电缆组件室温硫化工艺技术研究
2020-10-27王宗伟
王宗伟

摘 要
室温硫化硅橡胶具有良好的耐高温、耐低温、柔软性、耐磨性和密封特性,且用其制作的电缆组件表面光滑、光洁,外观美观,有很广的市场前景。本文通过理论和实验相结合,分析了影响电缆组件硫化的关键因素,主要针对电缆组件硫化中的胶液选型、线束制作、灌注方式、二次硫化、补胶措施等进行了工艺方法研究和相关试验验证,为电纜组件硫化工艺技术攻关奠定了基础。
关键词 电缆组件、室温硫化、同心度、线束
1 引言
在电缆组件生产加工时,面对的是各种结构和导线的导线组合,使得电缆的外形尺寸各不相同,传统的做法是在电缆外穿套各种护套,有锦纶丝护套、橡胶护套、缝制的护套等等,但随着对电缆组件外观要求和其他性能(如密封性、柔软性、耐磨性、耐温性等等)的不断提高,这种传统的做法越来越难以满足市场需求。而直接选用市场上的成品线缆,难以找到合适的型号规格,多数需要定制,不仅成本高、周期长,而且分叉处和连接器根部很难处理。本文对目前电缆组件生产中低温硫化工艺方法进行摸索,使得生产出的电缆组件能满足整体性好,表面光滑、光洁,柔软性、耐磨性良好,具有好的抗撕裂性和密封性,以及好的耐温性和绝缘性,同时能适应各种不同的电缆结构和导线组合,方便批量生产。
2 硫化工艺
硫化工艺是指在一定的温度、时间等作用下,使硅橡胶大分子发生化学反应产生交联, 使未经硫化的胶料转变为硫化胶,从而赋予硅橡胶各种宝贵的物理性能。室温硫化硅橡胶是以分子量较小的聚硅氧烷为基础胶,在交联剂和催化剂的作用下,在室温或稍许加热下硫化为弹性体,具有良好的耐高温、耐低温、耐老化和良好的抗震、耐冲击以及密封特性。电缆组件硫化是指通过一定的工艺方法在电缆组件的线束外层裹覆一层橡胶,对线束中的导线起到保护作用,并赋予电缆组件硅橡胶的优异性能,同时满足使用性能和外观质量要求。
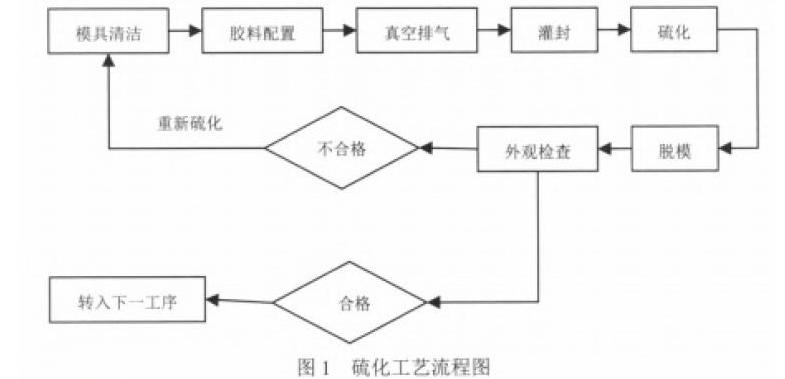
2.1 硫化工艺流程
电缆组件硫化工艺流程主要包括了灌封前的准备工作,灌封中的胶料配置和注胶以及灌封后的成型及外观检验等(如图1所示)。同时由于每次硫化长度限制,对于长线束需进行分段硫化,其流程基本相同。
2.2 硫化难点
2.2.1同心度:在电缆组件硫化中,由于线束是柔性材料,自然状态下呈弯曲状,但硫化时我们要保证其与模具有较好的同心度,使得线束处于模具中心,这样硫化后的线束外层的硅橡胶厚度均匀,一致性好,不会发生漏线现象。
2.2.2气泡:硫化是硅橡胶发生化学反应的过程,会产生大量的气泡,不仅需要真空排气,而且在注胶时要严格控制,避免产生气泡,注胶时应匀速不间断的注胶,同时保证注射针头不漏出注胶面。而且模具设计时应考虑设置排气孔,以使注胶时将腔体内的空气排出,也利于排出固化过程中产生的气泡。
3 试验验证
3.1 胶料验证
电缆组件硫化最为关键的就是硫化橡胶,要保证电缆组件硫化后整体性好,具有橡胶的优良性能,选择合适的硫化硅橡胶尤为重要,现在市面上的硫化硅橡胶种类繁多,性能各异,通过大量的资料查阅和市场调研,从中筛选出四种胶液进行对比试验,最终确定采用HY-E620加成型硫化硅橡胶能满足要求。
3.2 线束制作
