激光切割碳纤维复合材料的温度场仿真
2020-11-05底才翔孙艳军
底才翔,孙艳军,王 菲,陈 燨,丁 伟
(长春理工大学 光电工程学院,长春 130022)
引 言
碳纤维复合材料(carbon fiber reinforced plastics,CFRP)是一种以树脂为基体、碳纤维为增强体的新型复合材料。它具有比模量高、比强度高、比刚度高、韧性强、重量轻等优点,广泛应用于航空航天[1]、汽车[2-3]、能源[4]等领域。目前,CFRP的切割方式主要有高速铣削[5-6]、水射流切割[7]、超声切割[8]等,这些传统加工方式存在刀具磨损大、复合材料分层、纤维破碎及加工后性能变差等问题,严重制约CFRP规模化工程应用。激光切割[9]CFRP是近年来兴起的一项新型加工技术,可以获得良好的切割质量。由于碳纤维与树脂在导热系数、热膨胀系数等热力学性能方面存在巨大差异,导致激光加工时表现出热影响区(heat affected zone,HAZ)、分层、纤维末端膨胀、树脂崩裂等热损伤缺陷。因此,研究激光切割CFRP过程中温度场分布、热传导规律及激光参量对CFRP切割质量的影响规律,可以为CFRP的高质高效加工提供理论依据。
近年来,国内外学者针对CFRP的建模及激光作用下CFRP的数值模拟开展了大量的研究。MUCHA等人[10]采用分析热流模型研究激光切割CFRP过程中的热传导损失,得到了激光传输过程中高达30%功率的热传导损耗。NEGARESTANI等人[11]建立了一种激光切割纤维铺设方向为90°的单层CFRP 3维有限元模型,模拟了材料的瞬态温度场和材料去除情况。