石墨加工中心立柱的静力学分析及其结构优化
2020-10-23朱赞彬孟凡烨
朱赞彬, 孟凡烨
(1.信阳农林学院,河南 信阳 464000;2.国家林业和草原局哈尔滨林业机械研究所,黑龙江 哈尔滨 150086)
石墨加工中心主要用于加工石墨模具及石墨电极,随着未来5G信号以及无线电充电技术的发展,越来越多的电子设备将采用3D玻璃盖板,因此用于3D玻璃热弯的石墨模具将有广阔的市场[1],石墨手机热弯模具如图1所示。石墨热弯模具主要性能如下。
(1)优良的导热、导电、润滑和抗磨性;
(2)线膨胀系数低,具有很好的热稳定性能及抗加热冲击性能,在高温下强度随温度升高而增大[2];
(3)耐化学腐蚀与大多数金属不易发生反应;
(4)可以制作成形状复杂、精度高的模具。
由于石墨具有其他材料不具有的这些特性,在热弯模具以及石墨电极上被广泛使用,与普通金属加工机床相比石墨加工中心必须具备以下性能[3]。
(1)良好的密封性。由于石墨加工时产生大量的石墨粉尘,这种粉尘不仅导电且密度较轻,若防护等级不高石墨粉尘一旦进入传动部件对丝杠导轨等关键零部件会造成非常严重的破环,甚至使零部件直接报废。若进入机床电气柜或电路板上可能导致短路,因此其密封防护非常重要。