要使硫化后的线束有较好的柔软性,就要使的线束本身具有一定的柔软性,由于电缆组件所用导线型号种类多、导线硬度不一,在线束制作时就需考虑制作线束的柔软性;硫化时应控制线束与模具的同心度,使得线束成为一个整体,避免绷直时,个别导线单根受力;线束线径应尽可能小、粗细均匀,无凸起凹坑等。
为满足上述要求通过多种工艺方法进行对比验证,方法一:间隔绑扎成束;方法二:导线自然绞合后缠生料带;方法三:导线理顺,平行排列。试验证明三种方法各有优缺,实际应根据线束中导线的类型选择,一般情况下,对普通导线采用自然绞合后缠生料带的方式较好。
3.3 灌注方式
注胶时需将腔内的空气排出,避免腔体里的空气形成气泡或缺胶等缺陷。采用倾斜式或垂直式从下往上的注胶方式,有利于排出腔体内的空气,更便于判断胶液是否注满。
倾斜式灌胶是采用专用夹具,使得线束与模具同心并固定,后将夹具倾斜(约15°以上)放置,再从低处的注胶的方式。模具上应间隔设置排气孔,同时可作为观察孔,注胶时当排气孔中有胶液漏出时,需迅速将该排气孔封堵,直至最后一个排气孔有胶液漏出则注胶完成,注胶不能中断,应一次性完成胶液注射。
垂直式是将线束和模具垂直固定,可在线束下端加一重物,利用重力使得线束绷直,并取得较好的同心度。注胶时可分多次灌注,但间隔时间不能超过胶体固化的时间。
这两种灌胶方式各有优缺点,垂直式只能灌注圆形的线束,特别适合长度较长圆形线束硫化,整体性较好,但对于扁平线束或异型(如连接器尾端和线束分叉处)则不能满足,而倾斜式由于采用模具,因此可以适用于各种形状,缺点是硫化长度受限,对于较长导线则需分段硫化,整体一致性不好。因此在实际硫化时要根据电缆组件的特点综合考虑,选择合适的硫化方式。
3.4 二次硫化
长线束硫化时特别是采用倾斜式灌胶方式时,受模具限制往往不能一次性灌注完成,需要在第一次灌胶固化后,进行二次硫化,因此两次硫化衔接面的黏合度的好坏直接影响整体灌注效果。为保证两次端接面有很好的黏合度,两次硫化时间间隔越短越好,同时可在端面涂抹粘合剂,使得两次硫化的端面能很好的黏合,整体性较好。
3.5 补校措施
线束硫化后,总会有这样那样的缺陷,对产生的气孔、局部缺胶或拆模时碰伤等缺陷,需要进行补校处理,大的缺陷可采用聚氨酯薄膜包缠在缺陷处,再注胶,补校前可在缺陷处涂抹粘合剂;小的缺陷可直接用胶液涂抹。
4 产品硫化
在确定了胶液牌号、线束制作工艺和注胶方式后,对某型号电缆组件进行室温硫化。该电缆组件是4头电缆,线束导线由单线、双绞屏蔽线和CEC线组成,规格种类多,特别是有CEC线使得线束较硬,连接器有J16F、J30J和J18A型,规格多、连接器尾部形状不一,给硫化带来了很大的难度,具有代表性。
对单线和双绞屏蔽导线的线束采用自然绞合缠绕生料带的方式制作,对有CEC线的线束则采用平行排列缠绕生料带的方式制作。线束灌注方式均采用垂直注胶方式,硫化胶采用AB组分HY-E620加成型硫化硅橡胶,配比A:B=1:1,固化时间4h。连接器尾端和分叉处则采用模具倾斜式注胶方式,其他与线束灌注一致,硫化后的电缆组件见图2所示。
5 结论
本文主要通过大量试验验证和理论分析,对电缆组件室温硫化工艺方法进行阐述,对硫化中的关键点和控制方式进行重点论述,最后采用倾斜式注胶和垂直式注胶两种方式结合,并利用二次硫化、补校等措施完成了某型号4头电缆组件的硫化制作,为电缆组件硫化工艺技术攻关奠定了基础,积累了丰富的经验。
