基于脉间反馈脉冲电源的硅晶体电火花线切割加工研究
2020-10-30邵程杰邱明波刘志东王文昭
邵程杰,邱明波,刘志东,王文昭,张 明
(南京航空航天大学机电学院,江苏南京210016)
由于硅材料具有典型的光伏效应、稳定的化学性质、特殊的晶体结构等优点,其在电子、光学等领域发挥着不可替代的作用,成为当今高新技术发展的重要基石[1]。硅晶体的大量应用,对其加工质量和复杂形状加工也提出了越来越高的要求。
硅晶体的硬度高、脆性大,属于难加工材料之一,传统硅晶体加工方式具有一定的接触应力,使硅晶体的加工表面质量和精度无法满足要求[2]。而电火花加工技术可有效地解决这个问题,因为电火花线切割加工无切削应力,可用来加工具有一定导电能力的硅晶体,且可实现硅晶体二维平面上的任意形状加工[3]。
电火花线切割加工技术应用于硅晶体时所面临的最主要问题是如何进行极间状态检测和伺服控制。传统的金属材料电火花加工一般采用间隙平均电压检测法或峰值检测法来判断极间状态[4]。间隙平均电压检测法是根据间隙平均电压值来大致判断间隙大小及放电状态,而峰值检测法主要用于间隙开路状态的检测[5],二者均具有较大的局限性。此外,这些方法是基于材料在电火花加工过程中放电状态的一致性,而硅晶体由于其独特的性质,单个放电波形有较大差别[6]。由于受随机性影响,硅晶体电火花加工如果采用传统极间状态检测法的话,将无法准确判断实时加工状态,难以做出有效调节,无法保证硅晶体放电加工持续稳定进行。
为解决上述问题,潘慧君等[7-8]提出了基于放电概率检测的极间状态检测方法;刘洛尘等[9]提出了脉宽反馈的伺服控制策略。但是前者提出的方法比较简单,没有实现完整的控制系统搭建,且采用的是进给速度调整法,进给速度的变化会影响切割效率,回退误差也会对形状精度产生不利影响;后者虽然通过改变脉宽来取代改变进给速度,但仍没有考虑到脉宽变化对加工表面质量一致性的影响。
基于上述原因,本文设计了脉间反馈闭环控制脉冲电源,确定了脉间随着实时放电概率调整的伺服控制策略,避免了上述方法中的缺点,实现了放电概率恒定。此外,该脉间反馈电源得到了实际应用,本文优化了加工工艺参数,实现了硅晶体电火花线切割的稳定高效加工。
1 实验设备及硅晶体放电切割特性
1.1 实验设备
