EH40钢摆动电弧窄间隙MAG焊接头粗晶区微观组织与性能
2020-10-28付魁军倪志达林三宝蔡笑宇胡奉雅
付魁军,倪志达,林三宝,蔡笑宇,胡奉雅
(1.鞍钢集团公司,海洋装备用金属材料及其应用国家重点实验室,辽宁 鞍山 114001;2.哈尔滨工业大学,先进焊接与连接国家重点实验室,哈尔滨 150001)
0 前言
随国内造船业的飞速发展,船体吨位逐渐上升,而逐渐增厚的船板对焊接工艺有了更高的要求。为了追求更高的效率,中厚板的焊接大多采用大热输入焊接方法施焊,如气电立焊(EGW)与埋弧焊(SAW)。然而,早期的低合金高强钢强化手段多为增碳调质,大热输入焊接方法会使得船板钢焊接接头热影响区晶粒严重粗化,并使原有的贝氏体或马氏体组织逐渐转化为形态不好的铁素体,导致接头力学性能严重恶化。若采用传统的TIG焊对中厚板材料进行多层多道焊接,虽然能缓解晶粒粗化的问题,但额外增加的大量工时与焊材的消耗使制造成本大大增加。针对中厚板结构件的焊接效率问题,钢材的成分设计和冶炼工艺被国内外学者广泛研究。钢材料在高温区停留时间较长并且降温过程中温度梯度较低时热影响区的晶粒不会发生过分粗化。当前,大热输入钢已被成熟开发,开始逐步应用到船舶以及管道运输行业中[1-4]。