OHKUBO等人[12]采用有限差分法在空气条件下对CFRP进行了热重分析(thermogravimetric analysis,TGA)和差热分析(differential thermal analysis,DTA),解释了激光作用下CFRP内部的传热规律。LI等人[13]建立了碳纤维复合材料的有限元模型,确定了纤维拉伸开裂和纤维压缩屈曲的极限应力。YU等人[14]根据复合材料的混合定律设定了碳纤维复合材料的物理参量,研究了不同树脂含量下CFRP温度场分布。ZHANG等人[15]将激光束的空间分布、吸收系数和材料的热力学性能考虑在内,分析了激光切割碳纤维复合材料中切削参量对切割质量的影响。综上所述,目前,针对碳纤维增强树脂基复合材料的数值分析一般用物性参量平均法将CFRP描述为匀质材料,分别设定材料的复合密度、轴向和纵向的复合热导率及复合恒压热容,并不能准确地反映出CFRP中的温度场分布以及热量在CFRP内的传输规律。
本文中采用多物理场仿真软件建立了激光切割碳纤维复合材料的多物理场模型,分别设定了碳纤维和树脂的密度、热导率(轴向、纵向)及恒压热容,探讨了激光切割多层CFRP时3维温度场分布、能量在树脂、纤维和界面的传输与演变规律及激光参量对CFRP切割质量的影响规律,为研究激光切割CFRP过程中的热损伤机理及材料高质高效的加工提供了一定的理论指导。
1 理论模型
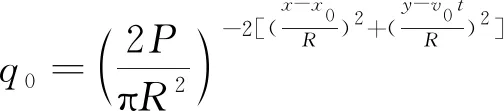
激光与物质的相互作用主要是靠其热效应,激光切割CFRP过程中,由于材料对激光的透射率极低,激光与物质相互作用主要集中在材料表面,波长为1064nm的激光光源,其波长远小于模型尺寸,这里把激光光源等效为符合高斯分布的面热源[16]:
(1)