实验设备采用DK77W系列多次切割往复走丝电火花线切割机床。该机床采用了Windows系统和Autocut软件,操作简单;采用反应式步进电机和直线导轨,机床精度可达±0.01 mm;机床的最高输出功率可达1.2 kW,在加工硅晶体时最高可实现约180 V的输出电压,能满足低电导率硅晶体的加工需求。
1.2 硅晶体放电切割特性
金属材料在电火花加工过程中有开路、不稳定电弧、稳定电弧、正常放电及短路五种放电状态[10]。但是对于硅晶体而言,由于其本身存在体电阻,而体电阻受到放电产生的瞬时高温影响会不断发生变化,导致放电电流和电压不稳定,每个波形都有变化[6]。不同于金属材料放电,硅晶体在电火花加工过程中一般有三种放电状态,分别为正常放电、空载及短路[11],其电压电流波形图见图1。

图1 硅晶体的三种典型放电状态
从图1看到,在空载状态时,电压基本保持不变且没有电流产生,这说明此时的极间间隙较大,未能击穿放电;在正常加工状态时,电压有一定的击穿延时,然后下降到放电维持电压,但受到体电阻的影响,放电维持电压只是略小于空载电压,电流呈现典型的爬坡式上升趋势;在短路时,电压直接下降到放电维持电压,电流上升到略高于正常加工的峰值电压。
对比前述三种典型的放电加工状态,空载状态时不存在电流脉冲,可明显区分于另外两种加工状态;正常加工状态和短路状态均有电流产生,且最后的放电维持电压和峰值电流相近,其区别仅在于是否存在击穿延时现象。本文基于放电概率检测原理对硅晶体加工的极间状态进行了检测,对三种放电加工状态进行了区分。
2 脉间反馈闭环控制脉冲电源原理
2.1 放电概率检测原理
放电概率检测是通过对一段采样周期内两极之间的电压脉冲、电流脉冲的数量进行检测和统计,从而对极间状态进行判别的一种方法[12]。放电概率检测的优势在于测得的实际放电概率仅与电流脉冲个数有关,不受硅晶体单个放电波形随机性的影响,能直接反应极间状态,完全适用于硅晶体的电火花放电加工 。
本文设计的脉冲电源可根据检测到的放电概率自动调整输出脉间,使其基本稳定在目标概率值附近,以保证加工的稳定进行。放电概率检测及伺服控制流程图见图2。首先设定初始加工参数,如恒定的脉宽和进给速度。在加工过程中实时检测放电脉冲信号的数量,计算出实时放电概率Rate,即电流脉冲个数占采样周期内电压脉冲个数的比例。由于短路波形与正常加工波形相似,同样存在放电蚀除现象,短路波形也计入有效电流脉冲个数中,将此概率与目标放电概率p比较得出放电概率偏差值,然后根据伺服控制策略调节输出脉间大小,实现极间状态调整。