EH40钢是一种超低碳微合金化的高强船板钢,微合金钢的基体中存在细小的夹杂颗粒。在高温区长时间停留时,夹杂颗粒会阻碍奥氏体晶粒长大,使室温组织中原奥氏体晶粒不至于过分粗大。在中温转变区间停留时,针状铁素体可围绕夹杂粒子形核,使原奥氏体晶粒内部的组织类型与尺寸均能得到改善[5]。
大热输入钢的出现无疑改善了中厚壁焊接结构的生产效率。然而,EGW可焊板厚的上限并不理想,SAW对焊接位置的要求比较苛刻,这将在一定程度上限制船板制造业的发展。需要引入一种可以突破板厚上限又易于控制的高效焊接技术来改进船板钢的焊接工艺。
窄间隙焊接技术易于通过焊枪的改造来适应焊接结构件的壁厚,其对空间多位置焊接的良好适应性也使其在厚板焊接结构件的制造中极具竞争力[6-7]。在适应窄间隙的焊接方法中,窄间隙MAG热输入相对较小,侧壁熔合不良的隐患也可以通过摆动电弧来解决。
该文对38 mm厚的EH40钢进行窄间隙MAG焊接,对比2种焊接工艺参数参数下的焊缝成形、微观组织及力学性能。探究了不同填充厚度条件下,热影响区各亚区在厚度方向上的分布及变化规律。
1 试验方法
