大口径管道直管段制作技术应用
2020-10-28刘光年
刘光年,张 贺
(1.合肥水泥研究设计院有限公司,安徽 合肥 230051;2.合肥固泰自动化有限公司,安徽 合肥 230051;3.中国核工业第五建设有限公司,上海 200540)
0 前言
大口径管道由于其存在施工周期长,施工难度大,工程成本高等问题,再加上现场施工条件复杂多变,导致大口径管道采取工厂化预制再在现场安装很难进行,同时大口径管道的长距离运输也是一个比较棘手的难题。针对此难题,一般大口径工艺管道采取在项目现场附近预制场进行预制,然后运输到现场进行安装。因此,大口径管道制作是后续管道安装能否顺利完成的保证,也是整个项目能否顺利完成的关键环节。本文针对大口径管道制作存在工程量大、管径大、规格多、材质多样化等特点,提出一种新型优化管段分段技术和管段组对方案,重点论述大口径管道直管段制作的技术。
1 项目特点及难点
(1)本项目大口径管道约510 m,本工程中对大口径管道定义为管道公称直径≥1000 mm的管道),表1为本项目大口径管道数据。
(2)本项目大口径管道有以下特点:①管径较大,其中最大规格管子管径为3520mm;②管径规格多,管径范围DN1000~DN3500;③管道壁厚不统一,管道壁厚最薄的只有4 mm,最厚的有12 mm;④管道材质多样,主要由Q345B、316L、15CrMoG组成。上述四个特点决定了大口径管道制作难度较普通常规管道大很多。

表1 大口径管道数据一览表
(3)本项目大口径管道中直管段工程量较大,其焊接量占本项目大口径管道焊接工程量的80%,采购及运输困难(一般成品大口径管道管径为DN700~1 200 mm,而且工厂化生产及运输都比较容易);制作缺少相关技术资料和经验。
(4)怎样保证大口径管道直管段的制作质量,如何保证大口径管道直管段制作控制在允许偏差范围内,这些都是急需解决的技术问题,也是本文论述的重点。
(5)由于大口径管道管径较大,在安装过程中变形也会较大,所以对管件组对技术措施要求较高,对管道安装进度及焊接质量控制影响较大。
2 技术措施
(1)优化管段分段方案。依据设计图纸,对大口径管道施工图进行深化,对每趟管线的管段尺寸进行分解,优化管段分段制作方案,提高工厂化预制率。
(2)提高组对效率。本项目大口径管道管壁较薄,直管段在重力作用下很容易变形,造成管口椭圆度超标,因此在管道施工时,焊件组对焊缝间隙及错边量很难控制(错边量加大,焊缝容易出现未熔合缺陷),严重影响组对效率和焊接质量。
(3)可调式固定支撑法。为提高组对焊接的效率,结合施工现场实际情况,提出一种可调式固定支撑法,即先采取制作固定支撑,防止管道由于放置时间较长,在重力作用下变形量大,从而确保其形位公差符合标准;其次采用可调支撑(见图1),方便焊件组对时纠正变形;针对焊缝间隙及错边量的控制,依据现场实际,制作简单适用的管道焊口组对器(见图2)来控制焊件间径向间隙及轴向间隙。

图1 管道可调支撑图
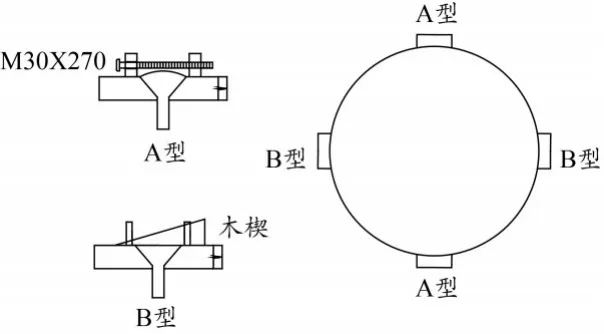
图2 管道焊口组对器
3 项目实施情况简介
(1)管段排版。为了减少材料损耗,在编制钢板采购计划时,要根据管段排版情况,确定合适的供货钢板规格。以管线AC-10001-128-K24为例:该管线管道直径为3 220 mm,经核算其周长为100111 mm,三段直管段长度分别为1 100,2 390,10040 mm,为了减少损耗,采购了5 500 mm×10200 mm、5500mm×2500 mm、5500mm×1100mm三种规格的钢板各两块,共六块钢板;管道进行排版后再放样下料,以保证管道的外形尺寸达到规范要求。号料和坡口的切割,采用半自动切割机及等离子切割机(图3)。