图2 放电概率检测及伺服控制流程图
2.2 闭环控制脉冲电源结构
本文设计的闭环控制电源主要由ARM模块、概率检测模块和驱动模块三部分组成。在这套以放电概率检测为核心思路的闭环控制电源中,ARM模块作为核心控制单元实现了PWM波形输出、实时放电概率计算和脉间调节等功能;驱动模块接收ARM输出的脉冲信号,输出峰值可调的脉冲电压。脉间反馈闭环控制流程见图3。ARM模块首先输出四路PWM波,经驱动模块放大后输至机床正负极中进行放电加工;概率检测模块检测放电电流脉冲,经处理后输入ARM模块;ARM模块对其进行计数,计算实际放电概率,并与目标放电概率进行比较,然后基于比较情况自动调节输出PWM波的脉间,从而形成一个完整的闭环反馈控制。
概率检测模块主要由霍尔电流传感器、LM358比较器及6N137光耦隔离组成。霍尔元件检测加工电流信号并将其转化为电压值输出,电压信号通过6N137光耦隔离滤波后输出到LM358比较器,与设定好的电压阈值进行比较,并输出可供ARM模块识别的0~3.3 V的方波信号。ARM模块采用定时器的输入捕获功能对方波信号进行计数,并采用定时器的计数模式对电压脉冲进行计数,从而获得实际放电概率。
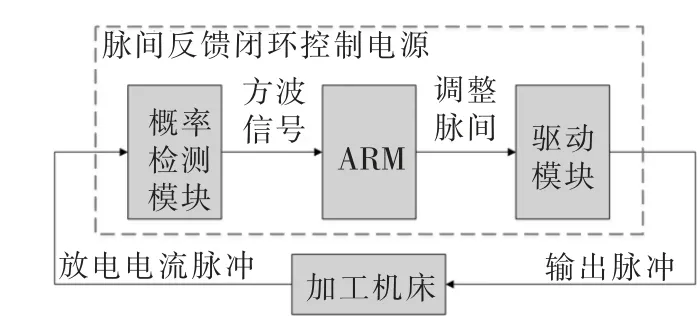
图3 脉间反馈闭环控制流程图
脉冲电源的伺服控制示意如图4所示,根据放电概率判断当前加工状态,从而调整输出脉间,对整个电火花线切割过程进行伺服控制。

图4 伺服控制示意图
2.3 脉间伺服控制策略
本节探究了脉间和放电概率的关系,使脉间反馈闭环控制脉冲电源能按照一定的伺服控制策略合理调节输出脉间。保持进给速度、脉宽等参数恒定,对不同脉间下的放电概率采样分析,试验加工参数见表1。
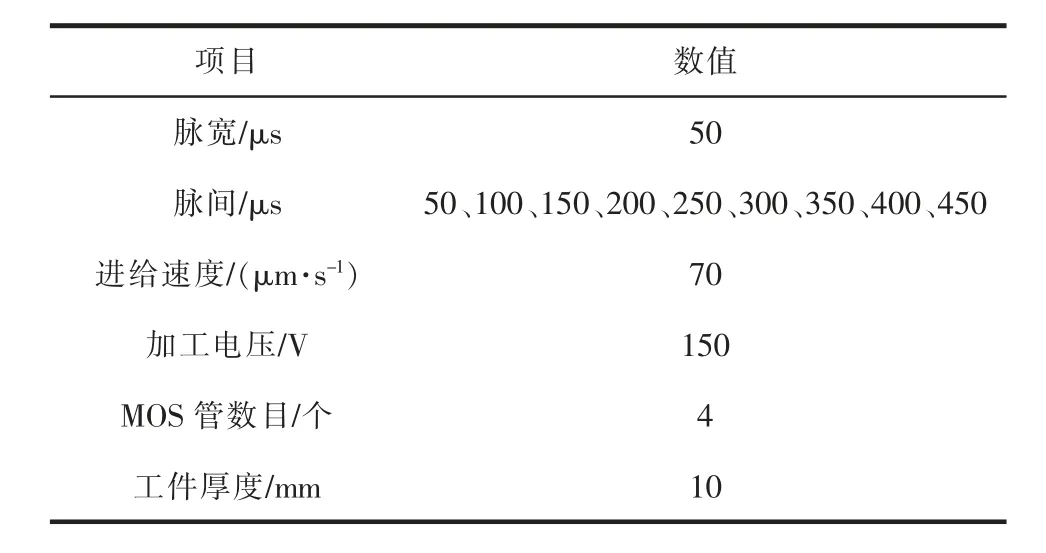
表1 脉间试验加工参数
采集到的不同脉间下的放电概率值波动情况见图5a;计算不同脉间时实际放电概率的平均值及波动情况,其与脉间的变化关系见图5b。由图5可知,若其他加工参数相同,当脉间为50μs时,放电概率仅为26.5%;当脉间为450μs时,放电概率达到98.1%,这说明此时大部分处于短路脉冲状态。这是因为当脉间较大时,单个脉冲周期较长,材料蚀除速度小于进给速度,电极丝和工件之间的间隙减小,电流脉冲增多,放电概率增大。总之,放电概率随着脉间的增大而增大,基本呈现正比例趋势。此外,各放电概率点的上下偏差代表了放电概率的波动程度,波动越小则加工越稳定,在不同脉间条件下,放电概率的波动情况相近。