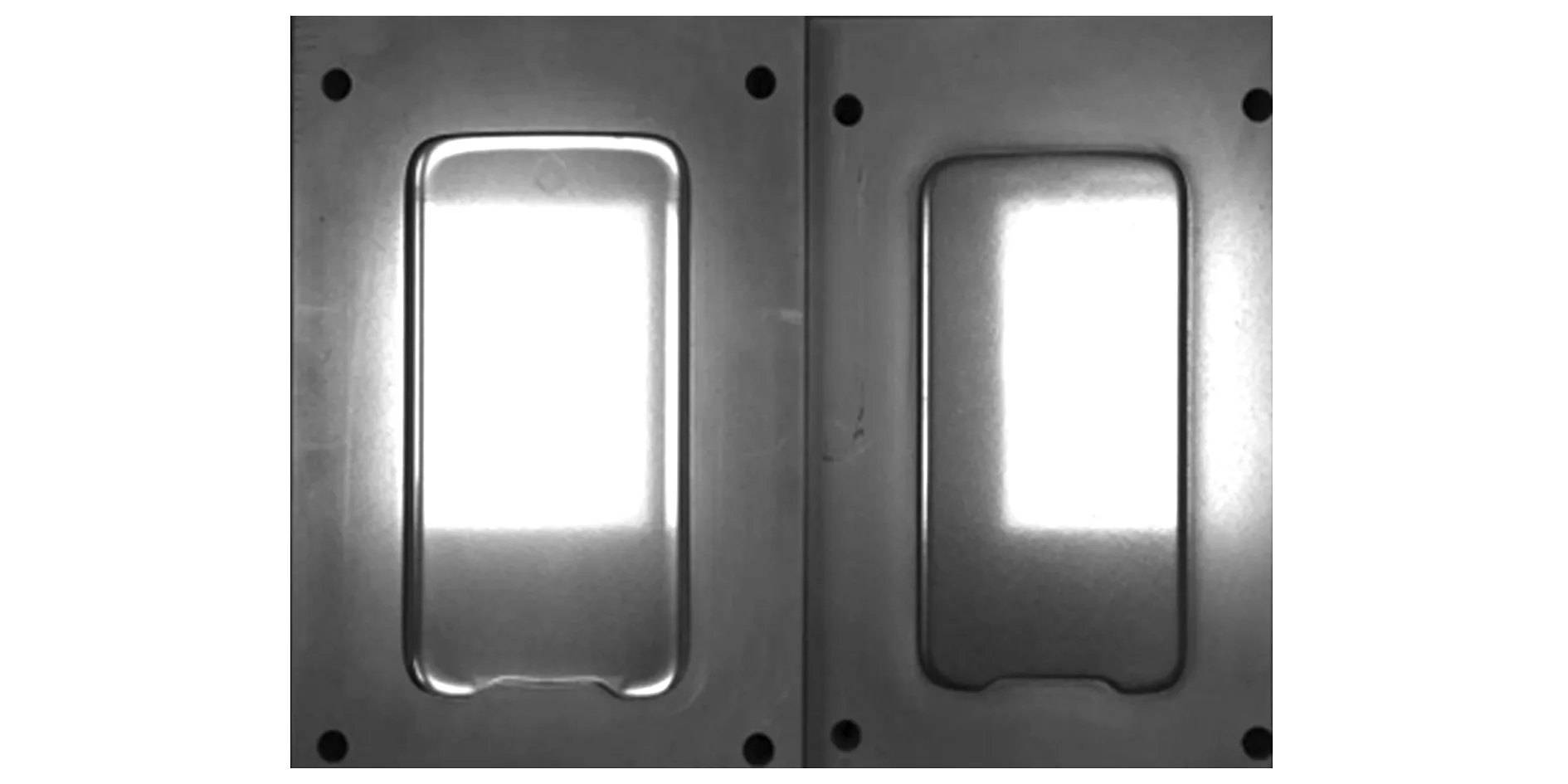
图1 石墨手机热弯模具
(2)良好的刚性。这主要是由模具本身的加工精度决定的,为了满足手机玻璃后盖等电子设备玻璃盖板热弯后的形位公差及表面质量,要求石墨的热弯模具其平面度达到3 μm以内,其凹凸模具两个相对平面的平行度要求达到5 μm以内,这就对加工中心的整体性能提出了较高的要求,不仅要保证极高的定位精度,同时整个机床应具有较好的刚性以及抗振性。
1 整机结构设计
结合石墨加工的特点,在以原有龙门加工中心为基型的基础上,研制了一款专用于石墨、铜电极等模具加工的龙门机床,其整机结构如图2所示。

图2 龙门机床整机结构
机床的基本参数如下:三轴行程分别为X轴650 mm、Y轴500 mm、Z轴300 mm,主轴为内装式电主轴,最高转速30 000 r/min,最大功率5.5 kW,刀库为伞形刀库,刀柄型号为HSK-E40,整机质量约4 500 kg,系统采用发那科0i-MF系统,三轴进给采用αiF伺服电机,三轴均为滚珠丝杠传动并搭配海德汉绝对式光栅尺实现全闭环控制。