式中,P为激光功率,R为光斑半径,x0为激光光斑横坐标,v0为激光光斑移动速度,t为时间。
激光作用在CFRP上能量扩散满足热传导方程:
ρcu·▽T+▽·q=Q
(2)
q=-κ▽T
(3)
式中,ρ为材料密度,c为材料比热容,κ为热导率,u为当模型的各部分在材料框架中移动时由平移运动子节点定义的速度场,q为热流密度矢量,Q为热源,▽是拉普拉斯算子,▽T表示温度在空间梯度的分布。
激光切割CFRP时满足初始条件为T0=293.15K,相应的边界条件为:
-n·q=q0
(4)
q0=h(Text-T)
(5)
(4)式和(5)式分别为广义向内热通量与对流热通量,n为单位法向矢量,h为材料与外界对流传热系数,Text为外界温度。
由于激光切割碳纤维复合材料是一个很复杂的过程,其中设计的因素较多,为了能够顺利激光切割过程中的温度场分布,对激光切割碳纤维复合材料做了一些假设,比如不考虑材料与夹具之间的热传导,加工过程中不发生氧化反应,不产生内热源,不考虑材料吸收率变化,不考虑热辐射产生的能量损失。
激光切割碳纤维复合材料过程中,对于碳纤维复合材料这种非金属材料,内部没有大量的自由电子,材料内部传热主要靠晶格振动。热量的传递主要靠分子产生的振动波引起相邻分子振动,传播速率很慢,因此高分子材料热导率随温度变化范围较小,由于聚合物的拉伸取向,导致热导率具有各向异性,沿拉伸方向导热率较大,横向方向导热率较小[17]。对于激光波长为1064nm,工作方式为连续激光,CFRP的吸收率为0.8。CFRP的主要参量见表1。

Table 1 Parameters of CFRP material
2 有限元模型
