变换炉卸料口裂纹的产生原因及卸料口优化改造方法
2020-11-09冯含卓刘华李彦东
冯含卓 刘华 李彦东


摘 要:针对水煤浆气化工艺下游的变换炉卸料口短接管与加强管之间焊接处易出现裂纹的问题,本方法通过分析其裂纹产生的原因,并针对该原因对变换炉的卸料口结构进行优化改造,能够有效的解决卸料口短接管与加强管之间的焊接处裂纹问题,消除设备运行的安全隐患。
关键词:变换炉;卸料口;裂纹;优化改造
0 前言
鄂尔多斯市昊华国泰化工有限公司40万t/a煤制甲醇项目为国内先进工艺水平的煤制甲醇项目,气化装置采用华东理工大学四喷嘴对置式水煤浆气化炉,后系统变换装置采用耐硫变换配气工艺,低温甲醇洗采用惠生工程公司的6塔净化流程,甲醇合成采用华东理工大学的“管壳外冷-绝热复合式固定床催化反应器”专利技术。其中变化炉设备为煤制甲醇工艺流程中调节水煤气氢碳比的重要设备,对整个工艺生产的连续稳定运行起着重要作用。
我公司变换炉设备的生产厂家为中国石化集团南京化学工业有限公司化工机械厂,该变换炉自2015年8月份投料运行以来,一直运行稳定,各项指标均能满足生产要求。2018年7月份发现变换炉卸料口损坏,2018年10月份对卸料口进行优化改造,优化改造后运行至今设备运行状况处于良好状态。
1 变换炉的结构特点及使用工况
我公司的变换炉结构为立式圆筒型结构,如图1所示。变换炉容积为100.1m3,内径为3600mm,高度为14250mm,壳体厚度为122+6mm,封头厚度为75+6mm,壳体重量为139250kg,充重重量为239350kg;壳体和封头材质为SA387Gr.11CL2+S.S材料,与设备相连接的接管、法兰采用SA182F11CL.2+S.S和S32168IV级锻件,所有接管均采用嵌入式整体补强结构;考虑介质的腐蚀性,在设备内壁堆焊为6mm厚的321材质的不锈钢耐腐蚀层。
变换炉筒体内设置2层催化剂触媒床层,上层催化剂的装填高度为1900mm,上层催化剂顶部和底部各装填有200mm高度的Ф25mm的耐火瓷球;下层催化剂的装填高度为2720mm,下层催化剂顶部和底部也各装填有200mm高度的Ф25mm的耐火瓷球;变换炉锅底全部装填Ф50mm的耐火瓷球。
变换炉底部和中部各设置有一个卸料口,如图2所示,以方便在更换内部催化剂及氧化铝瓷球作业时,可以打开卸料口的盲法兰盖,进行可控制的连续的卸料作业。
变换炉内的介质特性:变换炉内介质为四喷嘴水煤浆气化工段产出的水煤气,经变换反应后转化为甲醇合成工艺用变换气,其特性为高温高压、易燃易爆,介质毒性为中度,设备运行工况较为苛刻。
变换炉的工作原理:我公司变换炉采用传统的、成熟的轴向变换工艺,CO的變换率高,变换炉的进出口阻力降稳定,压力损失小,对生产系统的影响小,有利于长周期稳定运行。变换炉工作时,至自上游工段过来的水煤气预热后经变换炉顶部入口进入上层催化剂进行变换反应,反应后的工艺气体穿过上层催化剂后继续进入下层催化剂进行变换反应,反应后的工艺气体最终经由变换炉底部的集气口汇总后送出,工艺介质中的H2O和CO在催化剂及热量的作用下,最终转变成为H2和CO2,同时释放出大量的热量,少部分热量保留在变换炉内以维持催化剂床层温度恒定并做为变换反应的热源,大部分热量随反应后的工艺气移出变换炉,做为变换炉入口水煤气的预热热源,多余的热量进入余热回收工段,回收反应余热,副产0.5MPa、1.0MPa、2.0MPa三种压力等级的饱和蒸汽。
