某反动式转子末叶锁紧螺孔加工方法探究
2020-10-26杨洋崔颖李蒙军黄俊杰王彪
杨洋 崔颖 李蒙军 黄俊杰 王彪


摘要:通过对某型反动式汽轮机转子末叶锁紧螺孔的结构及特点进行细致分析,针对该型锁紧螺孔加工过程中存在的问题,制定了相应的工艺解决方案,保证了该锁紧螺孔的顺利加工,能满足该螺孔加工的精度、稳定性等要求,为其他类似末叶锁紧螺孔的加工提供了参考。
关键词:汽轮机;转子;末叶;锁紧螺孔
0 引言
汽轮机转子是汽轮机设备的核心部件,在转子上各级叶片的装配过程中,重要的一个步骤就是封装末叶片,其中一种反动式叶片的末叶锁紧型式为螺纹锁紧,锁紧螺孔的加工质量直接影响到转子的加工质量和整机的安全性能。该型末叶片安装后需要在末叶与转子的骑缝位置加工螺孔,以便安装锁紧螺钉并锁紧末叶片。骑缝位置的锁紧螺钉如图1所示,锁紧螺钉安装示意图如图2所示。这种锁紧螺孔安装在骑缝位置且与转子轴向呈一定角度,螺孔规格通常在M16以下,需采用手动攻丝;反动式转子各级之间开档距离较小,操作空间狹窄。除此之外,若动叶片叶身长度较长,加工螺纹底孔和螺纹时,就需使用长径比较大的刀具或采用红套接长杆等措施对刀具进行加长,刚性较差。常规的螺孔加工方法在精度控制、加工可靠性上很难满足该锁紧螺孔的加工要求。因此,需要采用一种科学合理的锁紧螺孔加工工艺方法,以满足上述加工需求。
1 加工技术难点
(1)斜螺纹孔为骑缝螺孔,且末叶和转子锁口间存在间隙,如何在加工螺孔底孔时,准确地定位底孔,防止底孔偏斜为其中一个难点。(2)反动式末叶螺孔有多种规格,且叶片长短不一;转子各级之间空间距离狭小,操作不便等,对螺孔的攻丝造成极大困扰。若钳工操作不当,可能会导致丝锥断裂,在螺孔内无法取出。如何保证钳工能稳定、高效地将螺纹攻出为另一难点。
2 锁紧螺孔加工过程
锁紧螺孔加工工艺方法如下:
2.1 找正
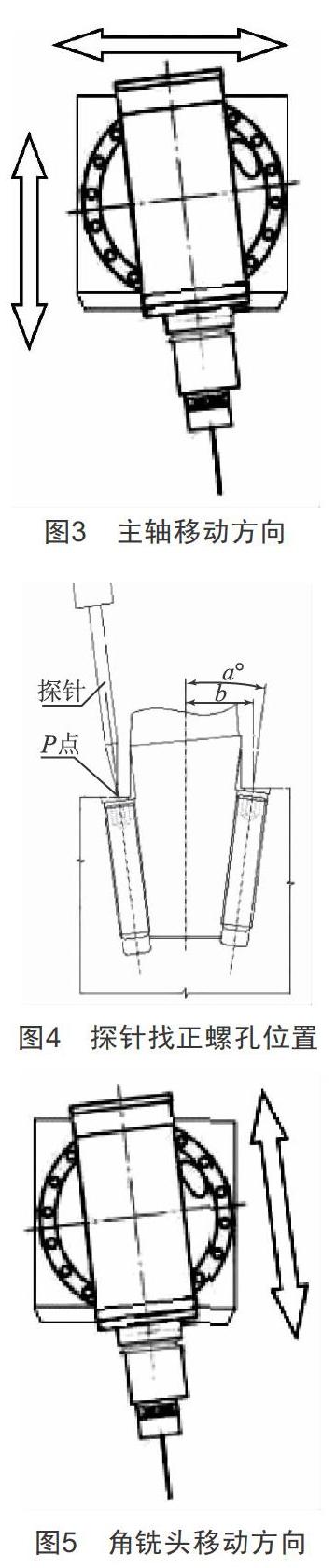
(1)将转子垂直于镗床主轴放置在工作台上,盘动转子,使锁紧螺钉位置P点垂直向上处于12点钟位置,压紧转子。(2)镗床角铣头根据设计图纸偏转a°。(3)角铣头夹持探针,a°不变,移动镗床主轴,如图3所示,使探针尖点与P点重合,如图4所示,锁定坐标系,使角铣头只能沿a°上下移动,如图5所示。
2.2 钻孔
2.2.1 加工沉孔
沉孔的作用为加工螺纹底孔时使钻头钻尖垂直于加工表面,各切削面受力均匀而不产生偏移。
2.2.2 加工引导孔
锁紧螺孔位于叶片中间体与转子体之间的骑缝位置。由于加工的刀具均为大长径比的细长杆,刚性较差。直接钻孔时,若钻尖与接触面受力不均易导致螺孔角度产生偏差,偏差较大时甚至会导致钻头断裂。为使钻孔时钻头能定心,需在钻孔之前加工一个引导孔,如图6所示。
2.2.3 钻螺纹底孔
沿a°移动角铣头主轴,加工螺纹底孔至设计深度。
2.3 攻丝
手动攻丝时,由于转子级间的空间限制,操作极不方便,钳工攻丝时需采用大长径比的细杆接长加工,且螺纹孔与转子轴向呈一定角度布置。攻丝时的转动力矩较大或方向偏差超过一定限度时,会造成丝锥断裂的严重后果。
本工艺方法采用人机结合的方式,最大限度地保证钳工手动攻螺纹时,丝锥受力均匀,导向准确,避免工人由于操作失误等因素造成丝锥断裂,影响产品质量。
本工艺方法使用的专用攻丝工装结构如图7所示。件1为套管,由镗床角铣头夹持,与接长杆上部间隙配合使用。件2为弹簧,提供较稳定的沿着接长杆的压紧力。件3为扳手,扳手内四方与接长杆配合,钳工手工扳动,提供丝锥周向力。件4为接长杆,与丝锥通过转换套连接。件5为转换套,其上部与接长杆配合,下部套接丝锥柄部。件6为标准规格丝锥。
专用攻丝工装的使用方法:
(1)镗床角铣头钻完螺纹底孔后按a°退出。(2)夹持攻丝工装件1并沿a°下压,直至底部丝锥与螺纹底孔孔口接触。(3)角铣头继续缓慢下压,压缩弹簧,给丝锥提供适当压紧力。(4)钳工手动盘动扳手,丝锥攻丝。(5)攻丝攻至设计深度后退出,换二锥,重复步骤2~4。
至此,该锁紧螺孔加工完成。
4 结语
本文介绍了一种汽轮机转子末叶锁紧螺孔的加工方法,该工艺方法已在多种型号的汽轮机转子制造中得到实际使用,工艺流程科学、合理,能很好地满足锁紧螺孔的加工要求,并且操作简便,易于掌握,所用工装结构简便,方便制造,具有较高的推广应用价值。
收稿日期:2020-09-07
作者简介:杨洋(1986—),男,湖北天门人,工程师,从事工业汽轮机转子制造及装配工艺研究工作。