该试验采用试验室自主开发的摆动电弧窄间隙MAG焊枪进行焊接,坡口形式如图1所示,坡口底部不留钝边,在背部使用钢材料垫板作为替代,在窄间隙焊接过程结束后,采用等离子切割的方式将背部垫板去除。保护气的成分为90%Ar-10%CO2,气体流量为30 L/min,焊丝牌号为ER49-1。
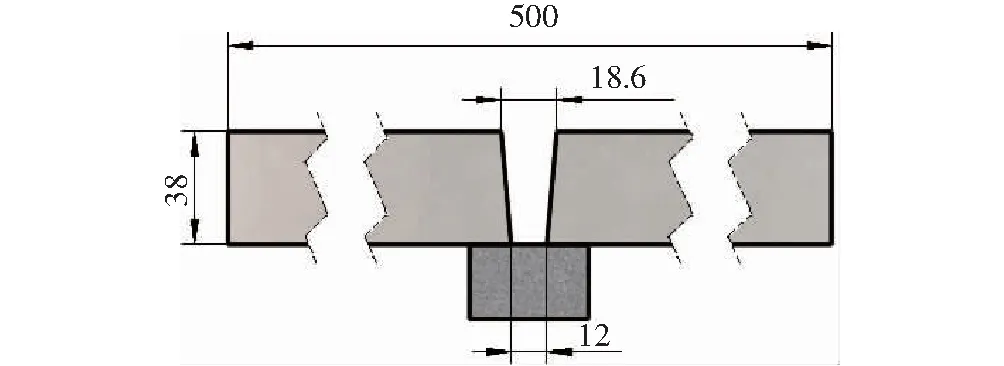
图1 坡口示意图
焊接实景如图2所示,试验中所用的2种焊接工艺参数见表1。图3、图4分别给出了2种参数条件下的焊缝表面成形与焊后接头宏观形貌。图3中的焊道表面有少量熔渣,简单的机械处理即可清除。图4中2种焊接工艺参数获得的接头侧壁熔合良好,2种焊接工艺参数均获得良好接头。

图2 焊接实景
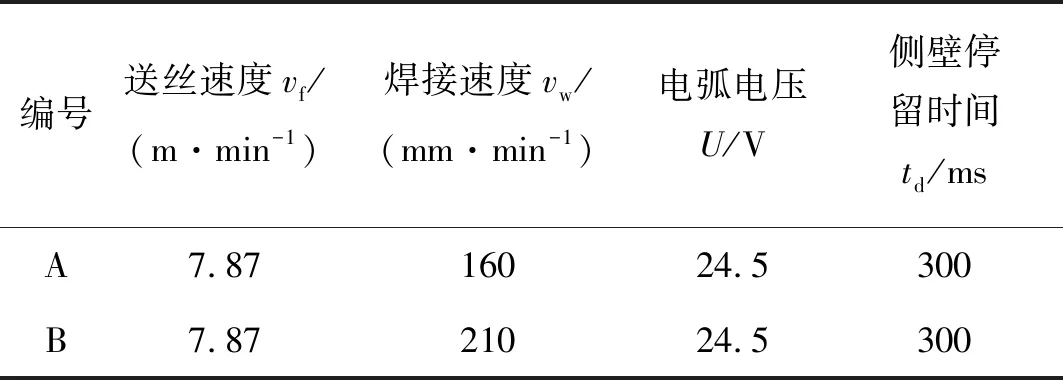
表1 焊接工艺参数
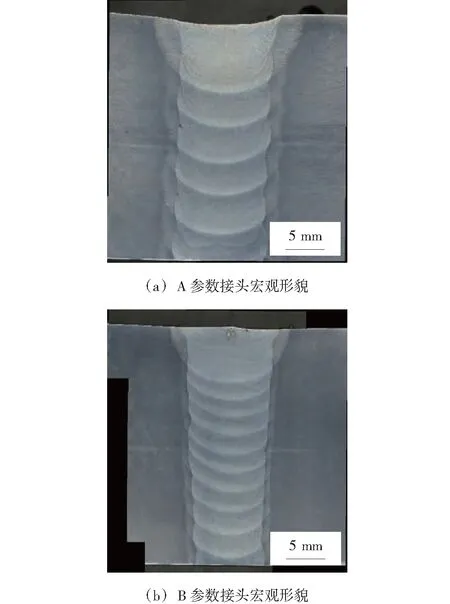
图4 宏观形貌
2 试验结果及分析
2.1 填充厚度对接头厚度方向上粗晶区亚区的影响
图5给出了填充厚度对焊缝、热影响区中的亚区及它们重叠区域的变化的影响。以图5a中各亚区命名为例介绍该文对接头厚度方向热影响区粗晶区的各亚区的划分方式。单道焊缝仅产生一次热循环,其横向分布的热影响区为粗晶区(CG-HAZ),细晶区(FG-HAZ),临界区(IC-HAZ)。