火电厂600MW汽机安装调试非典型问题探讨
2020-11-09李贤庆
李贤庆
(中国电建集团福建工程有限公司,福建 福州 350018)
福建沿海某火电厂600MW机组2#机为超临界供热机组,汽轮机和发电机同属于国内某电气集团生产。建设过程采取有效措施及时处理发现的问题,取得了良好成效。本工程获得了全国优秀焊接工程奖、中国电力优质工程奖、国家优质工程银质奖。
1 问题分析及处理
1.1 本体设备
(1)用于定位的A低压转子未到,而高中压转子及B低压转子却先到,导致汽缸定位、隔板安装施工工序无法开展。原因分析:厂家没有按照施工工序安排到货时间。处理措施:安装采用24h两班倒班方式赶工,满足了汽机扣盖节点要求。
(2)A低压缸4#端部汽封体轴向间隙整体偏差3.2mm,5#端部汽封体轴向间隙整体偏差3.0mm。原因分析:设备未经严格检验到位就出厂。处理措施:厂家采用现场端部车削3mm配准间隙。
(3)现场开箱发现B低压缸第5级隔板上半第一块出汽叶片存在长48mm、宽9mm的缺口。原因分析:厂家确认系包装措施不到位,运输过程碰坏。处理措施:根据厂家意见在现场将缺口部位打磨成圆滑过渡,对缺口附近做PT探伤检查确认可用。
(4)发电机定子到货比合同滞后半年多。原因分析:厂家设备资源紧张,无法履行合同要求。处理措施:安装采取24h两班倒班方式赶工,满足了发电机整体气密试验节点要求。
(5)厂家未提供与发电机定子连接的氢油水系统33件法兰。原因分析:设计院与厂家设计接口脱节。处理措施:厂家工代确认委托安装单位加工处理。
(6)设备到现场后易腐蚀,增加除锈工作量。原因分析:电厂区域海风大,雾化严重,空气含盐量高,腐蚀性强,导致设备锈蚀严重。处理措施:按照厂家意见,在已安装的设备主要接触部位打磨除锈后涂上防锈油;对正在安装的设备加工装配面,清洗干净后涂上防锈油,再进行遮盖存放,防止海盐颗粒等沉积引起锈蚀。
(7)在试运前发电机整体气密试验已经合格,但整套试运期间发现发电机漏氢量偏大。原因分析:安装人员未彻底检查到位,系统还存在漏点。处理措施:在停机过程中,将发电机内部氢气置换成二氧化碳后进行查漏,发现发电机定子设备上的温度测点、氢侧回油漏氢检测点、密封油回油扩大槽顶部法兰连接处共3处泄漏,现场处理后重新充氢检查发电机漏氢量为优秀。
(8)汽机5#、6#轴承相对应的轴振动均正常,但轴承箱盖振动超标。原因分析:厂家检查后确认是汽机轴承箱盖采用软质钢材导致。处理措施:5#、6#轴承箱盖振动超标不作为运行参数指标,仅供参考。
(9)试运期间汽机1#、2#瓦润滑油进、回油温度、压力均正常情况下,但瓦温相对其它瓦偏高。原因分析:厂家工代通过调整DCS上的运行参数及方式发现,正常汽机运行的进汽方式为1#、4#高压调节阀全开进汽,2#、3#高压调节阀调节进汽,即高压缸下半部进汽管全开,上半部调节进汽用于调节负荷。而现场的运行方式刚好相反,即高压缸上半部进汽管全开,下半部进汽调节,从而导致1#、2#轴瓦受力较大,瓦温较高。处理措施:按厂家要求调整运行方式。
(10)试运行期间,发现高压缸底部冒汽。原因分析:由于运行温度及压力高,现场无法确认具体泄漏点。因为机务安装的高压缸底部所有管道均为焊接式,所以初步判断是热工测温测压点泄漏。停机后,拆除高压缸底部保温棉,检查确认是高压缸底部第6级温度测点接口处漏汽。处理措施:现场重新紧固连接法兰并焊接处理后,漏汽现象消除。
1.2 辅助设备
(1)凝汽器设备到货的端板变形严重。原因分析:厂家判断是运输与储存过程中未放置牢靠而导致挤压损坏。处理措施:在厂家指导下进行对正焊接。