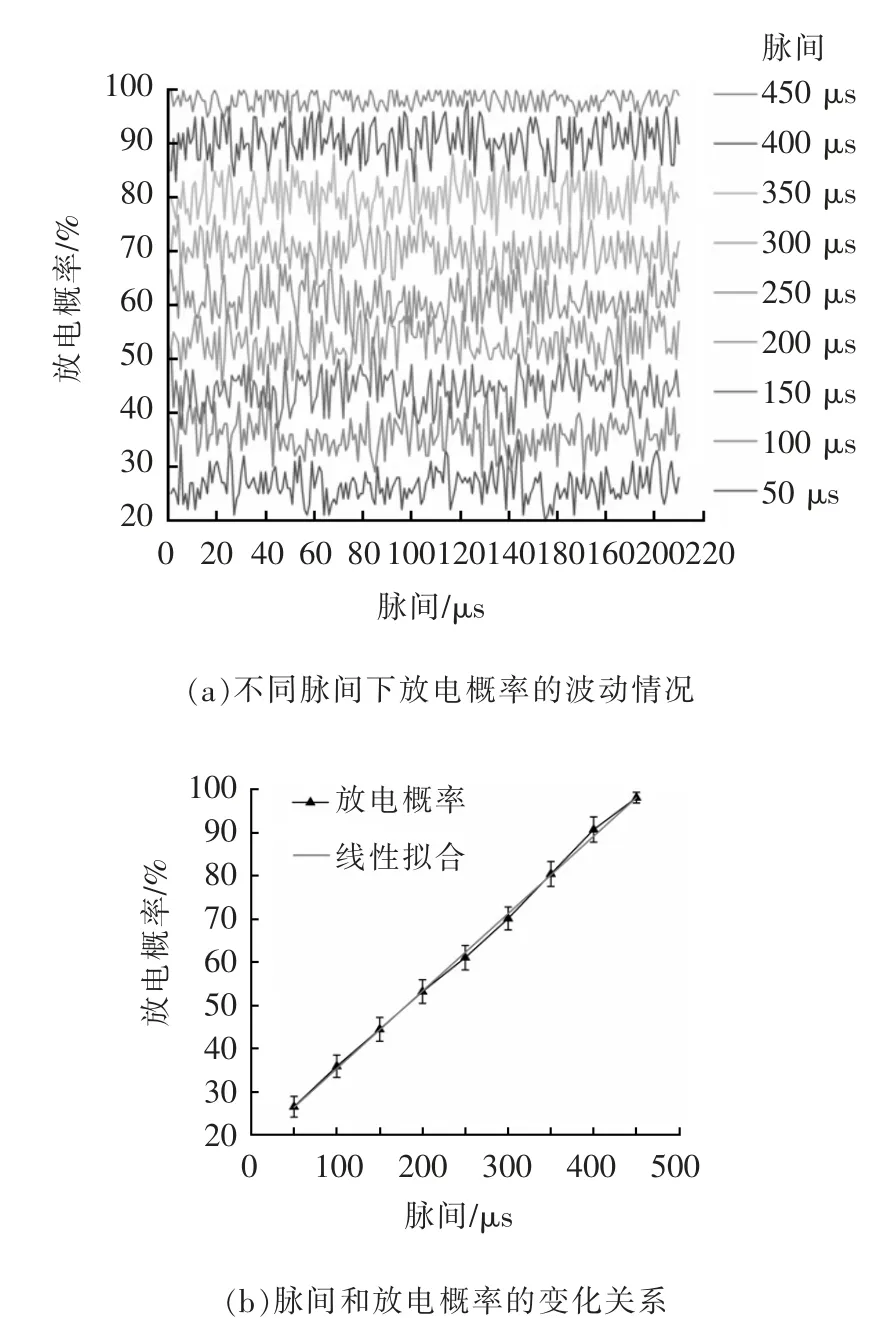
图5 放电概率变化情况
根据图5所示关系曲线进行正相关的直线拟合,得到的拟合线见图5b,得出的拟合关系为:

式中:Y为实际放电概率;X为脉间值。
依照直线拟合的伺服控制策略,脉冲电源可根据放电概率差值调整脉间,使实际放电概率基本维持在目标放电概率附近。通过对脉间的调整来控制放电概率,可有效避免脉宽变化对加工表面质量一致性的影响,也减少了电机回退精度对加工精度的影响。
3 工艺试验
脉间反馈闭环控制脉冲电源通过对脉间的调整来控制放电概率,因此只需进给速度和脉宽恒定即可,但是需对进给速度和脉宽进行优化,以选定一个最合理的值。本部分主要探究了进给速度和脉宽与放电概率之间的关系,并根据关系变化曲线分析选择最优值,最终将脉冲电源应用到普通电火花线切割机床上以进行实际切割。
3.1 进给速度优化
本文使用普通脉冲电源进行试验,分析不同的进给速度对放电概率的影响。进给速度试验加工参数见表2。
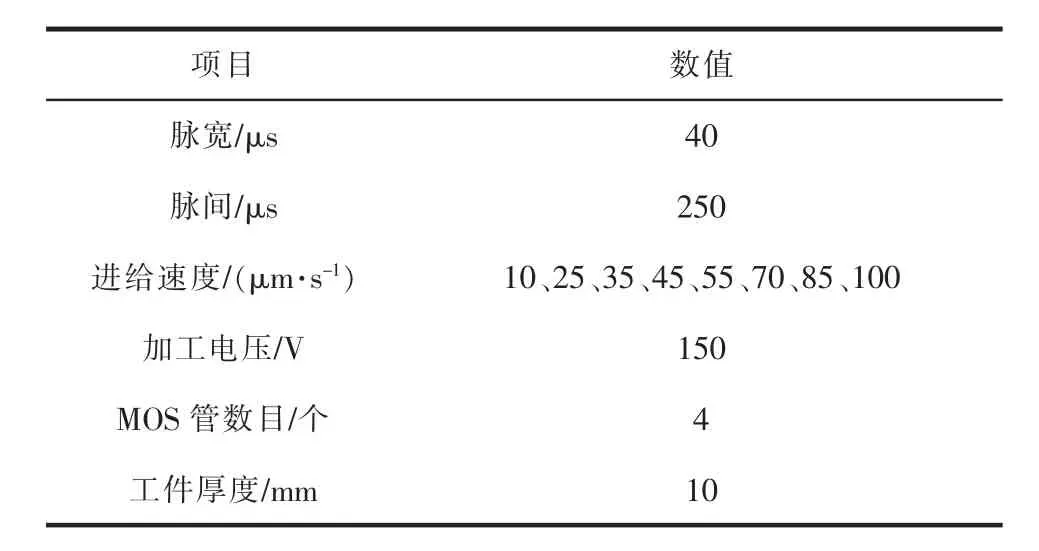
表2 进给速度试验加工参数
对实际放电概率进行采样分析,放电概率和进给速度的关系见图6。在其他参数恒定的情况下进行匀速切割,放电概率随着进给速度的增加而增加。当进给速度为10μm/s时,放电概率约为10%,有效的放电脉冲少,加工效率极低;当进给速度达到100μm/s时,放电概率约达90%,此时出现大量的短路脉冲,加工效率较高,但电极丝轻微弯曲。为选择较为合适稳定的进给速度,对不同进给速度下的放电概率进行了离散程度分析。如图6所示,放电概率的上下偏差代表放电概率的波动程度,放电概率波动程度越大,加工越不稳定,会对加工质量带来不利影响。

图6 进给速度和放电概率的关系曲线
因此,综合考虑加工效率和加工稳定性,本文选择最优进给速度为70μm/s,此时放电概率约为62.5%,略高于平均值,能保证一定的加工效率且出现短路脉冲的可能性较小,此外放电概率波动也较小,加工较为稳定。
3.2 脉宽优化