2 卸料口存在的问题
我公司变换炉自2015年8月份投料开车以来,严格按照工艺指标进行操作。2017年9月份进行首次定期检验,对外部筒体和接管进行了超声、磁粉、渗透、测厚等一系列检测,未进行内部检测,外检结果显示设备状况良好。
2018年3月我公司利用变换炉更换催化剂的机会,对设备内部进行了磁粉、渗透等一系列检测,未发现缺陷,没有出现腐蚀减薄的现象,内衬状况良好。
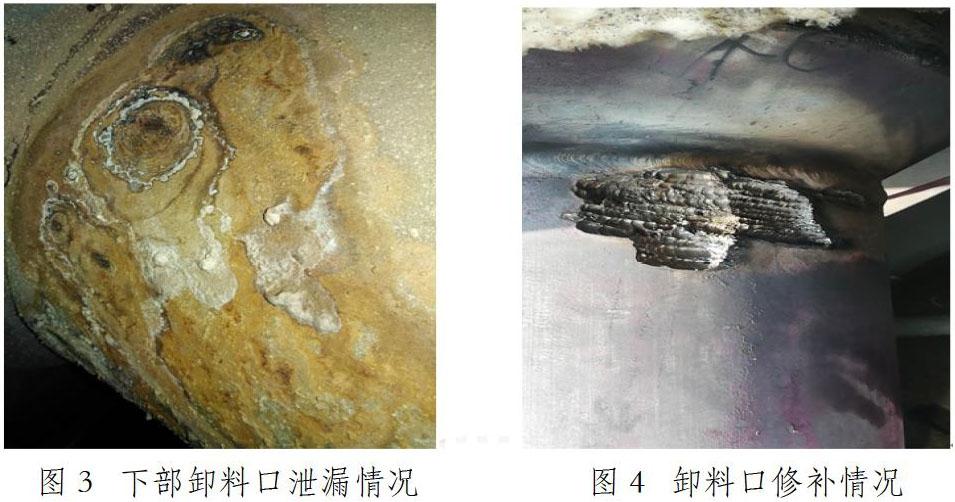
2018年7月份,在变换炉正常运行使用过程中,发现变换炉下部卸料口根部有可燃气体及水蒸汽泄漏,如图3所示,经停车检查确认,泄漏部位为变换炉下部卸料口,进一步检查结果如下:
①环向对接接头整圈(断续)存在超标缺陷,深度(距外表面)范围3.2mm~17.4mm;
②距焊缝约30mm范围母材存在10处超标缺陷,深度(距外表面)范围3.1mm~17.4mm,且缺陷大多呈横向(或斜向)特征;
③缺陷附近可能有数条缺陷(分叉或网状),为方便标识,将反射信号超过判废线作为记数原则,共计10处超标缺陷。
根据检测结果,我公司在经过相关质检部门的许可后对卸料口进行了初步的修复工作。通过着色检测来配合确定裂纹位置,再利用碳弧气刨将裂纹祛除,直至着色检查不再有裂纹为止,而后采用焊条进行手把焊堆焊修复,最后进行热处理和压力试验,维修后的卸料口运行至2018年10月份,在此期间未发生泄漏情况。
2018年10月份,我公司在生产系统停车检修期间计划对变换炉卸料口泄漏问题进行彻底的解决,通过对卸料口的短接管与加强管之间的焊缝切割发现,上次维修后经过3个月的运行使用,卸料口部位再次出现裂纹缺陷,缺陷情况见图4、图5所示。
根据变换炉的使用情况分析,我公司变换炉卸料口产生裂纹的主要原因如下:
①异种钢焊接。卸料口加强管(材质SA182F11CL.2+S.S)与卸料口短接管(材质0Cr18Ni10Ti)之间的焊接为异种钢焊接,异种钢焊接本身的强度较同种钢焊接强度低;
②设计缺陷。由于变换炉卸料口管线总长度约1600mm,且位于变换炉裙座外部,卸料口位置的介质长期处于无流动状态,形成死区,变换炉水煤气中的水蒸气在卸料口底端很容易冷凝,水煤气中的H2S、CO2等介质在液态水中不断地溶解形成饱和溶液,并呈现酸性环境,在合适的温度条件下易造成设备腐蚀;
③露点腐蚀。经检修发现卸料口损坏部位的腐蚀以穿透性的裂纹为主,而此部位的温度也长年维持在较低的温度状态下,有利于露点腐蚀情况的发生。
3 卸料口优化改造方法
基于以上对变换炉卸料口损坏情况的原因分析,简单通过常规的方法对卸料口进行维修后设备可能仍然会再次损坏的情况,要想彻底解决该问题,必须消除卸料口在运行过程中存在的死区以及介质冷凝后对异种钢焊接腐蚀等一系列缺陷,通过改善卸料口的运行使用环境,才能从根本上解决该问题。
同时,根据对催化剂装填工作的调查发现,目前传统的催化剂卸料工作基本习惯于通过卸料口卸料,卸料过程中催化剂粉末扬尘大,对作业人员及环境危害大。随着催化剂装填技术的发展,目前催化剂卸料已逐步开始使用抽真空法卸料,卸料时将吸料管插入催化剂床层中,通过抽真空设备产生负压使催化剂经吸料管抽出设备,作业过程中可以减少催化剂粉末扬尘对作业人员及环境造成的危害,且对于规格为Ф50mm的瓷球也可轻松卸出,抽真空法卸料原理如图7所示。