碳纤维复合材料是由多个单层CFRP板叠加而成,且碳纤维为正交分布,单根碳纤维丝直径约为6μm,在实际制作复合材料时碳纤维以丝束为单位,一束碳纤维丝含有几百到上千根纤维丝不等,由于单根碳纤维丝直径过小,划分网格受到限制,因此为了简化模型,CFRP模型中共有3个单层,每层厚度为100μm,碳纤维半径为40μm,体积分数为60%,铺设方向为0°,90°,0°,有限元模型如图1所示。
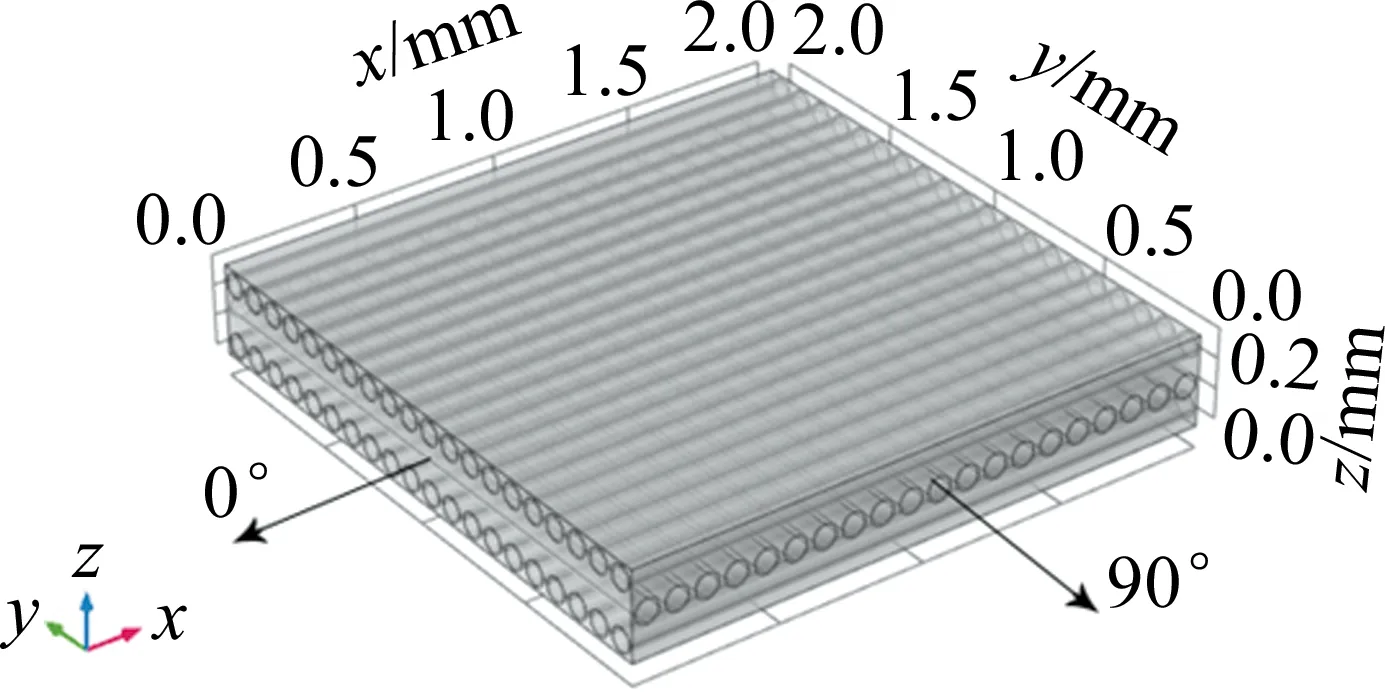
Fig.1 Finite element model of multi-layer CFRP
由于CFRP是由碳纤维和树脂铺叠而成,具有明显的各向异性,且碳纤维直径较小。本文中使用COMSOL中的用户控制网格功能对CFRP进行网格剖分,可以大大加快求解速度,减少剖分网格带来的计算成本,使其收敛到最优解,CFRP网格剖分图如图2所示。
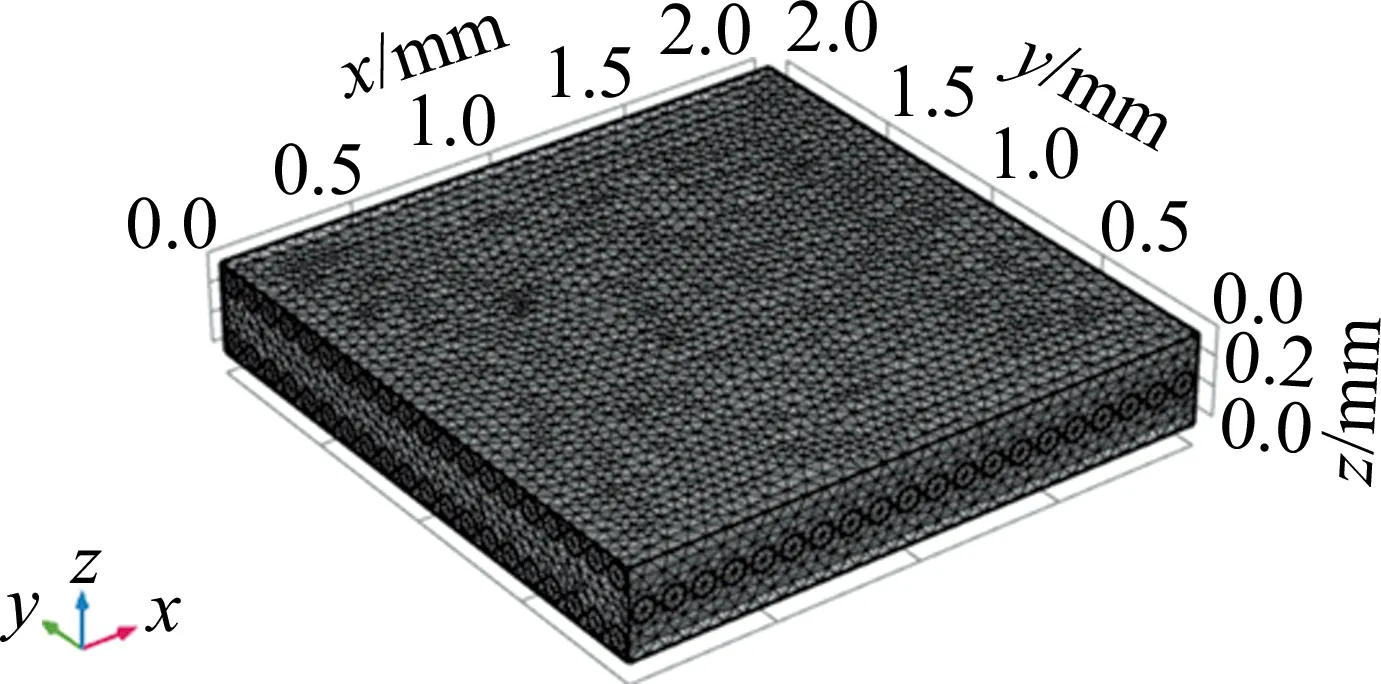
Fig.2 Multi-layer CFRP meshing map
3 仿真结果与分析
3.1 激光切割CFRP过程中的温度场分布
由于激光切割CFRP过程中温度场分布与材料对激光能量的吸收和传递有关,本文中模拟了加工参量为激光功率20W、光斑半径100μm、切割速率50mm/s的激光沿垂直于碳纤维铺设方向切割CFRP稳态下的温度场分布,如图3所示。由温度场分布可知,稳态下CFRP表面温度场形状近似为椭圆形,沿切割方向伴随有一部分尾迹。这是由于在高斯热源的作用下,受到碳纤维的轴向传热系数及激光切割方向的双重影响,能量沿着碳纤维轴向及切割方向传播,光斑形状发生一定的变形,表现为激光作用在CFRP时表面温度场分布近似为椭圆形。
