钾肥生产过程中氯化钾收率的影响因素和提升要点
2020-10-27梁玉平
梁玉平
(青海盐湖工业股份有限公司,国家盐湖资源综合利用工程技术研究中心,青海省盐湖资源综合利用工程技术研究中心,青海 格尔木 816000)
反浮选—冷结晶生产氯化钾的工艺过程主要包括浮选、结晶、再浆洗涤三个操作单元,三个操作单元都会造成不同程度的氯化钾损失。其中,结晶过程的氯化钾收率相对较低。
1 浮选单元氯化钾损失分析
浮选单元将采矿系统输送的原矿稳流后加入浮选药剂除去绝大部分杂质NaCl并将低钠光卤石输送至结晶单元。该单元作业过程中KCl损失点主要有3个,一是原矿振动筛筛上物挟带,原矿振动筛的主要作用是过滤除去原矿中部分颗粒较大的NaCl及其它颗粒较大的固体杂质,筛分过程中颗粒较大的光卤石会随筛上物被筛除,造成氯化钾损失;二是浓密机(包括原矿浓密机和低钠浓密机)溢流浮选尾盐挟带,浓密机溢流中主要含有饱和卤水和少量固相,液相及固相中挟带部分氯化钾,造成氯化钾损失;三是尾盐中绝大多数是浮选出来的氯化钠颗粒,但也会不可避免地夹带少量光卤石。
1.1 原矿质量影响
氯化钠含量的影响。钠浮选药剂有一定的浮选能力且只能浮选一定粒径范围的NaCl颗粒。原矿中氯化钠的含量控制不当会造成浮选负荷增大(图1、图2),有研究证明钠浮选药剂对粒度在0.2 mm~0.4 mm之间的光卤石矿吸附效果最佳[2]。原矿中氯化钠大量带入造成浮选系统压力增大,甚至对产品质量造成较大影响,图1为挑取的部分时段,部分采区原矿中NaCl含量数据图,在此时段中浮选收率明显下降。
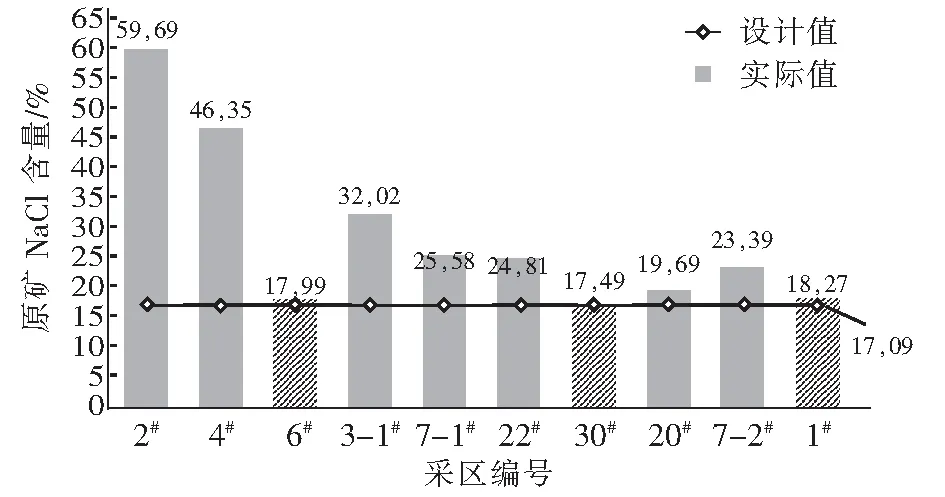
图1 部分时段不同盐田采出原矿中氯化钠含量Fig.1 Content of NaCl in raw ore from different salt fields in some periods

图2 部分时段浮选工段作业回收率Fig.2 Recovery rate of flotation section in partial period
大颗粒光卤石占比影响。当光卤石矿粒度在0.8 mm以上的占比过大时,会增大原矿振动筛的负荷同时造成筛上物中带走大量的氯化钾[2]。
1.2 浮选药剂影响及浮选泡沫质量影响