(2)凝汽器管板错孔严重,现场试穿管发现有3000根钛管无法穿装。原因分析:厂家生产的中间管板与端管板加工管孔位置不准,偏差超过3mm。厂家未严格检验到位就出厂。处理措施:厂家委托安装单位现场增加人力进行管板扩孔磨口处理,该工程穿钛管共用2个多月时间,较之前同类型机组增加了1个多月时间。
(3)高位灌水查漏时,发现凝汽器喉部与低压缸排汽膨胀节焊接处有部分位置漏水。原因分析:焊接位置偏小,部分焊缝未完全密封焊。处理措施:采用内外补焊,完成后,重新进行高位灌水查漏无漏点。
1.3 附属机械
(1)电动给水泵组转速从2100r/min提升到6263r/min时,引起润滑油管道和冷油器振动加大。原因分析:润滑油管道系统设计存在问题,需要优化。处理措施:优化管道系统设计,减少弯头,增加固定支架。

表1
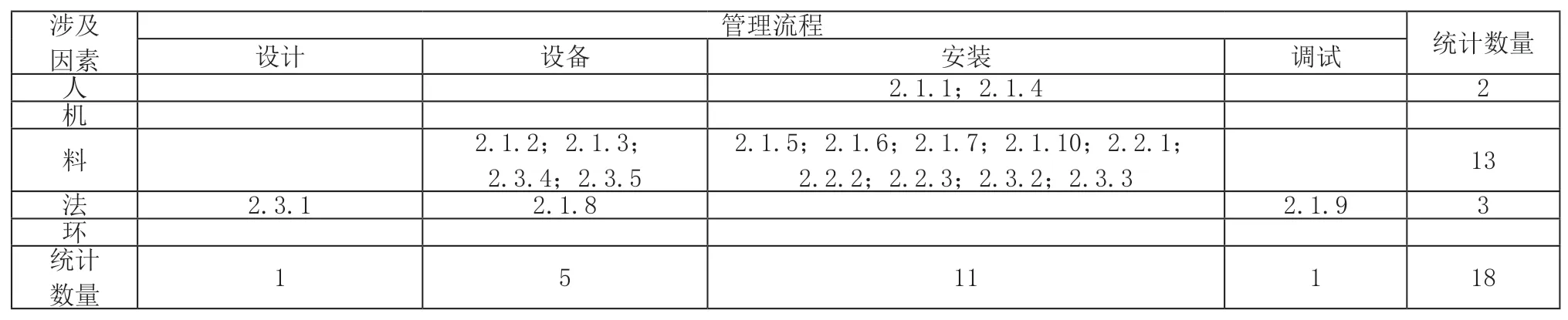
表2
(2)A给水泵汽轮机在第一次冲转到转速1760r/min时,1#、2#轴瓦振动突然达到0.10mm以上,振动过大跳机。原因分析:停机检查,发现A给水泵汽轮机排汽管在6.9m层位置的左右支撑弹簧压缩量未达到要求,且左右压缩量不一致,相差大约6mm,影响给水泵汽轮机排汽管减振要求。处理措施:安装单位配合厂家重新调整弹簧压缩量并保持左右一致。A给水泵汽轮机重新冲转至最高转速6380r/min,过程轴振正常,均小于0.02mm。
(3)A给水泵汽轮机负荷升至30%后,低压调节阀出现小量冒汽,拆除保温确认是调节阀结合面处渗漏蒸汽。原因分析:厂家调节阀加工面精度未达到设计要求,未经严格检验到位就出厂。处理措施:经业主和厂家同意,将调节阀结合面进行密封焊接处理,焊后未出现漏汽现象。
(4)汽动给水泵组达到100%负荷时,泵自由端及非自由端轴承自密封冷却水温度应维持在50℃左右,但在试运中自密封冷却水温度由50℃上升至80℃以上。原因分析:排除管道堵塞问题后,检查发现泵体自密封冷却水系统自带的密封水排气罐无法达到良好的排气效果。在拆除密封水排气罐后,手动进行排气检查发现密封水系统内还可以排出大量气体;在密封水内含有大量气体情况下,轴承密封水水流变小无法达到良好的冷却效果,导致泵体自由端和非自由端轴承温度急剧升高。处理措施:更换新排气罐后系统正常。
(5)B凝结水泵推力轴承组件加工错误。B凝结水泵推力轴承内探温度检查孔穿透至推力盘内边槽位置。原因分析:厂家加工错误。处理措施:厂家确认更换新的推力轴承。
2 问题综合统计分析
2.1 原因统计分析
从“人机料法环”影响因素来看,首先,主要是“料”的因素;其次,是“人”的因素;最后,“法”的因素。从“设计设备安装调试”管理流程来看,主要是设备管理环节,其次是安装环节,第三是设计环节。
2.2 处理措施统计分析
从“人机料法环”因素来看,处理措施:首先,主要涉及“料”的因素;其次,是“法”的因素;最后,“人”的因素。从“设计设备安装调试”管理流程来看,处理措施首先主要是安装单位对设备材料处理;其次,是厂家对设备材料处理;最后,是设计单位对设计优化和调试单位对运行方式调整。
3 结语
通过对火电厂600MW汽机安装调试非典型问题分析可以看出,无论是从“人机料法环”影响因素分析,还是从“设计设备安装调试”等管理流程分析,出现频率最高的是设备材料问题,然后,是人员和管理问题。因此,要加强事前控制,加强设备监造、运输管理和现场安装前检查处理,落实人员责任,减少设备材料问题,为安装和试运创造有利条件,为高水平达标投产、高排序电力行业优质工程、创国家优质工程奠定基础。