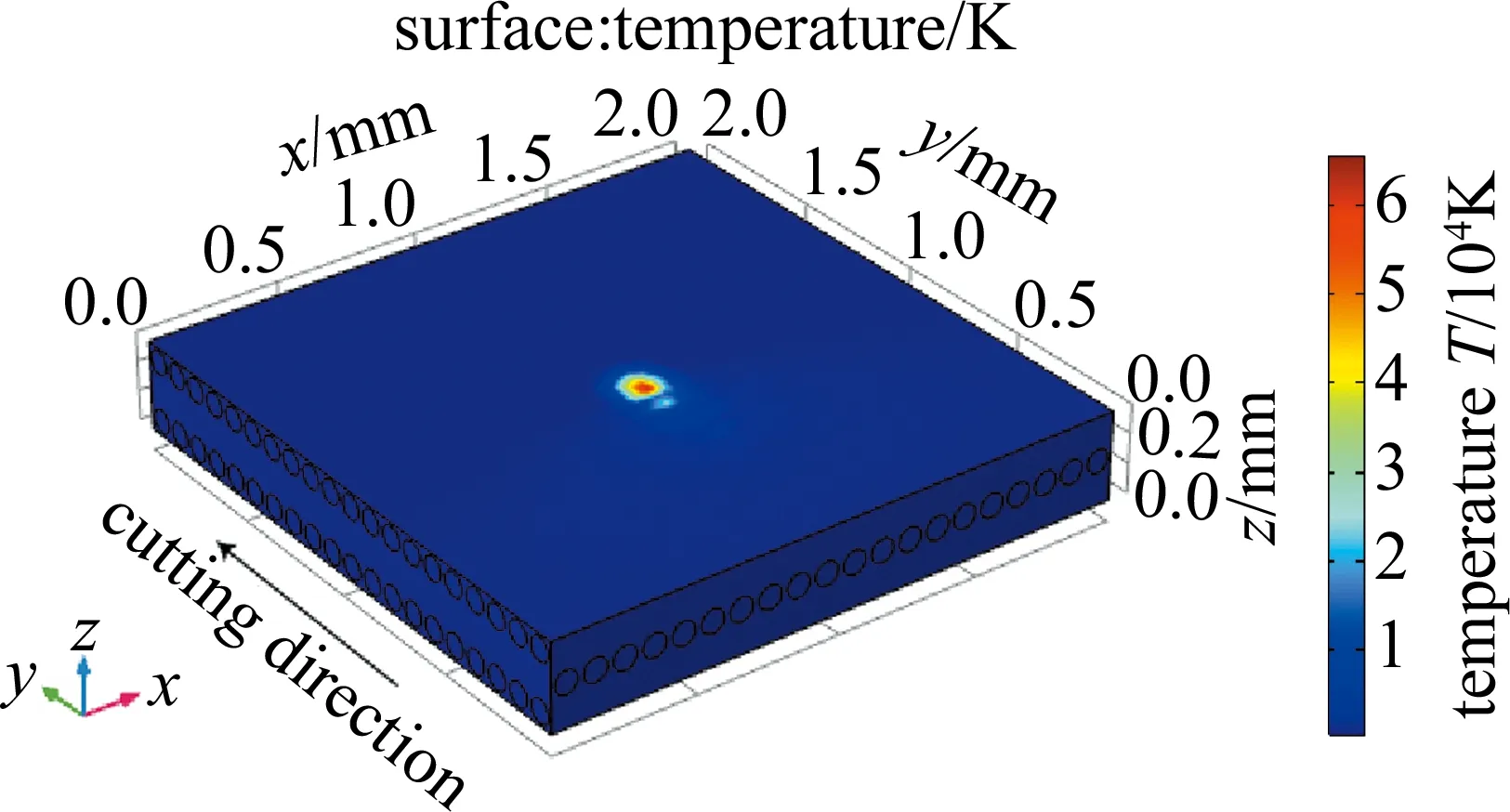
Fig.3 Temperature field distribution under laser cutting CFRP steady state
CFRP的等温线分布如图4所示。CFRP中整体的等温线分布近似为椭圆形。这是由于碳纤维沿其轴向的导热系数远大于径向的,且树脂导热系数较小,能量沿碳纤维轴向的传播速度远大于径向,激光切割CFRP过程中,光斑中心的能量分布受激光切割方向和碳纤维铺设方向的影响,对于远离光斑中心的热量传递和扩散主要沿着碳纤维铺设方向。
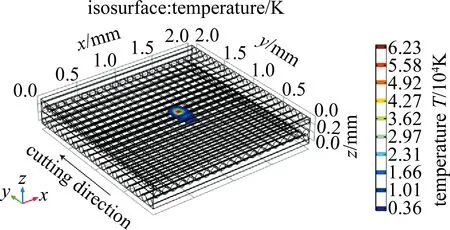
Fig.4 Isotherm distribution under laser cutting CFRP steady state
为了进一步研究激光能量在CFRP板中的树脂、纤维和界面的传输规律及材料的温度梯度与热传导系数的关系,试验模拟了CFRP沿x轴和y轴的温度变化,如图5所示。
稳态下,沿x轴方向时,碳纤维和树脂在光斑中心点有最高温度,并向边缘平滑减小,两温度曲线近似为高斯分布,且树脂中温度远高于碳纤维温度,树脂较碳纤维温度下降更快,如图5a所示。这是由于沿垂直于碳纤维铺设方向切割时,光斑作用在碳纤维和树脂处,由于树脂导热系数远小于碳纤维导热系数,表现为树脂中温度变化率较快。
如图5b所示,沿y轴方向时,由于激光沿垂直于碳纤维铺设方向切割,CFRP在光斑中心附近有温度最高点,远离光斑中心处温度均匀下降并出现拐点,且在激光光斑作用区域温度梯度成周期性分布,其中两温度最高点位于树脂区域,温度下降点为碳纤维区域。