临界区指细晶区与升温过程中未发生奥氏体相变区域之间的区域。随填充道数逐渐增加,前道焊缝的粗晶区会受到后续焊道的热影响。后焊焊道的粗晶区与前道焊缝粗晶区叠加,形成图5a中的未变再热粗晶区(UACG-HAZ);后焊焊道的细晶区与前道焊缝的粗晶区叠加,形成图5a中的过临界再热粗晶区(SCRCG-HAZ);先焊焊道的临界区与后焊焊道的粗晶区叠加,形成图5a中的临界再热粗晶区(IRCG-HAZ)。当填充厚度增加时,每道焊缝产生的热影响区在高温区间的停留时间变长,这会使得单道焊缝产生的热影响区亚区尺寸也相应增加,导致UACG-HAZ,SCRCG-HAZ,以及IRCG-HAZ的轮廓逐渐增大。当填充厚度增加到一定程度时,后焊焊道产生的相变热循环不再能辐射两道焊缝的范围[8],每一道焊缝的热作用对先焊焊道的前一道焊缝产生的热影响区处的组织影响变小,这时,原本二次奥氏体化峰值温度在Ac1~Ac3区间内的区域所经历的再热峰值温度可能低于奥氏体相变温度,未受相变热循环影响的CG-HAZ可能会重新出现。若填充厚度逐渐减小,单道焊缝产生的热影响区亚区的尺寸沿横向缩小,这会导致UACG-HAZ受到压缩。所以在这个条件下,沿侧壁方向主要为IRCG-HAZ和SCRCG-HAZ,UACG-HAZ与SCRCG-HAZ不易区分。