药剂浓度影响。浮选药剂的浓度在90%,矿浆浓度在35%时,氯化钠捕收效果最好[3]。
浮选泡沫质量影响。浮选泡沫中氯化钾含量是控制氯化钾损失率的要点之一。年生产能力为100万t氯化钾的装置在生产过程中,浮选尾盐瞬时流量可达到5 700 t/h,浮选尾盐中氯化钾含量每上升1%会造成氯化钾损失量达57 t/h。
2 结晶单元氯化钾损失分析
原矿经浮选除去大部分NaCl后得到低钠光卤石,进入结晶器对低钠光卤石再进行分解结晶,除去氯化镁后得到粗钾产品。
影响结晶单元氯化钾收率的主要因素有以下几个方面。
2.1 低钠光卤石中氯化钠残留量影响
浮选后低钠光卤石中的氯化钠很难再在后系统中除去,只有通过用淡水溶解的方法降低氯化钠含量,但淡水的加入会造成大量氯化钾固体被溶解至液相,造成氯化钾损耗增大,氯化钾收率大幅度下降。图3为部分时段低钠光卤石中氯化钠含量及加工系统氯化钾收率对比图。
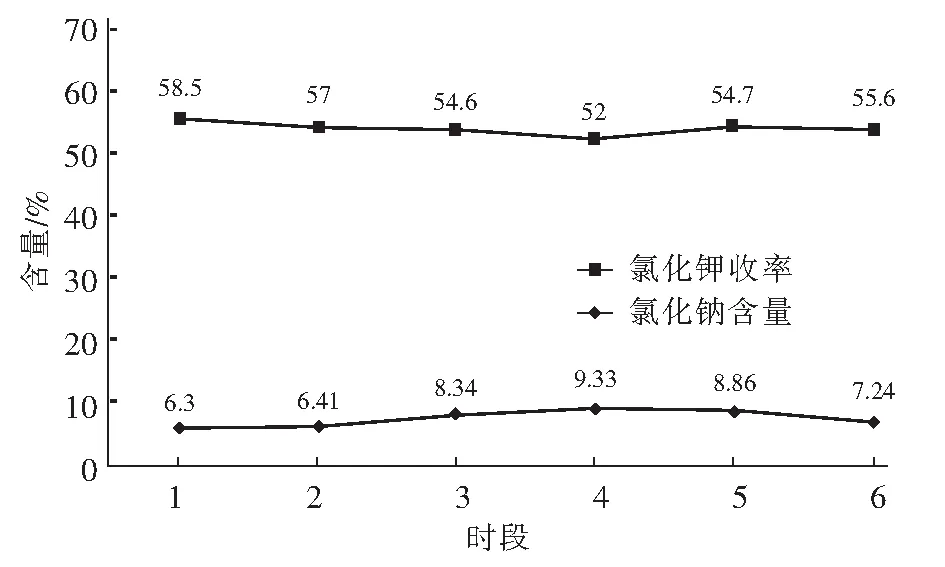
图3 低钠光卤石中氯化钠含量及氯化钾收率对比图Fig.3 Comparison of sodium chloride content and potassium chloride yield in low sodium carnallite
2.2 分解结晶过程影响
分解结晶过程是氯化钾加工最关键的技术环节,是对氯化钾收率影响最大的加工环节,然而多年来, 生产中主要是以得到产品为目的, 而对结晶过程考虑不多,因此,生产过程存在着回收率低, 产品质量不高, 能耗高等问题。
对分解结晶过程影响主要因素有过饱和度、分解速率、成核速率等,可以通过增大进料流量、调节分解液(MgCl2溶液)浓度等方式提高分解结晶作业过程收率。
实际生产过程主要控制指标为分解液浓度(29.8 °Be′~31.5 °Be′)[5]。生产中要尽可能保证分解液浓度,过低会造成光卤石分解不彻底,过高会易发生爆发成核现象,形成细小的氯化钾颗粒,在洗涤过程中溶解到液相中,造成氯化钾损失(图4)。
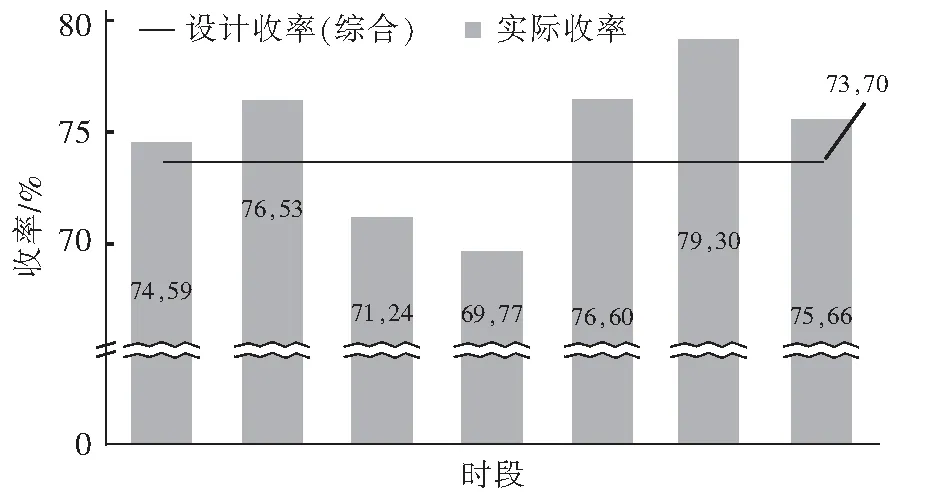