Fig.5 Temperature changes with distance in CFRP at steady state
对于激光光斑未作用区域,温度直线下降,且远大于直线两端下降速率。这是由于温度沿y轴方向传播时,碳纤维导热系数较高,热量被碳纤维快速传递出去;树脂则正好相反,表现为碳纤维附近树脂温度较高,且两者温度相差较大,在树脂与碳纤维交界处温度出现拐点。
3.2 激光参量对切割CFRP质量的影响
激光切割CFRP过程中,CFRP中的温度越高相应的切割效率也就越高,为进一步了解激光参量对切割质量的影响,试验通过单一因素法模拟了不同光斑半径、切割速率、激光功率下CFRP板最高温度以及等值线分布规律。
对激光功率为20W、切割速率为50mm/s、不同光斑半径下CFRP中最高温度进行拟合,发现随着光斑半径的增大,CFRP中的最高温度逐渐减小,如图6a所示。图6b为不同光斑半径下激光切割CFRP的zx截面的等值线分布。从图中可以看出,对于不同的光斑半径,等值线分布的半径逐渐增大,数值逐渐减小,表现为随着光斑半径的增大,相应的CFRP中的热影响区逐渐增大。
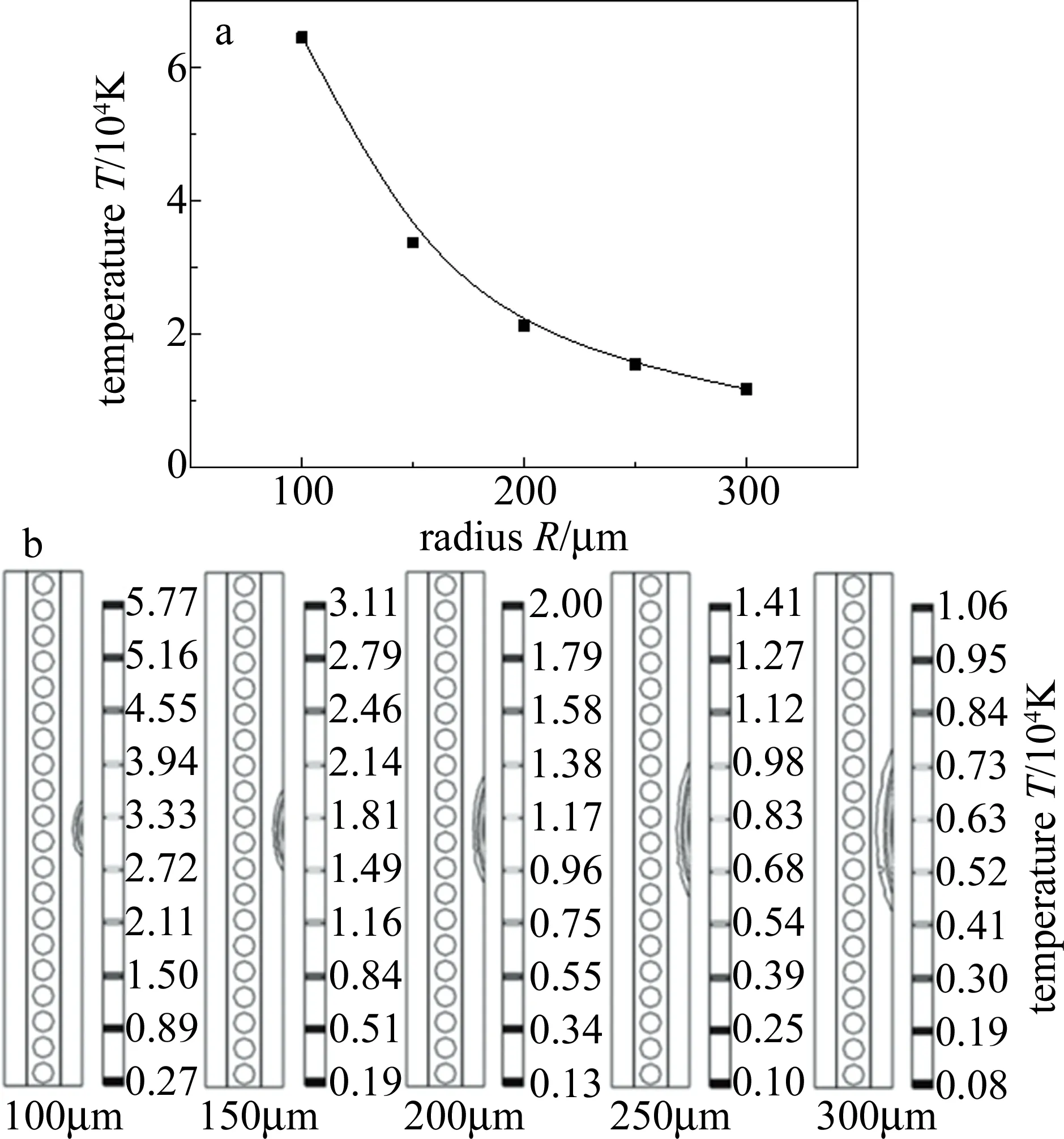
Fig.6 Maximum temperature and isotherm distribution of CFRP under different spot radius
对激光光斑半径为100μm、切割速率为50mm/s、不同激光功率下CFRP中最高温度进行拟合,符合线性规律,随着激光功率的增大,CFRP中最高温度逐渐增大,如图7a所示。图7b为不同激光功率下激光切割CFRP的zx截面的等值线分布。从图中可以看出,对于不同的激光功率,等值线分布的数值逐渐增大,表现为随着激光功率的增大,相应的CFRP中的热影响区逐渐增大。