2 立柱结构的优化设计
2.1 立柱的基本结构设计
由于此类机床的立柱结构是影响机床整机动态性能的关键结构件[4-5],因此对立柱结构进行优化设计尤为重要。本设计方案中整个立柱采用一体式横梁Ⅱ型全包覆箱体结构[6],增大了立柱与床身的结合面积,提高了立柱的支撑强度,因而增强了整机刚度,立柱结构外形如图3所示。
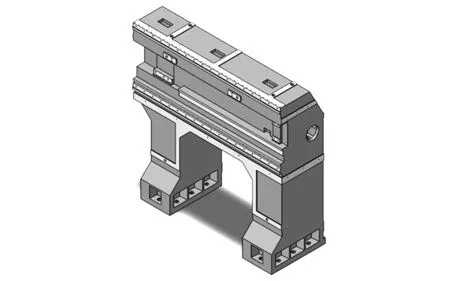
图3 立柱结构外形
2.2 立柱筋板结构优化
为了方便铸件起模,一般机床厂家采用的立柱筋板结构如图4所示,此立柱的重量为1 268.79 kg。

图4 改进前立柱筋板结构简图
根据此结构立柱的基本受力情况并结合石墨加工的受力特性,按照内三角形原理设计将立柱的上横梁内部筋板分为上下两个部分,均为W型设计,立柱的支撑柱部分亦为三角形筋板[7-9]。为了使W型筋板结构实现更优的效果,需要对其进行尺寸参数的优化[10]。W型筋板可看做两个 V 字型筋板的组合。因此每个W 形筋板的优化只需对两个 V 字型筋板进行优化[11]。