根据以上思路,在取得相关质检部门的许可后,我公司对变换炉卸料口采取了以下两歩方法进行维修改造:
①对原有的卸料口加强管与短接管的异种钢焊接处裂纹进行修复处理,恢复原有的卸料口结构。根据现场操作工况,在卸料口接管上做好标记,采用等离子将卸料口短接管与上部加强管和下部法兰处的两道焊缝切割开,将加强管和法兰处的原有的焊肉及裂纹去除干净,并对加强管内部的堆焊层进行修复,堆焊修复完成后进行100%PT检测,符合NB/T47013-2015 I 级合格。按原卸料口管道规格尺寸截取一段新的相同规格的短接管,打磨坡口,并与加强管和原法兰焊接,焊接时采用GTAW+SMAW焊接,作业过程中控制道间温度≤150℃,焊后进行100%PT、100%RT检测,符合NB/T47013-2015 I级合格,焊接规范要求见表1和表2;
②加工制作一合适材质和尺寸的堵头,从变换炉锅底的卸料口加强管开孔处进行堵塞焊接,彻底隔离卸料口与变换炉之间的连接通道,消除運行死区。
根据设备运行条件,由设计院核算并出具堵头的规格尺寸,如图8所示,材质采用321不锈钢,堵头与变换炉下封头处的角焊缝进行密封焊接,角焊缝高度为15mm,焊接时采用SMAW填充焊满,焊接时控制道间温度≤150℃,焊后进行100%PT检测,符合NB/T47013-2015 I级合格,焊接技术规范见表3所示。
4 优化改造效果
改造前,卸料口的作用在于对催化剂进行卸料作业,据工艺要求,催化剂每3~4年需更换一次。卸料口改造后在保障不影响催化剂卸料的情况下取消了该卸料口的卸料作用,同时也消除了卸料口在运行过程中存在的死区以及介质冷凝后对异种钢焊接腐蚀等一系列缺陷,改善了卸料口的运行使用环境,保障了设备可以长周期安全稳定运行,从根本上解决了卸料口损坏的问题。
同时,从安全角度来出发,改造后的变换炉从2018年10月份运行至今已接近两年时间,经过运行观察,卸料口未发生泄漏情况,卸料口泄漏问题已经得到彻底解决,设备的安全运行隐患得到消除。从工艺使用角度出发,卸料口改造后,对变换炉的工艺运行参数也无任何影响。从成本效益角度出发,通过对卸料口的改造维修,节省了卸料口频繁出现损坏后的设备维修成本,同时也减少了因卸料口问题造成的生产系统开停车损失等,直接降低了公司的生产成本费用。
5 结束语
通过对比同行业该类型变换炉设备的使用情况来看,卸料口问题属于比较常见的一类设备故障,因此有必要从设备的设计选型上进行优化改进,针对该问题,本文提出以下几点改进意见供参考:
变换炉在设计选型上可以考虑增加卸料口的伴热措施,保障设备在运行过程中卸料口和设备本体始终处于同一温度状态下,避免死区介质冷凝后腐蚀卸料口。
①取消现有的常规卸料口设计,设计采用更加环保有效的抽真空卸料措施,从源头上消除变换炉卸料口存在损坏的安全隐患;
②采用更加新型高效的变换反应器,如轴径向变换反应器等,该类型的变换反应器具有双层结构,催化剂盛装在反应器内部的触媒框内,催化剂床层在操作过程中可以做到无温差运行,催化剂卸料口直接与反应器内部的触媒框相连接,卸料口焊接部位始终处于反应介质的包围中,不存在死区情况,设备整体使用寿命将大大延长。
参考文献:
[1]孙明达.料仓内粉粒体物料重力流对卸料口尺寸的影响[J].石油化工设计,2012(03).
