吸脱附废气处理过程中的自动控制分析
2020-10-26荀本舟
荀本舟
(上海盛剑环境系统科技股份有限公司,上海 201821)
为解决日益严重的大气污染问题,国内废气行业近年来飞速发展,同时由于废气处理行业刚刚兴起,废气处理过程中的自动控制还处于摸索阶段,因此部分废气设备未正常运行或未对其进行监控,造成废气未达标排放以及废气装置温度失控起火燃烧、爆炸等安全风险给社会带来恶劣影响。吸附脱附过程中的吸附时间控制保证了废气处理系统排放的废气达标。吸附阀门切换、脱附含氧量控制、脱附废气安全控制、脱附温度控制、脱附程序升温及循环脱附控制以及后续的降温冷却过程的自动控制保证了系统安全的运行,整套吸脱附废气处理过程控制要求比较高。为了保证吸脱附废气处理过程能够安全有效运行,文章重点分析了吸脱附废气处理过程中自动控制方法和实施过程,并在吸脱附废气处理系统中进行实践。
1 S7-1200系统与吸脱附废气处理介绍
1.1 吸脱附废气处理过程
吸脱附废气处理过程是将可吸附的工业有机废气先采用活性炭或沸石等分子筛通过吸附法吸附,然后再通过高温空气、氮气或蒸汽脱附出来进入催化氧化一体机、直燃炉或冷凝器进行处理。吸附和脱附的过程相互独立且相互影响,因此控制好废气的吸脱附过程对于吸脱附装置的稳定、安全、有效的使用至关重要。
1.2 PLC系统
可编程逻辑控制器是种专门为在工业环境下应用而设计的数字运算操作电子系统。它采用一种可编程的存储器,在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,通过数字式或模拟式的输入输出来控制各种类型的机械设备或生产过程[1]。
1.3 S7-1200PLC
新的模块化SIMATIC S7-1200控制器是西门子新推出产品的核心,可实现简单却高度精确的自动化任务。SIMATIC S7-1200控制器实现了模块化和紧凑型设计,功能强大、投资安全并且完全适合各种应用[2]。
因吸脱附废气处理过程要求复杂,采用S7-1200系统能完全满足废气处理过程控制要求,且S7-1200PLC优越的在线编程能力能够优化编程逻辑要求。同时S7-1200PLC在国内环保行业RTO等装置上已有成功的应用案例。
1.4 吸脱附废气系统控制介绍
吸脱附过程控制设计从系统的IO设计开始,设计控制系统以及电气及自控回路设计以及后续的自控程序设计过程。吸脱附系统重点自控设计包括吸附阀门控制、吸附时间控制、脱附阀门控制、脱附程序升温、脱附含氧量控制、脱附降温控制、脱附反升温检测、脱附温度PID控制、脱附安全联锁、变频器、温控器RS485通信等。
2 吸脱附自动化控制系统设计
2.1 控制阀门仪表电机IO设计
参考吸脱附自动化控制系统的风机、水泵、气动阀门、仪表、声光报警灯以及工艺流程图及自动化控制方案编写系统IO清单。仪表一般考虑仪表的供电方式回路供电或独立供电,信号输出4~20mA或者0~10V,另外需要对热电阻RTD或热电偶TC需考虑使用对应的RTD或TC模块还是用信号隔离器转为4~20mA信号列入IO清单。阀门的设计分为开关阀和调节阀,开关阀需设计阀门的开闭及阀位反馈,调节阀需要设计调节阀的规定信号和调节阀的输出反馈。另外,一些开关接点信号或者开关量输出,需分别整理列入IO清单并备注用途。
2.2 自动控制回路设计
