企业技术创新可以无处不在
2020-10-26李皓
李皓
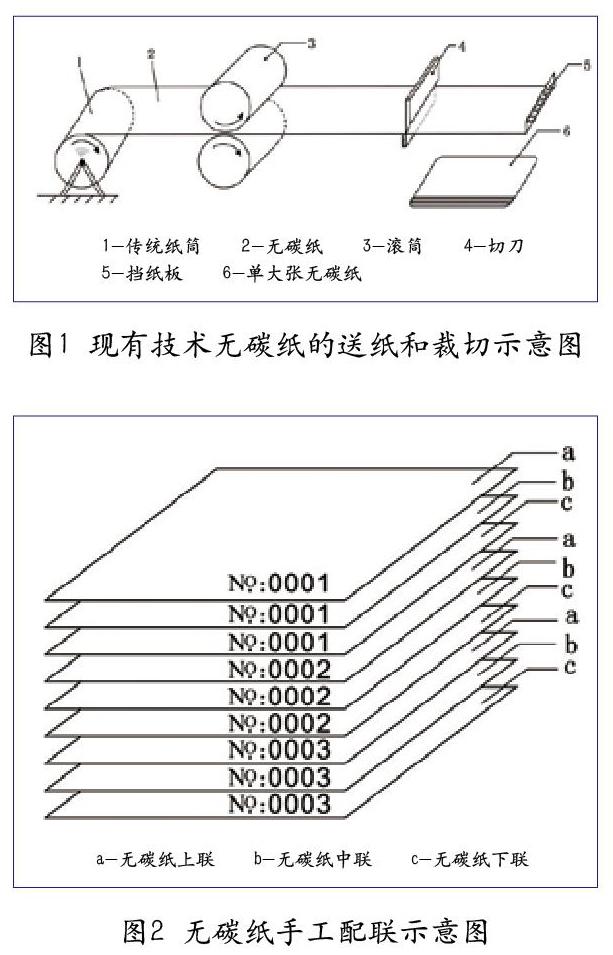
在传统多联票据生产工艺中,印刷厂要花费很多人工进行配联。以三联无碳纸票据为例,传统的无碳纸印刷工艺通常是先把各包装的上纸、中纸、下纸,分别依次在切纸机上裁切下来,按上纸、中纸、下纸的类型分类叠放,分别上机印刷,然后经过人工配联,手工从3类纸中各取出一张。叠放次序从上至下依次是上纸、中纸、下纸,如此反复叠放,经过装订工序加工成册,过程如图1和图2所示。这种手动的“人工配联”程序效率低下,容易出错,并且因手抓压力,易使无碳纸显色,产生手印或划痕,导致产品品质降低。
由于传统无碳纸多联票据生产工艺流程需花费大量人工并容易产生缺陷,为克服现有技术的不足而开发了无碳纸自动配联装置,目的在于提供一种无碳纸自动配联生产工艺解决方案,以降低生产成本,提高工作效率和产品质量。
无碳纸自动配联装置的基本工艺原理是,先采用自下而上压合的顺序将空白无碳纸最上联至最下联反向层压在一起,层压后裁切成大张无碳纸,利用旋转盘或履带式托盘将裁切部件与印刷部件实现自动联接后,再逐张进行印刷,印刷后自动将多联无碳票据的顺序自下而上调整为无碳纸下联至上联,即自动转换为多联无碳票据的正常顺序,实现自动配联。
新型无碳纸自动配联装置的生产部件,包括送纸部件、切纸部件、印刷部件。其中,印刷部件还包括缺纸检测器。
送纸部件包括多个纸筒和至少一个滚筒,每个纸筒设有成卷的无碳纸,各联无碳纸通过滚筒层压在一起,自下而上的层压顺序为无碳纸最上联至无碳纸最下联。切纸部件包括切刀和大张纸架,切刀用于将层压在一起的多联无碳纸裁切成大张多联无碳纸,大张纸架用于置放大张多联无碳纸。大张纸架设有两个或多个,大张纸架相对称地固定在有电机动力的旋转机构上。印刷部件与大张纸架联接,包括印刷滚筒和叠纸架,印刷滚筒用于印刷无碳纸,叠纸架用于存放印刷后的无碳纸,叠纸架中无碳纸联单自下而上的顺序为无碳纸最下联至无碳纸最上联。印刷部件还包括缺纸检测器。如大张纸架为旋转式,缺纸检测器设于旋转盘的印刷滚筒一侧,缺纸检测器检测到无纸时,停止裁切多联无碳纸,旋转盘旋转半圈,切换二个大张纸架。如大张纸架为履带式,缺纸检测器可设于印刷滚筒进纸的那一侧,缺纸检测器检测到无纸时,停止裁切多联无碳纸,履带式托盘在牵引机的牵引下前进一个工位。
为了能更充分理解本实用新型的技术内容,下面结合三联无碳纸的具体实施例对本实用新型的技术方案进一步介绍和说明。
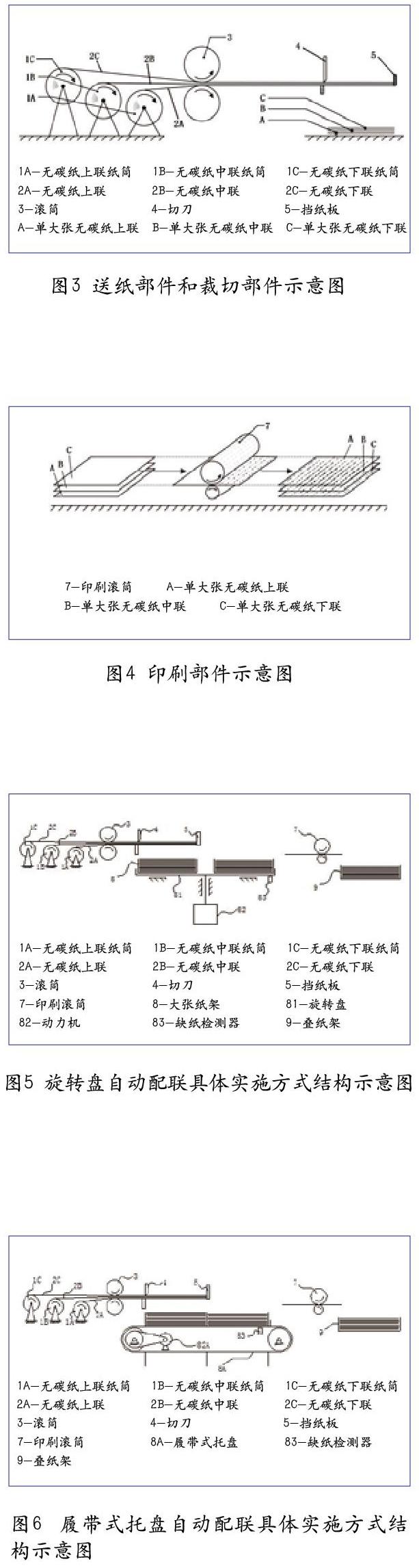