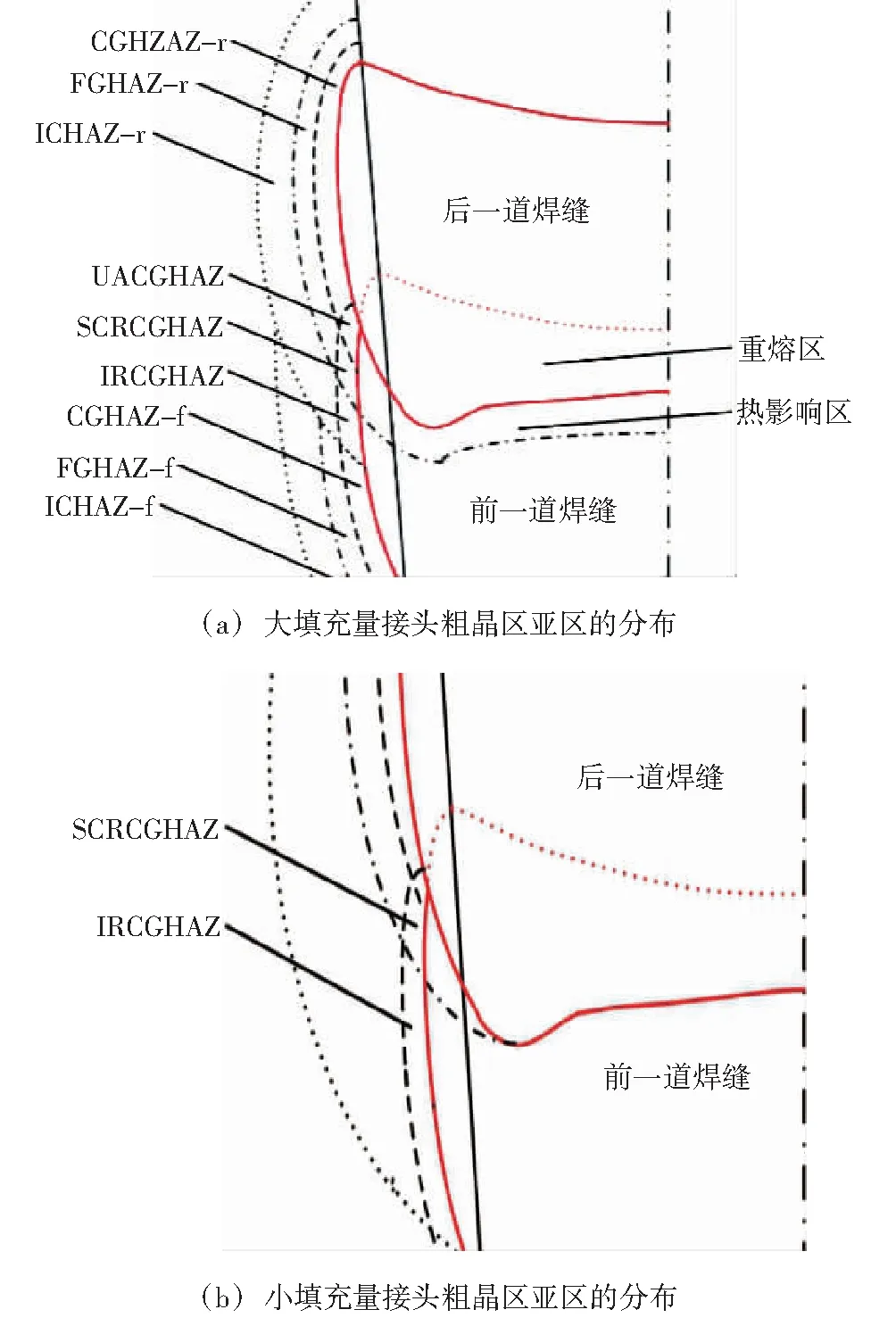
图5 填充厚度对接头各区域轮廓与重叠区域的影响
2.2 两种工艺参数获得接头的微观组织
图6给出了接头焊缝的微观组织,其原奥氏体晶界处的组织为沿原奥氏体晶界生长的先共析铁素体、从先共析铁素体向晶内生长的侧板条铁素体。原奥氏体晶粒内部的组织为粒状贝氏体组织,贝氏体铁素体为针状。
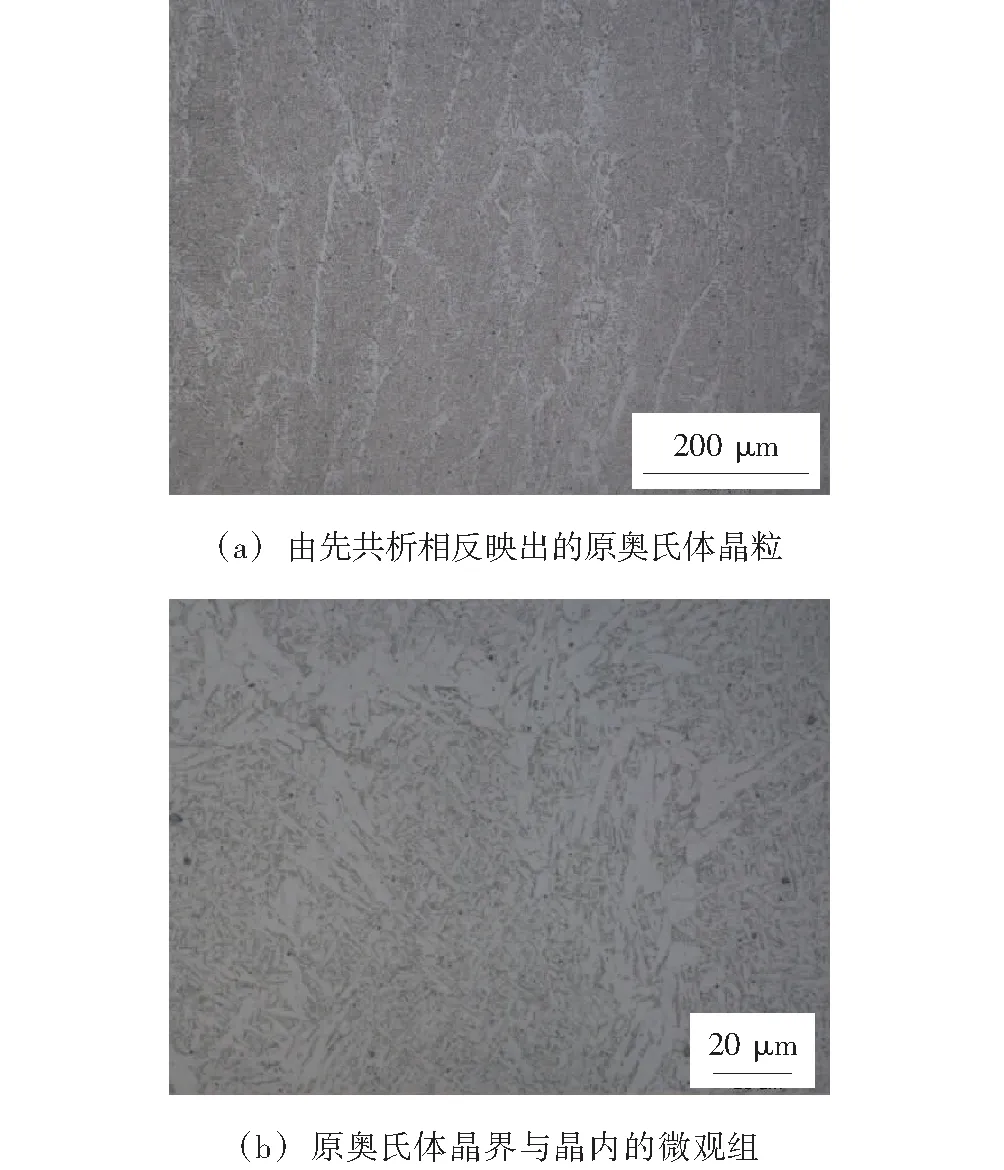
图6 凝固区域的微观组织
沿接头厚度方向对图5a与图5b所示的各区域在显微镜下观察,得到图7和图8中所示的组织形态,分别对应大填充厚度与小填充厚度获得的微观组织。其中,CG-HAZ主要为从晶界向晶内生长的细板条状无碳化物贝氏体;UACG-HAZ中主要为粗板条状贝氏体与少量粒状贝氏体;SCRCG-HAZ中主要是以针状和块状的铁素体为贝氏体铁素体的粒状贝氏体;IRCG-HAZ中主要是以准多边形状铁素体为贝氏体铁素体的粒状贝氏体组织。A参数下接头的组织见图7。其中,图7c、图7d、图7e为不同二次奥氏体化峰值温度下的IRCG-HAZ,二次奥氏体化峰值温度依次降低。