脉宽也是电火花线切割加工中的重要加工参数,对硅晶体加工后的表面质量、加工效率等均有影响。因此,本节对脉宽与放电概率的关系进行分析,保持进给速度、占空比等参数不变,通过切割试验确定脉宽最优值。脉宽试验加工参数见表3。

表3 脉宽试验加工参数
从图7所示脉宽与放电概率的关系可见,随着脉宽的不断增加,放电概率下降,整体呈现负相关趋势。脉宽增大,虽然会增大平均加工电流,但实际上放电概率减小,此外过大的脉宽会使加工表面质量变差;而脉宽太小,工件蚀除速度远小于电极丝进给速度,易出现短路且造成电极丝弯曲甚至断裂。本文考虑到加工表面质量、加工效率和加工稳定性,选择最优脉宽为45μs。
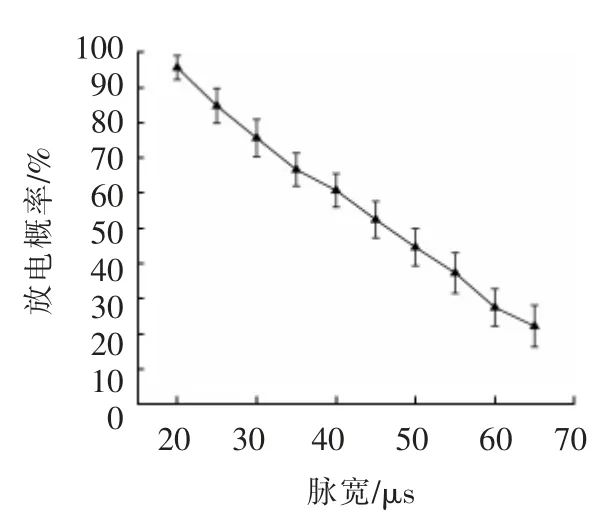
图7 脉宽和放电概率的关系曲线
3.3 直线切割实验
采用基于放电概率检测的脉间反馈闭环控制脉冲电源,在最优工艺参数下设置目标放电概率为75%、脉宽为45μs,机床以70μm/s的速度恒速进给。在加工初期,脉间变化较多,经短暂调节时间后,脉间大致维持在250μs,无弯丝现象产生,加工能稳定持续地进行。此时的放电概率约在75%波动,波动情况见图8。最终得出的切割效率约为70.9 mm2/min,加工平均电流为1.2 A。
图9是硅晶体切割工件实物图。可见,工件表面较为平整,表面质量明显改善,无切割条纹,形状精度高。测得的表面粗糙度为Ra2.891μm,且工件表面各处的粗糙度波动较小。

图8 放电概率波动情况

图9 硅晶体切割工件实物图
脉间反馈闭环控制脉冲电源不仅可有效地减少机床进给速度的改变而导致的切削效率和形状精度的降低,同时,脉间变化不会对加工质量产生明显影响,因此使用所设计的脉间反馈闭环控制脉冲电源可确保工件加工表面质量的一致性,也可保证良好的加工质量、切割效率和形状精度。
4 结论
(1)本文优化了原有的用于硅晶体电火花线切割加工的伺服控制方法,并根据硅晶体放电加工特性,基于放电概率检测原理设计脉间反馈闭环控制脉冲电源。
(2)本文探究了脉间和放电概率之间的关系,并基于关系拟合方程,设计脉间随实时放电概率调整的伺服控制策略,以实现放电概率恒定,且加工质量、效率、精度等不会受到加工参数变化的影响。
(3)本文分析了不同进给速度、脉宽等参数对加工质量、放电概率等的影响,优化了加工工艺参数,并在最优参数条件下,将该电源应用到实际加工中,加工效率有一定的保证,且具有良好的加工表面质量和精度。