自动控制回路的设计包括:阀门的互锁设计;根据压力自动调节风机的频率;控制脱附置换气体中的含氧量,边置换边监测;延时监测置换气体是否反升,用于监测机械设备是否有漏气点;控制脱附程序升温的温度,用于控制脱附温度曲线,使需要脱附的物质更好地从活性炭床中脱附出来;控制脱附降温过程中的温度,进行降温延时监测;控制脱附过程中的时间等。
2.3 电气自控设计
吸脱附废气处理过程中涉及的电气设备主要为风机和水泵,水泵和直启风机回路的设计需考虑是否需要现场异地启动,并将电机的运行、故障信号列入IO清单。变频回路的设计主要涉及控制单元相关的启停、合闸、运行、故障、频率给定、频率反馈、电流信号等参数采用硬接点或者通讯的方式列入IO清单,若采用通讯方式,则相关信号列入IO内部清单不计入卡件,但需要另外增加RS485通讯模块。
3 S7-1200系统设计
3.1 PLC硬件设计
根据吸脱附废气处理系统IO清单统计出系统的输入输出信号点,如表1所示。
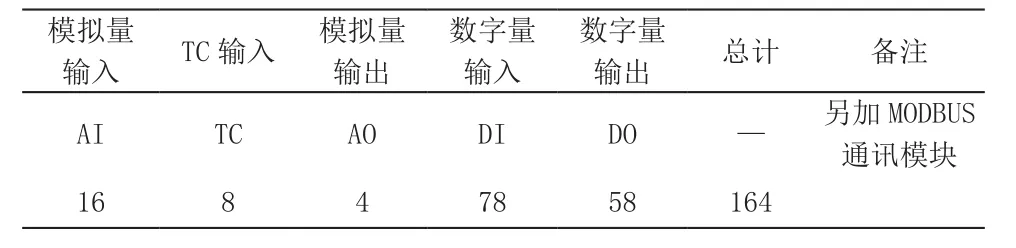
表1 IO统计表
依据S7-1200系统模块配置,设计配置中的CPU1214DC满足点数控制要求:SM1223 配置3块;SM1221配置1块;SM1231TC模块配置1块;SM1231AI模块配置2块;SM1232AO模块配置1块;CM1241配置1块,用于变频器通讯;另配置NDR-240-24明纬10A开关电源2套,控制界面触摸屏或上位机和PLC采用以太网接口走TCP/IP协议进行通讯。其硬件组态如图1所示。

图1 硬件组态
3.2 软件及画面设计
这部分内容主要是整个自动化控制系统下位程序及上位机画面的编写流程,主要依据已有的带控制接点的工艺流程图、IO清单、自动控制流程文件、自控回路设计、安全联锁手册以及S7-1200已有的硬件设计开始编程。按照S7-1200PLC编程软件的一般步骤,先编辑硬件组态,再编写IO变量表,最后编写DB数据块、FC功能调用块、FC功能块、OB系统块。
编程的硬件组态,包含了通讯模块、CPU模块、IO模块。在IO变量表中设置对应IO位置点的位号,以便将系统的输入输出和PLC的IO模块连接起来;对于内部通讯用的一些系统输入输出点,则需另外在DB块中定义对应的数据块用于存放对应的变量点或数据。
编程的DB数据块,包含了通讯模块背景数据块和自定义的通讯数据块。其中,脱附参数、系统输入输出、阀门动作、系统数据等程序功能数据块用于程序执行动作的参数及数据交换,通讯数据块用于存放和变频器或温控器通讯时的状态值和参数。
编程的FB、FC功能块,其中FB中功能块为系统自带通讯功能块。FC功能块分为两种,一种为自建功能块用于执行阀门、电机动作、仪表参数读取等单一功能类似于FB功能块,可以重复被FC调用;另外一种用于执行一般操作程序等,不能重复调用。编程的FC阀门块如图2所示。
编程的OB组织块,包含了整个PLC系统所有功能的调用,为前期设计的程序能够正常执行提供了保障。
程序画面如图3所示。其表示本次编程的控制画面,包含了工艺流程和仪表示值及阀门控制按钮。
4 程序设计
4.1 RS485通讯

图2 FC功能块调用

图3 程序画面
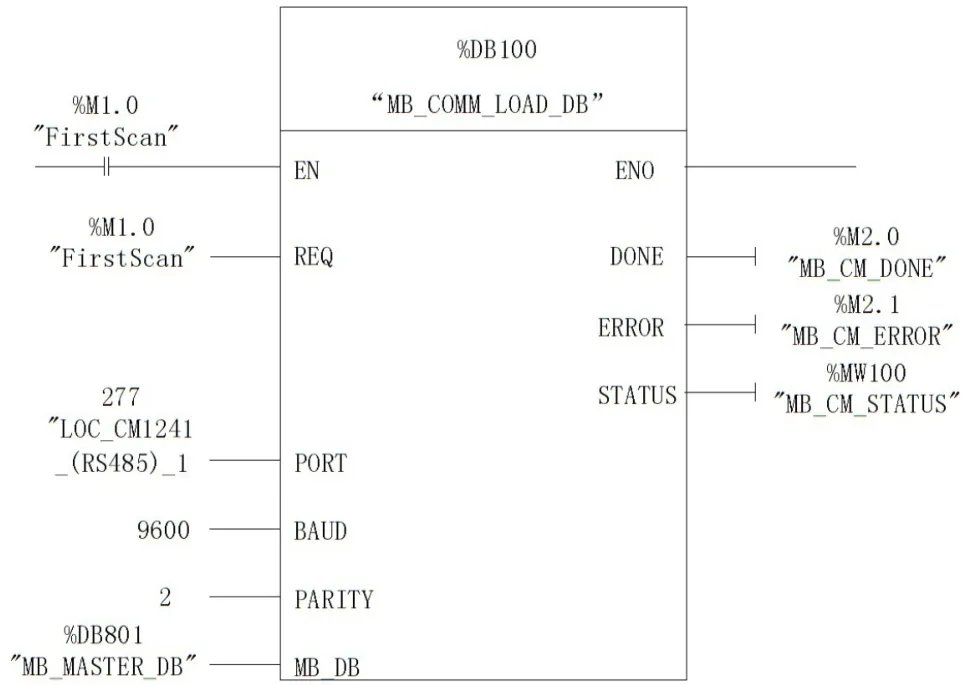
图4 MB_COMM_LOAD通讯指令

图5 MB_MASTER通讯指令