在填充厚度较大的条件下,由于每道填充厚度的增加,热输入增量引起的IC-HAZ区域增加未能完全覆盖上一道焊缝产生的CG-HAZ,使得接头粗晶区亚区中的CG-HAZ重新出现在IRCG-HAZ和UACG-HAZ之间,如图7f所示。
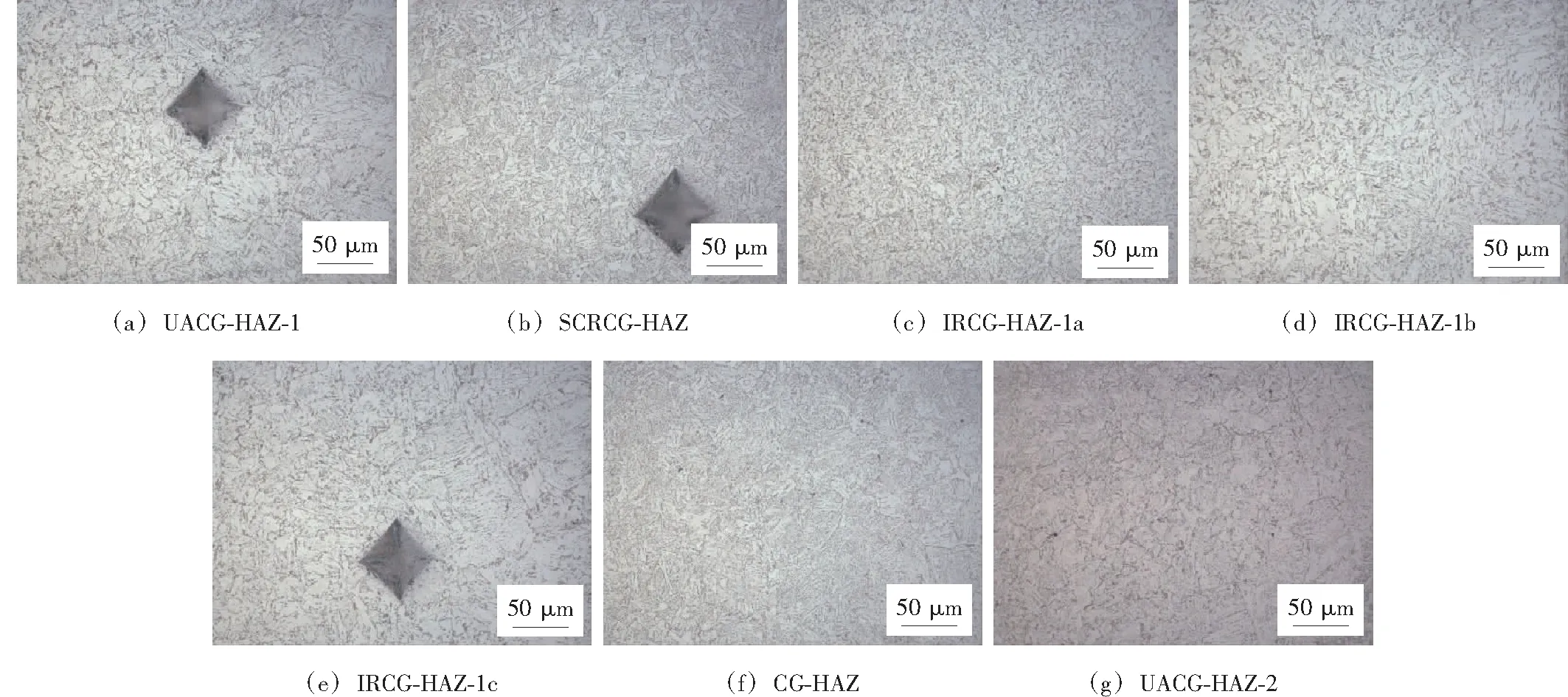
图7 A参数条件下接头粗晶区微观组织
B参数条件下接头粗晶区组织形态如图8所示,填充厚度较小时,热影响区的亚区沿厚度方向的变化体现为 UACGHAZ-SCRCGHAZ-IRCGHAZ-UACGHAZ-SCRCGHAZ。其中,图8a和图7b给出视场中的组织已比较接近,UACG-HAZ与SCRCG-HAZ的原奥氏体晶界轮廓尺寸差别已不大,晶内组织类型也大致相同。原奥氏体晶粒内部板条铁素体板条尺寸变小,逐渐出现块状铁素体与针状铁素体,UACG-HAZ与SCRCG-HAZ的原奥氏体晶界与晶内组织在此填充条件下不易区分。
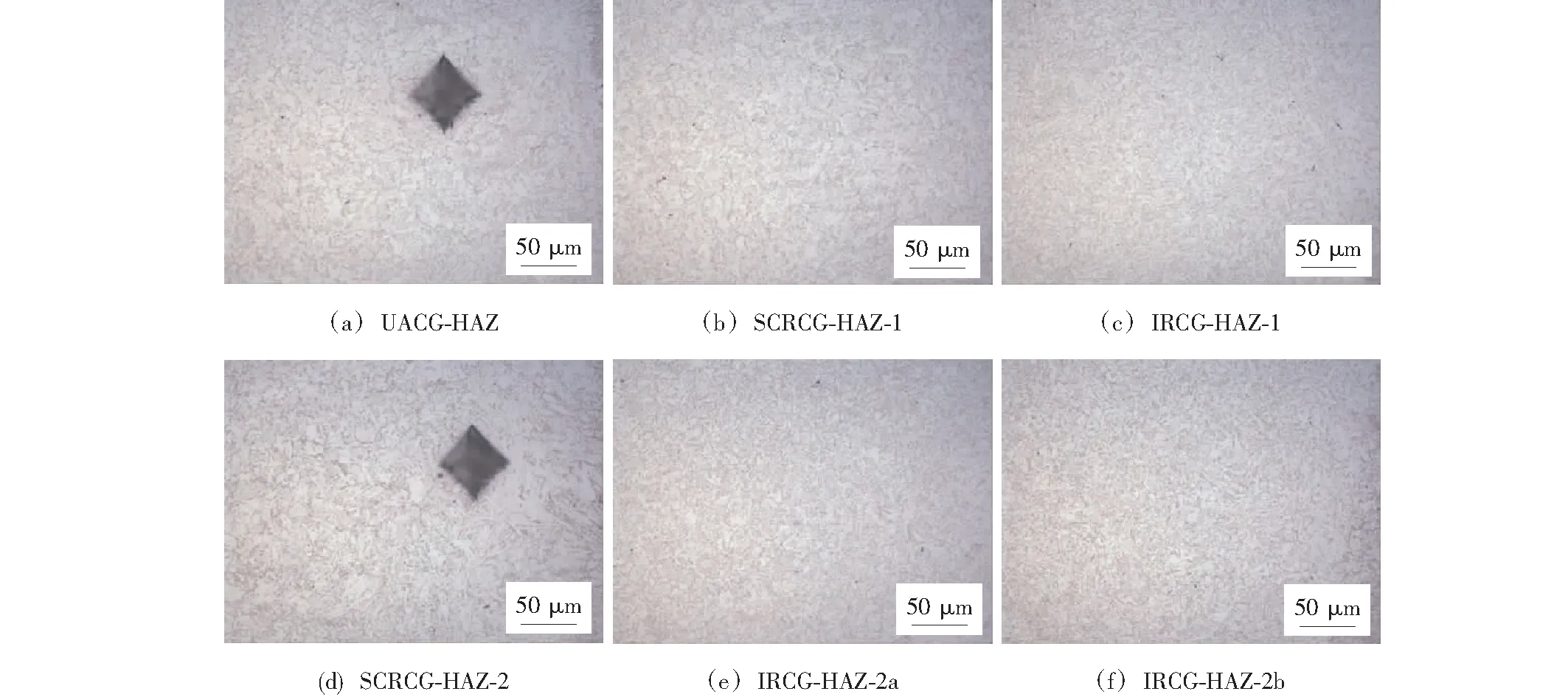
图8 B参数条件下接头粗晶区微观组织
2.3 EH40船用试板焊接接头力学性能