考虑到两筋板角度较小时难以制造,因此优化时控制两相邻筋板之间的角度值均大于20°[12-13]。W 型筋板结构采用上下或左右对称形式,本次优化选取两个角均为35°,改进后此立柱的重量为1 269.42 kg,筋板布局如图5所示,优化后其质量基本保持不变。

图5 改进后立柱筋板型式
2.3 不同筋板结构静力学对比分析
结合以往立柱静力学分析方法及机床的实际工况,对立柱采用空间4节点四面体单元进行应力应变分析,立柱材质为灰口铸铁HT300,取其弹性模量为1.3×105MPa,泊松比为0.27,材料密度为7 350 kg/m3。设定好基本参数后,将模型的圆角及某些不重要的孔忽略并进行必要的简化,两种不同布局的筋板网格划分分别如图6、图7所示。
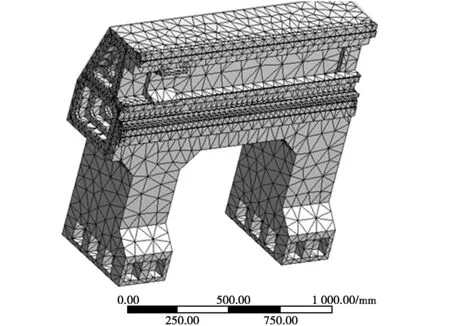
图6 改进前立柱网格划分
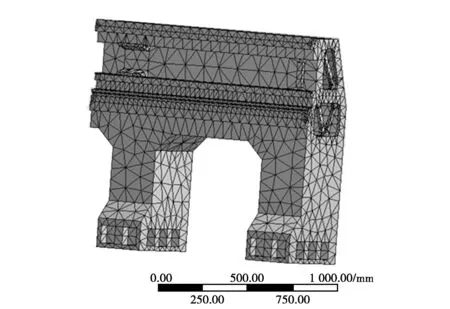
图7 改进后立柱网格划分
网格划分完毕后对两种不同筋板的立柱进行静力学对比分析,两种立柱均施加相同的约束与载荷,如图8所示。
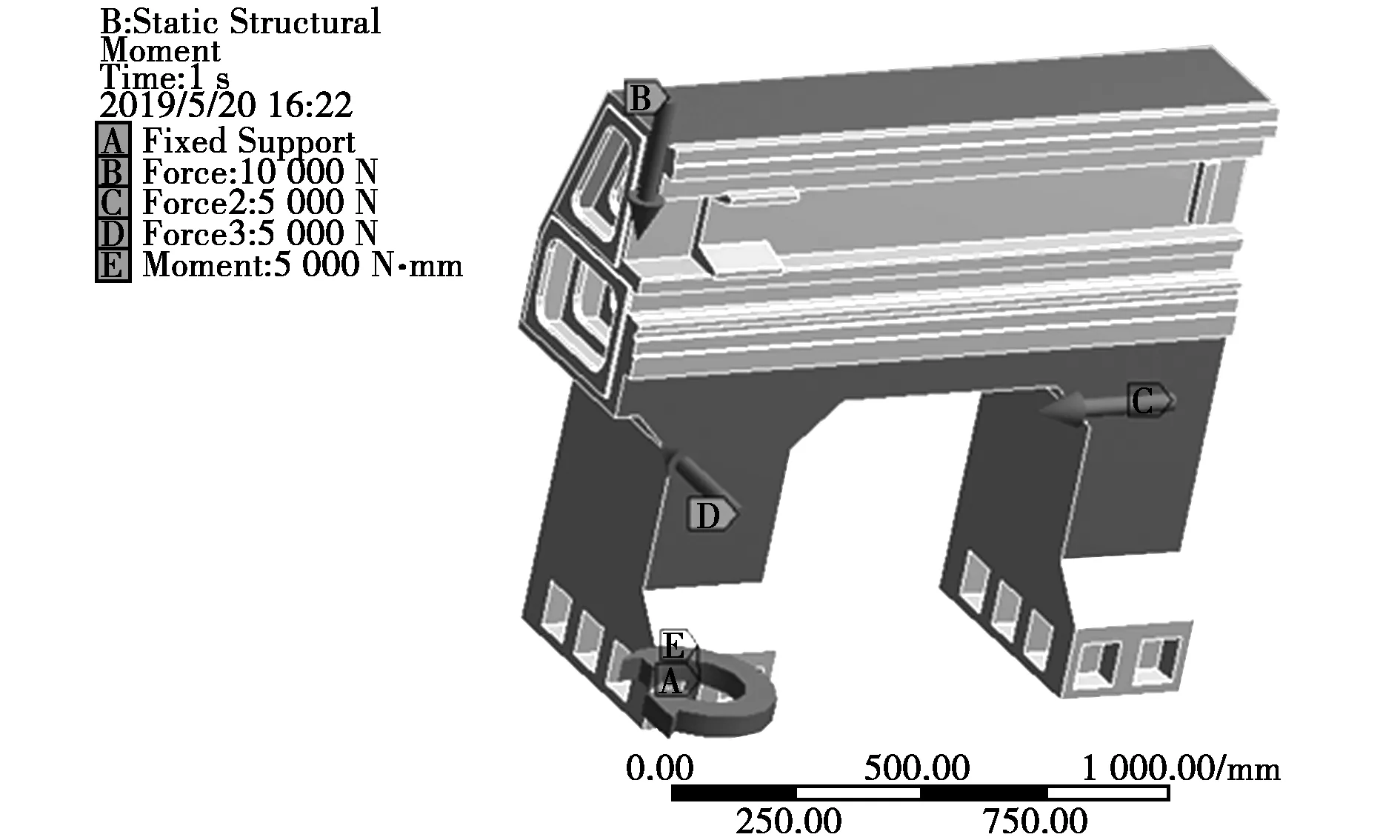