在实用新型技术方案的具体实施实例中,无碳纸自动配联装置送纸部件包括3个纸筒1A、1B、1C和一个滚筒3,每个纸筒设有成卷的无碳纸(包括无碳纸上联2A、无碳纸中联2B和无碳纸下联2C),3张无碳纸于滚筒3处层压在一起,无碳纸自下而上的层压顺序为无碳纸最上联至无碳纸最下联。切纸部件包括用于将层压在一起的多联无碳纸裁切成大张多联无碳纸的切刀4和用于置放大张多联无碳纸的大张纸架(图3中未示出)。
印刷部件包括用于印刷无碳纸的印刷滚筒7和用于存放印刷后的无碳纸的叠纸架9,叠纸架9之无碳纸自下而上的顺序为无碳纸最下联至无碳纸最上联。印刷部件包括用于印刷无碳纸的印刷滚筒7和用于存放印刷后的无碳纸的叠纸架9(如图5和图6中所示);叠纸架9之无碳纸自下而上的顺序为无碳紙最下联至无碳纸最上联。图3和图4所示的为裁切与印刷分开的结构说明,这种装置,占用厂地小,适合于小批量印刷,大张纸架起到存放和中转无碳纸的作用,大张纸架需要多个,存在增加成本的缺点。
如图5所示为一种优选实施方式,增设了一个旋转盘81,二个大张纸架8相对称地固定在旋转盘81上,旋转机构联接有动力机82。还设有用于检测纸张的缺纸检测器83,缺纸检测器83设于旋转盘81的印刷滚筒一侧,缺纸检测器83检测到无纸时,停止裁切多联无碳纸,旋转盘81旋转半圈,切换二个大张纸架的位置,以此实现切纸与印刷的连续工作,实现自动配联(每次大张纸架堆放的无碳纸数量可以是500份或1000份)。
如图6所示为另一种优选实施方式,大张纸架为与牵引机82A联接的履带式托盘8A,图中的实施例设,4个由履带用隔板分隔而成的托盘,也设有缺纸检测器83,缺纸检测器83设于印刷滚筒进纸的那一侧,缺纸检测器83检测到无纸时,停止裁切多联无碳纸,履带式托盘8A在牵引机82A的牵引下前进一个工位,以此实现切纸与印刷的连续工作,实现自动配联。
本方案同样可适用于多联的无碳纸,为了方便区别,可选各联颜色不相同的无碳纸。由于多联无碳纸在同一印刷滚筒上面印刷,若各联无碳纸的印刷内容不相同时会增加印刷工序和成本,因此采用本新型装置进行多联无碳纸的加工时,可以将多联无碳纸的印刷内容设计成完全一样,例如用“第一联 客户(红色)”“第二联 财务(白色)”“第三联 存档(蓝色)”之类的方式实来区分各联单据。
综上所述,本实用新型先采用自下而上层压的顺序为无碳纸最上联至无碳纸最下联,反向层压在一起,可以减少层压时对复写表面的破坏(上、中、下纸不会显色),层压后裁切成大张无碳纸,利用旋转盘或履带式托盘将裁切部件与印刷部件实现自动联接后,再逐张进行印刷,将多联无碳纸的顺序调整为自下而上为无碳纸最下联至无碳纸最上联,最后分切小张,按序号将多联无碳纸逐个叠加起来即可,实现自动配联,提高了生产效率和产品质量。如果配上自动控制的编程控制器和传感器等电控部件,则可以全自动化生产,具有良好的市场推广使用价值。
作者单位:深圳市浩立信图文技术有限公司
责任编辑:李倩
