Lyocell超细支巴厘纱的研制
2020-11-12曹友常任树凤
朱 娴,沙 淘,曹友常,周 霞,任树凤,韩 宁,史 航
(天虹纺织集团,江苏 徐州 221004)
巴厘纱织物是一种细特、低密、强捻的稀薄平纹织物,具有质地稀薄、手感挺爽、布孔清晰、透明性好的特点。奥地利“LENZING”公司生产的超细旦Lyocell纤维,不仅具有天然纤维和合成纤维的优点,还具有吸湿透气、强力高、上色鲜艳、悬垂性好、仿如丝绸的特点,其制成品具有较高的附加值。
1 原料选用及成品规格
用100% Lenzing Lyocell-MICRO 0.9 dtex×38 mm纤维,主体长度38 mm,单纤维强力3.85 CN。
成品规格:Lyocell 80英支;设计捻度:1 950 捻/m。
2 Lyocell巴厘纱纺纱要点
2.1 纤维特性
采用Lyocell-MICRO 0.9dtex纤维,其细度越细,柔软度越高,非常适用于轻量化面料生产。选用此原料生产巴厘纱不仅能赋予穿着者“第二层皮肤”,更具备奢华亲肤的特点,是制作高档女装的理想面料。
Lyocell-MICRO纤维具有纤维卷曲少、抱合力差、可纺性能差及原纤化的特性,在纺纱过程中如果处理不当,极易造成落网、纤维易脆断,成纱棉结、粗节增多的问题,影响布面的质量。因此,纺制Lyocell超细支巴厘纱的关键点:(1)提高清梳联工序的纤维梳理度,降低生条棉结及短绒,为后续的牵伸并合做好铺垫;(2)优化并粗的牵伸工艺,提高纤维的伸直、平行度;(3)细纱工序强化卷捻设备状态及锭速的关系,防控弱捻纱问题发生;(4)蒸纱工艺优化,控制纱线的扭结。
2.2 提高纤维梳理度,降低生条棉结短绒
根据Lyocell-MICRO纤维特性,改善其可纺性能,依据Lyocell的亲水性能在往复式抓棉机的上方加装喷雾装置,提高清梳的湿度,增加纤维的抱合力,以利于棉网顺利转移,不至于坠网。同时,因为纤维细度细,过分的开松、梳理极易形成棉结和短绒,因此在清梳工艺上应采取“柔性梳理”的方式,在不损伤纤维的前提下,对喂入的纤维层进行细致梳理,使束纤维在分离成单纤维状态的同时提高纤维的转移率,防止纤维反复搓转形成棉结。清梳联工序宜采用“轻定量,慢速度,转移好”的工艺原则,提高纤维的梳理度与伸直度,保证棉网的清晰度。同时,对梳理针布密度和角度进行优化配置,是道夫针布的密度尤为关键,会直接影响棉网的转移程度。
清梳主要工艺参数:生条干定量16.5 g/5 m;出条速度:90 m/min。
2.3 优化并粗工艺,提高纤维伸直平行度