分别对2种参数条件下获得的接头进行拉伸试验与冲击试验。其中,拉伸试样厚度为30 mm,冲击试样按Sharpy V形缺口室温冲击试验标准加工。获得接头拉伸性能见表2,用于对比的母材与填充材料的拉伸性能见表3。拉伸件断裂位置均为母材,热影响区组织分布的变化并未对此厚度条件下的拉伸性能产生影响。从表4中数据可以看出,由于每一道焊缝与其产生的热影响区都会经历多次热循环,接头各处的冲击韧性存在一定程度上的损失,但表中所得冲击吸收能量均值高于41 J,仍符合中国船级社《材料与焊接规范》对于钢材冲击吸收能量的使用要求
由于窄间隙焊接热循环过程比较复杂,如前文所述,接头热影响区亚区的分布也存在近周期性的变化,为简单直观地反映厚度方向热影响区性能的分布,对2种焊接工艺条件下焊接接头进行硬度分析。硬度分析沿接头厚度方向采样,粗晶区采样点的中心选在距离熔合线0.2 mm的位置,测量结果如图9所示。

表2 2种参数获得焊接接头的拉伸性能
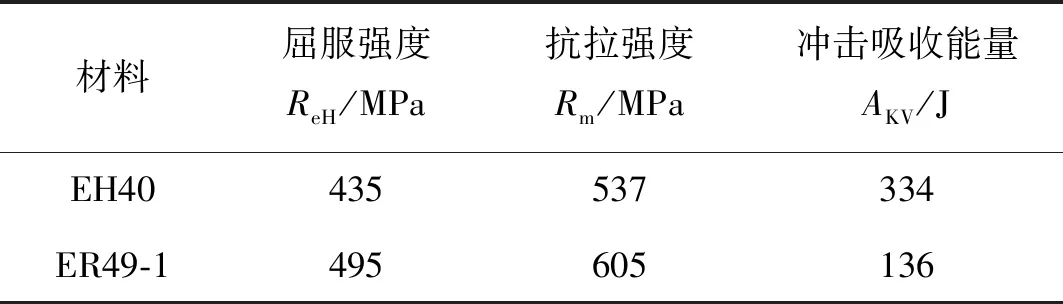
表3 母材与填充材料的拉伸性能
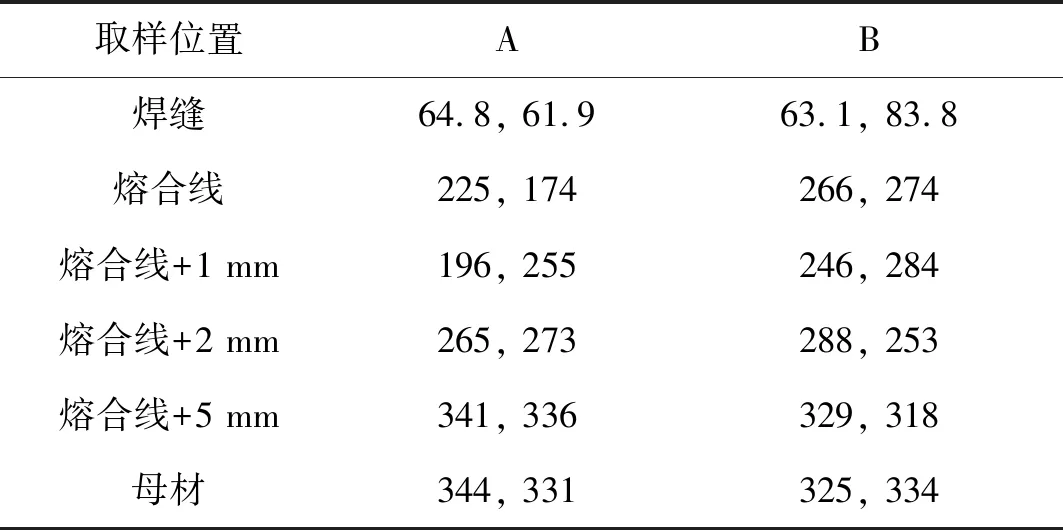
表4 焊接接头的冲击韧性 J
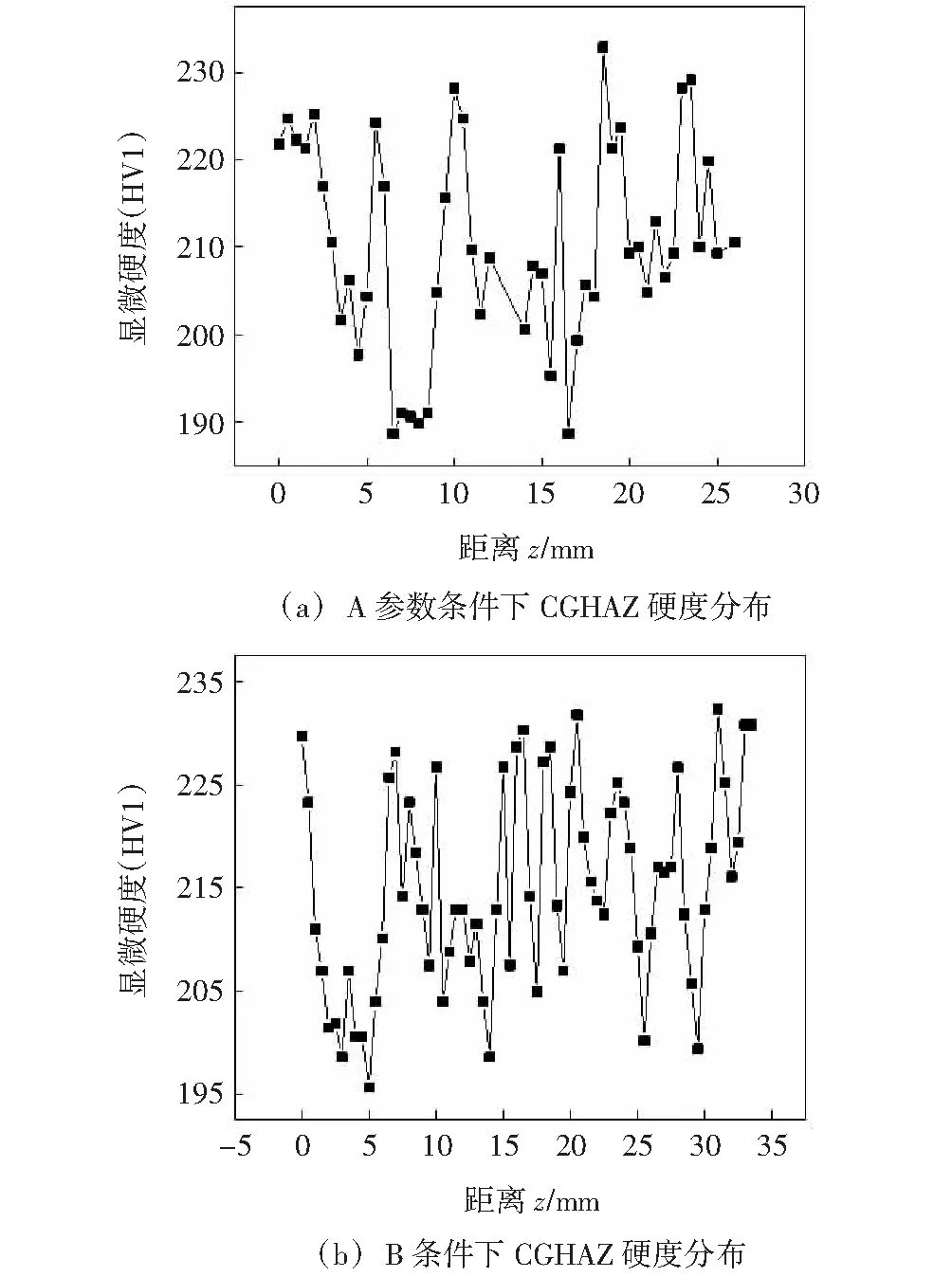
图9 2种参数条件下焊接接头的显微硬度