图8 施加约束与载荷
经过ANSYS软件运算得出两种立柱的总体变形分别如图9、图10所示,最大主弹性变形分别如图11、图12所示,从图中可以看出,经过优化后减小了立柱的总体变形量和最大弹性变形量,其静刚度得到了较大提升。
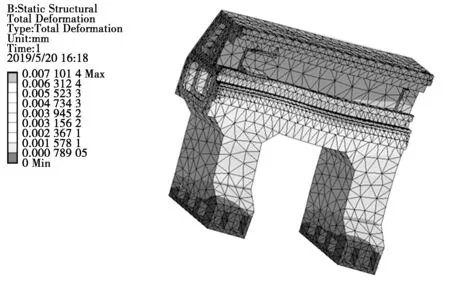
图9 改进前立柱总体变形
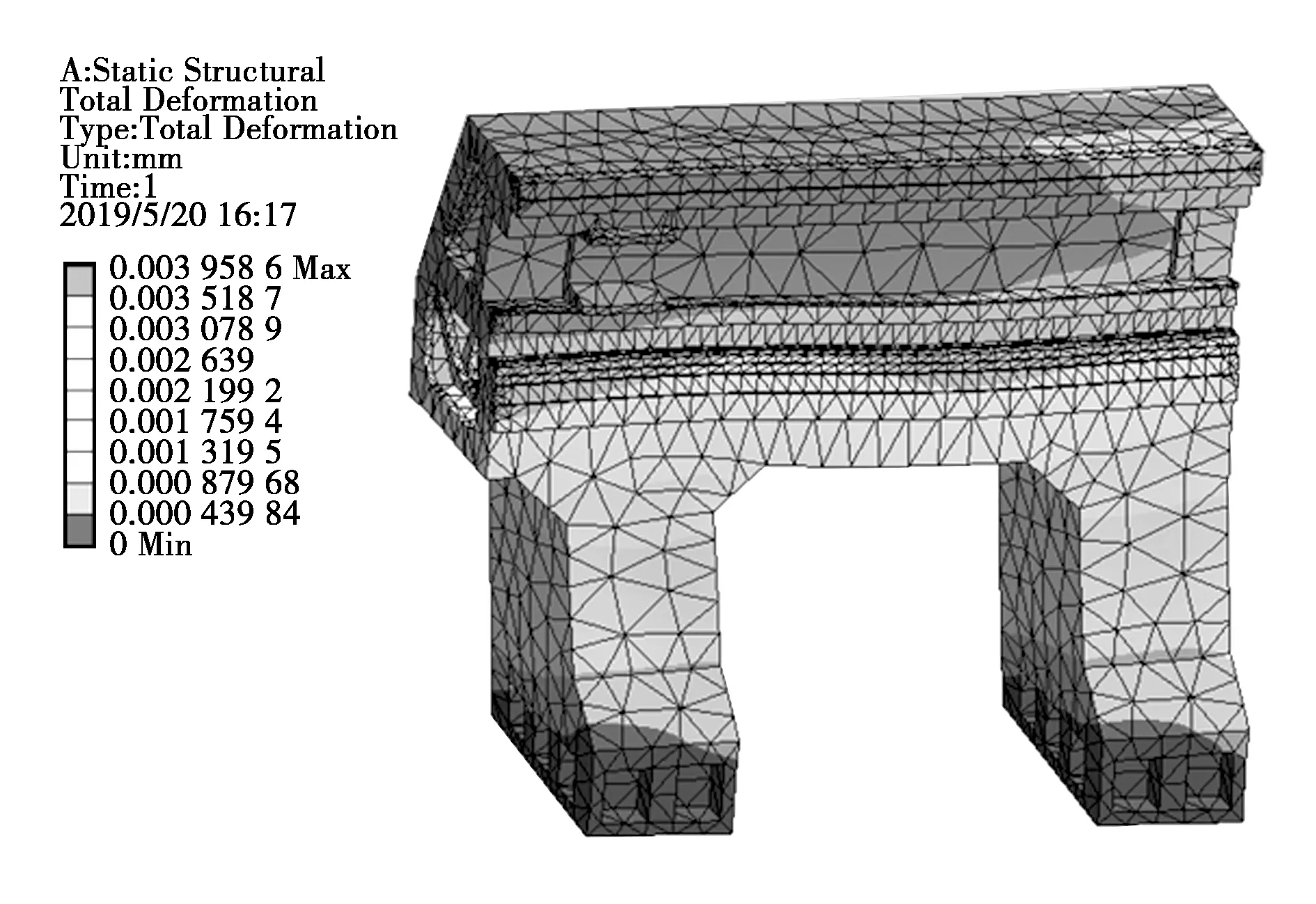
图10 改进后立柱总体变形

图11 改进前立柱最大主弹性变形

图12 改进后立柱主弹性变形
3 小结
(1)重点对立柱筋板布局进行了对比分析,通过改进立柱的筋板布局并结合加工受力情况,施加相同约束及载荷对立柱进行对比分析,结果表明改进后其总体变形和最大弹性变形都明显减小,具有较大的实际应用价值。
(2)由于石墨加工会产生大量的石墨粉尘,且现阶段一般不加冷却液,因此要设计多重防护,防止石墨进入丝杠或电配箱造成机床故障。
(3)石墨加工时,吸入石墨粉尘对操作者有较大伤害,因此要加强机床防护等级设计,操作者需要佩戴专用防护面罩。
