线是输出负电压信号的。检测到物体时断开输出信号。DDSK-0510N1漫反射激光传感器安装在垃圾桶上,当检测到垃圾桶内垃圾的体积达到要求时,DDSK-0510N1漫反射激光传感器将信号传输给S7-200 PLC上,并将处理后的信息传输给电机,从而实现换桶的一系列动作。
3 系统总流程
程序流程如图8所示。
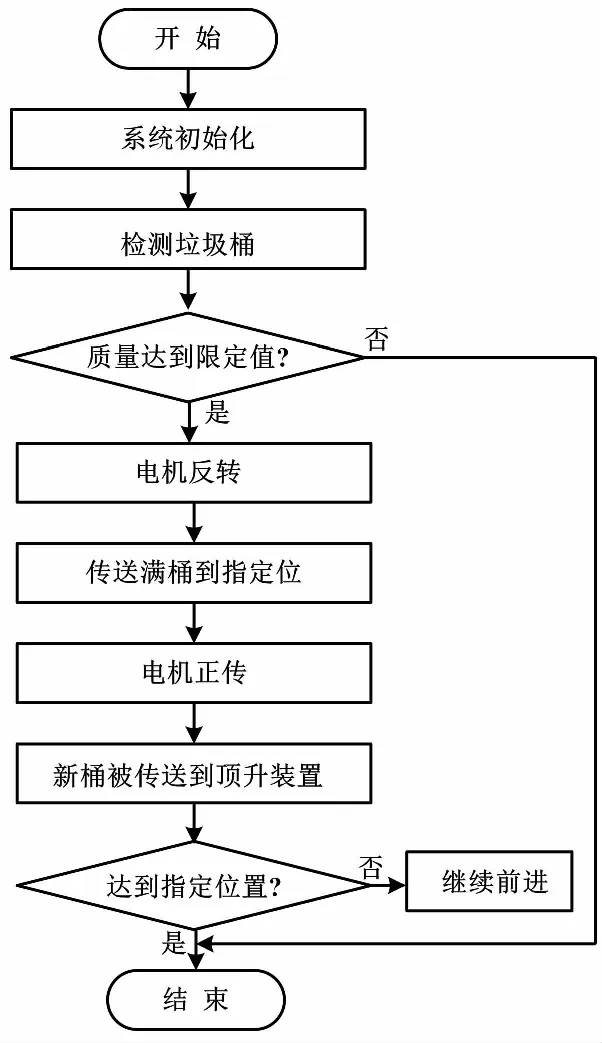
图8 程序流程图Fig.8 Program flow chart
该控制系统的软件由一个主程序组成。主程序由一些状态选择语句组成,主要是在系统复位后重新检测桶的状态,如是否满桶、桶内垃圾的质量是否达到要求等因素。当传感器传回的桶内垃圾的质量信息或垃圾桶是否被装满的信息后,S7-200响应相应的信号,控制电机转动,从而实现一系列的动作。
4 结论
本垃圾房自动换桶装置,经过一系列测试后,得出以下结论:自动换桶装置传送结构稳定性高,换桶过程流畅,达到了设计的要求。本设计还将自主设计的换桶装置与称重传感器和限位传感器有机结合在一起,并与垃圾桶上的漫反射激光传感器相结合,构成一个完整系统。系统响应快,感应模块反应灵敏,最大程度提高拉垃圾房换桶的自动化程度,降低了垃圾清送人员的劳动强度,提高了垃圾清送人员的工作效率。本设计对提高垃圾房的使用效率具有十分积极的意义。