A和B焊接工艺参数条件下粗晶区的硬度分布见图9a和图9b,熔合线附近的硬度值在厚度方向上呈现出与前文所述热影响区亚区类似的近周期性变化,硬度波动的幅值约为40 HV1。A参数条件下硬度由峰值到谷值再到峰值的区间长度为5 mm左右,B参数条件下由峰值到谷值再到峰值的区间长度约为2.5 mm。A参数条件下粗晶区硬度每两个极值点之间的尺寸比B参数条件下接头粗晶区硬度峰值和谷值区域的尺寸大。这与2.1节中描述的大填充量条件下UACG-HAZ,SCRCG-HAZ,IRCG-HAZ区域尺寸高于小填充量上述亚区尺寸的现象相吻合。
3 结论
(1)采用摆动电弧窄间隙MAG焊对EH40钢进行窄间隙焊接能够获得成形良好的焊接接头。
(2)窄间隙MAG焊每道的填充厚度会对热影响区各亚区的尺寸及分布规律产生影响,热影响区各亚区在厚度方向上呈现近周期性的变化。填充厚度较大时,粗晶区各亚区交叠区域的尺寸变宽,在板厚方向上从UACG-HAZ到SCRCG-HAZ再到IRCG-HAZ再到重新产生的CG-HAZ;填充厚度较小时,热影响区各亚区的变化规律主要体现为SCRCG-HAZ到IRCG-HAZ。
(3)采用窄间隙MAG焊获得的EH40钢焊接接头拉伸性能并未发生损失;AKV值低于母材与填充材料;接头粗晶区的显微硬度在厚度方向上呈现近周期性的波动。