使用MB_COMM_LOAD指令和MB_MASTER指令可以实现S7-1200PLC和变频器的通信,如图4、图5所示。首先选择CM1241的通讯口,然手设定波特率和奇偶校验,在第一个扫描周期激活指令,实现变频器和PLC通信成功。同时在一个扫描周期把轮询步骤置位为1,读取变频器的地址码,设定读或者写指令,并设定数据长度和需要读取的数据的MODBUS地址。在变频器上比如启动变频器命令2000H地址则转换为10进制为8192,则设定地址为40001加上8192即为48193,在置步为1时,同时激活改指令,读取成功后置位为2,并复位激活指令。然后在步骤为2时重复上述命令,仅需设定数据地址、变频器地址、读写命令就可以实现PLC对变频器的轮询读写变频指令。
4.2 吸脱附阀门安全自锁
在吸脱附过程中,因吸附脱附同时进行,为了防止脱附的高温气体在碳罐中与吸附中氧气相遇,必须在吸附时锁死脱附阀门,脱附时锁死吸附阀门,以防止高温活性炭遇氧起燃。同时,吸附需要控制阀门的切换,未饱和的吸附罐需要每次都检测饱和情况,依据饱和情况控制吸附阀门的开闭。脱附时,需判断其他碳罐的脱附阀门是否关闭,脱附过程中仅允许一套碳罐在脱附使用中,如图6所示。系统运行中,系统进口两个防火阀处于开启状态,1#吸附系统启动中,若1#系统未处于脱附和吸附饱和状态,1#碳罐阀门即允许打开。1#碳罐脱附中,脱附预热完成后,确认2#、3#、4#阀门锁死后,1#碳罐脱附阀门方可允许开启[3]。
4.3 脱附含氧量过程控制及程序升温过程控制
脱附系统在升温前需要对碳罐和管路进行氮气吹扫,先打开对应的吹扫调节阀门控制管路压力,然后开始计算吹扫时间。吹扫时间大于设定吹扫时间后检测吹扫出口的氧含量,氧含量若未低于设定氧含量,重新计时吹扫;若氧含量低于设定氧含量,开始氧含量监测计时,持续2min监测氧含量低于设定值就默认管道已吹扫完毕可以进入程序升温阶段。程序升温即设置多段升温温度,并设定保温时间分段检测脱附温度点,以防止温度突变,产生安全风险。同时,对每个温度点进行保温计时,将脱附过程每个温度区能够独立脱附,用来适应不同物质的快速脱附温度。升温过程中同时检查出口废气浓度安全限值,以防止脱附过快影响后端系统的安全性能。综上,程序升温过程控制在脱附安全和脱附性能上有着关键的作用[4]。
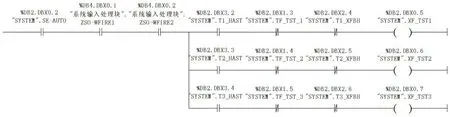
图6 吸附允许运行判定程序
5 结论
在吸附过程中要保证使用的吸附塔正常处于吸附状态并吸附过程计时,吸附饱和时自动锁死吸附塔。在脱附过程中控制脱附含氧量低于2%,一旦管路有漏点含氧量快速上升,就应自动停止脱附流程,保证脱附过程处于低含氧量。在程序升温过程中,保证温度在低温时快速上升,至中高温时均匀缓慢上升,并保证不同阶段在不同温度段都能有效的脱附处理,脱附效率高,同时防止因脱附过快,导致温度抖升造成安全风险。变频器通讯功能得到了有效实现,且通讯稳定。整个研究过程中实现了以下几个目标:(1)通过S7-1200和变频的通讯能够快递采集变频器的相关参数,对系统中变频控制的重要风机参数得到了有效的控制。(2)通过控制策略中的阀门安全自锁控制、含氧量控制以及程序升温控制有效保证了系统的安全可靠性,对比其他吸脱附系统起燃事件,该系统在项目中实现了长期安全有效的运行,并在实际生产多个项目实践中得到了认证,性能方面适应了多种物质不同脱附区间能够快速有效的脱附。(3)吸脱附系统中的自动化过程控制在废气治理环保行业的广泛运用,也对S7-1200系统在自动化控制中有了更进一步的认识。