图4 部分时段分解结晶单元氯化钾收率Fig.4 Potassium chloride yield of partial time decomposition crystallization unit
生产过程中,主要通过监测进矿量和浆料波美度来控制矿水比和出料流量来控制分解结晶效率。
3 再浆洗涤单元
再浆洗涤单元是将分解结晶后的浆料经洗涤、离心分离后将得到的精钾输送至干燥包装单元(干包车间)。再浆洗涤的主要作用是分解结晶未能在结晶罐中分解完全的部分光卤石和用淡水溶解除去部分氯化钠,提高精钾产品质量。
影响再浆洗涤作业收率的因素主要有以下几个方面。
3.1 再浆洗涤罐搅拌能力
通过再浆洗涤除去氯化钠的过程中,要想除钠效果更好且KCl损失降到最低,需要补充的非饱和溶液和浆料在更短时间内充分接触,所以必须保证再浆洗涤搅拌充分。
3.2 加水量对再浆洗涤的影响
已总结出洗涤加水量经验计算公式,可以在粗钾中NaCl、MgCl2含量变化时,可以在一定程度上及时、有效的调整洗水量,在保证钾损失最少的情况下,实现氯化钾的高产量和高质量[6]。经验公式为:洗水量%=3.15WNaCl%+1.8WMgCl2%再浆洗涤过程所加水为淡水,淡水在溶解NaCl、MgCl2的同时必然会溶解部分KCl,必须严格控制再浆洗涤过程中的加水量,否则会造成大量的KCl随液相排出,造成KCl过量损失。
4 提升加工过程收率的要点
综上所述,反浮选—冷结晶法生产氯化钾加工过程中提升氯化钾回收率的要点有以下几个方面。
(1)原矿的质量和流量稳定。要尽可能保证从盐田采出的矿的流量、质量稳定。稳定的流量和质量可以使得加工过程各个环节稳定运行,避免因浮选药剂用量、加水量调整不及时造成的氯化钾损失。
(2)浮选药剂浓度、用量控制。必须严格控制浮选药剂的用量和浓度,确保浮选作业最大限度地除去NaCl,减小后系统处理压力。
(3)分解结晶过程分解液流量及浓度控制。分解结晶过程中必须将分解液的浓度控制在最佳范围之内,避免因光卤石分解不彻底或形成过多氯化钾细晶而造成氯化钾收率降低。
(4)再浆洗涤过程淡水量控制。要严格控制淡水加入量,实时监控粗钾组分,及时调整淡水加入量。
5 结语
总之,必须要严格把控各个生产加工环节,从技术上、管理上做到精细化生产管理,做到精益求精,才能将生产过程损耗降到最低,最大限度地提升氯化钾收率,降低生产成本。