由于Lyocell-MICRO 纤维表面光滑,纤维间摩擦系数小、抱合力差,为提高纤维平行伸直度,保证纤维在牵伸运动中的纤维控制,合理优化牵伸配置与喂入根数的关系有利于消除纤维前弯钩,减少熟条的棉结。合理的牵伸配置不仅可以改善重量不匀率,还可以提高纤维伸直度。具体工艺优化试验如表1所示。
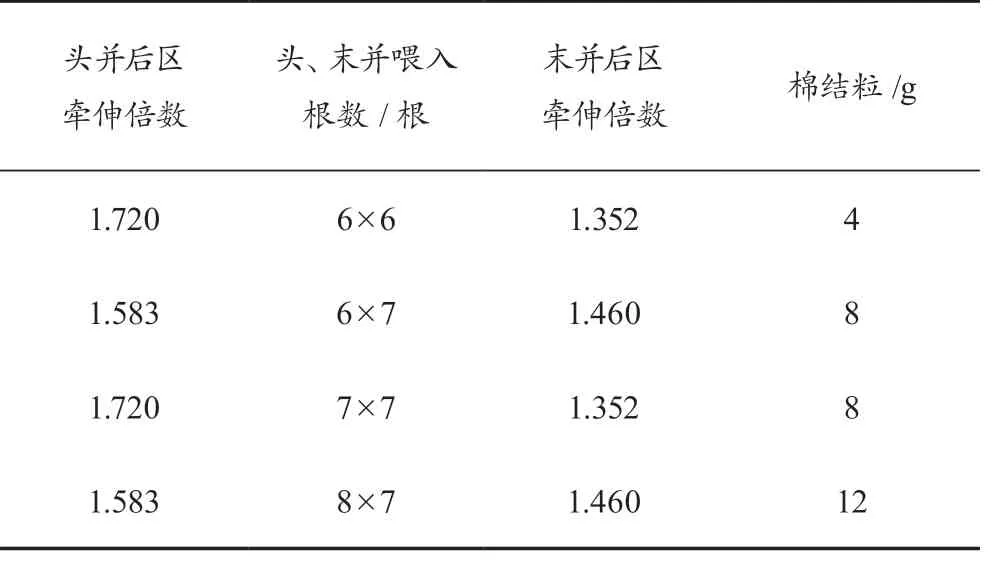
表1 并条牵伸倍数、喂入根数与棉结的关系结果
减少总牵伸倍数及喂入根数可降低牵伸区横截面的短绒含量,控制主牵伸区内的浮游纤维。由于牵伸力减小,对纤维作柔性牵伸可减少纤维疲劳度,提高熟条的内在质量。
粗纱选用较大捻系数,可以有效减少粗纱在退绕过程中因意外牵伸所造成的细节,同时,可以增加细纱牵伸过程中的附加摩擦力界,有效控制牵伸区浮游纤维。
2.4 卷捻工艺与锭速的选配
Lyocell-MICRO超细支巴厘纱工艺设计捻度要达到1 950 捻/m,对细纱机卷捻部位的设备状态要求很高,因此,需要加强锭带张力控制及日常管理检查,确保卷捻部位状态良好,减少捻不匀。为了减少因捻度过高造成的细纱断头,应合理配置细纱锭速,锭速不超过14 000 r/min。此外,若要减少细纱的扭结钢丝圈重量,需稍轻掌握,同时对细纱的温湿度要控制适宜,温度不低于29 ℃,湿度控制在57%~60%。
2.5 蒸纱、捻接工艺优化,控制纱线扭结
因成纱捻度较高,为满足后道工序加工的要求,防止在络筒、整经及织造过程中纱线产生扭结,需采用管纱干饱和蒸汽定捻。定捻温度应为90 ℃,定捻时间为45 min,蒸纱前真空度要尽量高,蒸纱状态要保持一致。蒸纱后的Lyocell会使纱线的结构产生变化,使纤维变松。因此,捻接工艺和络筒卷绕速度要进行优化组合,使卷绕的纱筒较为紧密,便于后道织造的退绕。同时,由于Lyocell-MICRO纤维抱和力差,纤维摩擦系数小,捻接时捻接头极易滑脱、接头强力低,为改善捻接质量,要对自络的捻接腔、压纱杆等重要部件及捻接工艺进行优化。
3 结语
(1)研制的超细支Lyocell-MICRO巴厘纱稀薄、滑挺,有玻璃纱的风格,在纺纱过程中,要加强对棉结、短绒、粗节的控制。
(2)因采用的Lyocell-MICRO纤维细度细,针对纤维特点需合理配置前纺工艺及优化选型配置梳理针布,确保生产出的产品质量达到较好的水平。
(3)为达到滑挺的布面效果,应提高细纱捻系数,加强对细纱设备卷捻部位检查与维修,控制捻不匀,同时对纱线做好定捻工作,防止布面发生纬缩和产生扭结疵点。