图3 半自动切割机下料
(2)优化的卷管技术。由于本项目大口径管道存在管径大、管壁薄的特点,为了避免钢板在卷制过程中发生较大变形,因此对原卷管机进行了改造,采用三辊卷板机,其过程是利用卷板机对板料进行连续三点弯曲。设备在进行卷板时,将板料放在上、下工作辊之间。上辊垂直升降,两下辊做旋转运动且相对于上辊轴水平移动。上辊下降时,板材在上下工作辊之间发生塑性变形而弯曲。下辊连续旋转通过板与辊之间的摩擦力带动钢板进、退,完成卷制。重点对管道纵缝接头部位,反复辊压,采用专用管道靠尺进行检查,以保证管道椭圆度达到规范要求,具体过程如下:
①预弯:卷板时平板两端各有一段长度由于接触不到上辊而不发生弯曲,称为剩余直边,工艺上将平板开始弯曲的最小力臂叫做理论剩余直边,其大小与设备结构及其弯曲形式(对称弯曲,不对称弯曲)有关。
②对中:对中的目的是使工件母线与辊筒轴平行,防止产生扭斜。
③卷圆:卷圆是产品成形的主过程,由于本项目管子管壁比较薄,因此采取一次进给的方式,以避免钢板卷制次数多导致钢板变形过大。
④矫圆:矫圆的目的是尽可能使整圆曲率均匀一致,保证产品质量。一般矫圆工序分三步:加载,根据经验或计算将工作辊调到所需的最大矫正曲率的位置;滚圆,将辊筒在矫正曲率下滚卷1~2圈,使整卷曲率均匀一致;卸载,逐渐卸除载荷,使工件在逐渐减少的矫正载荷下多次滚卷。
制作部分胎架,以便将预制完的钢板按照不同规格、位置编号摆放在胎架上,防止预制好的管壁板发生变形。
(2)“米”型支撑固定法。大口径管道直管段的组对就是将卷制好带有一定弧度的钢板通过相关步骤组对成一段直管段,具体步骤如下:
①在预制场内用混凝土浇筑10 000 mm×100000mm×50mm的预制平台,然后在预制平台上面铺设50000mm×5 000mm×8 mm的钢板,钢板平台的表面一定要水平,表面水平误差不超过5 mm;将钢板周围进行固定,防止纵横向发生位移;在组装平台上依据管道直径制作槽钢胎具,胎具上表面用水平仪找平,相邻两个的高差≤1 mm,其余高差≤2 mm。画出管道外径圆周线,焊好定位板。
②管道组对前,对管口周围15mm范围内的内外表面油漆、锈、毛刺等污物清理干净,并按规范或设计要求制作坡口,然后打磨坡口及坡口周围150mm范围,使其露出金属光泽。环焊缝距支架净距要大于200mm。
③按排版图分别利用吊车吊装各单片,利用夹具固定,利用加减顶丝调整错边量,测量直径、周长、椭圆度、上口水平度,满足要求点焊固定,在内口上下利用钢管打好“米”型支撑固定,见图4。

图4 米字型支撑布置图
④每一条立缝内侧,焊接4~5块防变形弧板。
⑤管壁采用组对夹具,避免或减少点焊临时卡具。管壁两端应平齐,错边量≤1.5mm;用大锤敲打找圆时,必须加垫板,锤痕深度≤0.5mm。
(3)管段的组对。为了减少安装的工程量,更好的保证施工质量,在管段预制完成后,根据具体情况,将合适的直管段与直管段或者直管段与管件进行组对,具体步骤如下:
①组对时,在上内或外侧约每隔500mm焊接一块定位板,再将上面直管段吊放上去,见图5,在对口处每隔500mm放一块间隙板,间隙板的厚度应以保证对口间隙为原则,同时上、下两圈直管段的四条方位母线必须对正,其偏差不得大于5 mm;
②用调节丝杠调整间隙,用卡子、销子调整对口错边量,使其沿圆周均匀分布,防止局部超标,符合要求后进行定位焊;
③筒节组对后内部要加支撑,增加刚性、防止变形。

图5 现场组队图
4 结语
通过对大口径直管段管道制作过程中技术研究,同时在施工方面进行合理规划,保证管壁组对完成后使单个直管段的椭圆度达到规范要求,偏差控制在2~3mm内;同时本项目的大口径管道预制焊接质量检验采用超声波探伤,一级为合格,现场安装为射线拍片;由于在预制阶段很好的控制住了椭圆度,使安装对口质量也控制在范围内,焊接质量也得到了保证。
该工程比合同工期提前15天完成。经过在该项目的实践,为后续大口径管道制作、安装积累了一套经济有效、可操作性强的工艺方法。同时该方法具有创新性、实用性、可靠性等优点,在工程建设的许多领域,具有推广应用价值。