Fig.7 Maximum temperature and isotherm distribution of CFRP under different laser powers
对激光功率为20W、光斑半径为100μm、不同切割速率下CFRP中最高温度进行拟合,发现随着激光切割速率的增加,CFRP中最高温度逐渐减小,如图8a所示。图8b为不同切割速率下激光切割CFRP的zx截面的等值线分布。从图中可以看出,对于不同的切割速率,等值线分布的数值逐渐减小,表现为随着切割速率的增加,相应的CFRP中的热影响区逐渐减小。
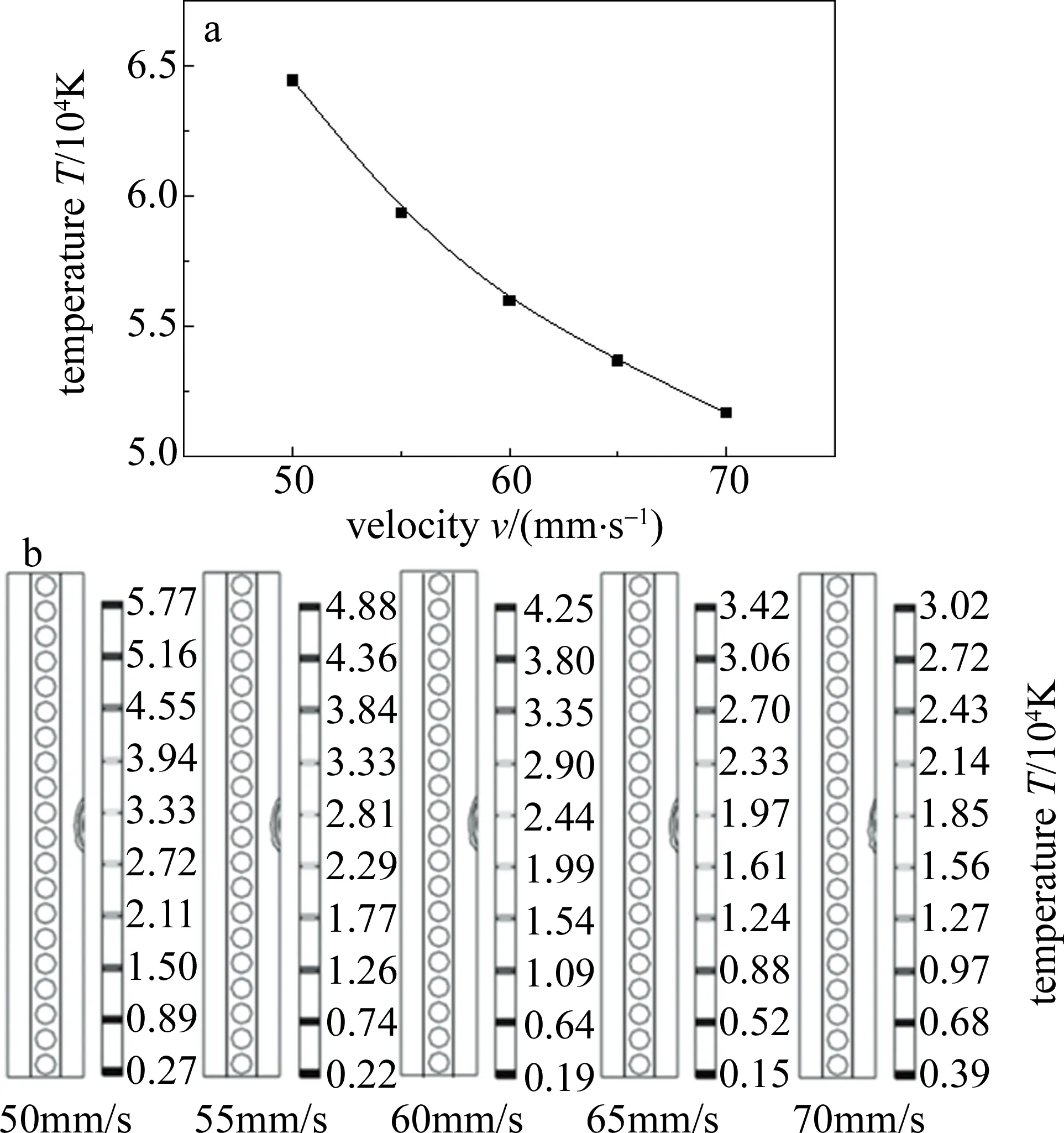
Fig.8 Maximum temperature and isotherm distribution of CFRP under different cutting speeds
4 结 论
基于碳纤维复合材料的各向异性特点,通过COMSOL建立了激光切割碳纤维复合材料的多物理场模型,得到了激光切割碳纤维复合材料过程中的3维温度场分布,热量在纤维、树脂中的传输规律及激光参量对切割质量的影响规律。研究表明:激光切割碳纤维复合材料过程中,碳纤维复合材料表面温度场形状近似为椭圆形,且光斑中心附近有最高温度,对于不同的碳纤维铺设方向,温度场的能量传递和扩散主要沿着碳纤维铺设方向。随着光斑半径和激光功率的增加,碳纤维复合材料中最高温度逐渐增加,热影响区逐渐增大;随着切割速率的增加,碳纤维复合材料中最高温度逐渐减小,热影响区逐渐减小。