一种综合混凝土轨枕生产线的设计探讨
2020-10-21刘坤
刘坤

摘要:本文结合中铁十四局集团房桥有限公司新泰控股子公司新建第二轨枕生产线的设计构思,依据有砟、无砟轨枕的相关技术标准并结合生产许可证取证细则、CRCC认证细则,系统地阐述了有砟混凝土轨枕生产线改造升级为有砟、无砟综合轨枕生产线的可行性并提出设计方案,以便在将来新建轨枕生产线时予以参考借鉴。
关键词:有砟轨枕;无砟轨枕;综合生产线
1 引言
随着工业技术的发展,我国的有砟混凝土轨枕生产水平,在相关技术人员和生产企业研发以及生产实践后获得了长足进步。有砟轨枕的制造水准,无论是在产品质量生产效率上,还是在生产工艺的自动化和机械化程度上,都达到或接近国际先进水准。
在目前国家的高速铁路建设中,CRTSIII型无砟轨道板在一般地区的应用已越来越广泛,无砟混凝土轨枕(双块式轨枕)只在地形环境复杂的线路或一般地区III型轨道板线路上的少数部位使用,这使得当前无砟轨枕的市场需求量并不是太大,在一般地区新建一条专门生产无砟轨枕的标准生产线已无必要。
另一方面在一般地区无砟高速铁路建设的蓬勃发展,普速有砟轨道的铁路建设项目逐步减少,有砟轨枕的市场需求日益萎缩,单一生产有砟轨枕的传统生产企业面临订单减少,设备利用率不足的问题。并且从生产许可证取证细则和CRCC认证细则上看,无砟轨枕能够使用长模生产,只要满足必备的工装设备、场地、人员等条件,未提出具体的其他要求,能不能设计一种综合生产线,兼容生产有砟和无砟轨枕,将具有良好的社会效益和经济效益。本文系統地阐述在传统有砟轨枕预制生产线上改造升级的设计方式,以供今后类似生产线参考借鉴。
2 综合生产线的可行性分析
2.1 轨枕产品参数分析
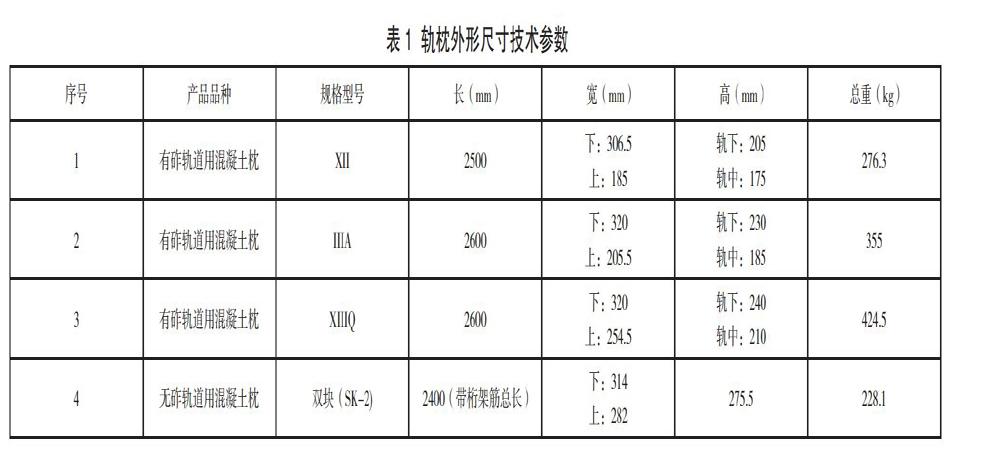
常用的有砟轨枕主要有XII型,IIIa型,XIIIQ型,无砟轨枕型号主要是SK-2型,其主要的外形尺寸如表1所示。
可行性分析:通过表1数据得出,有砟无砟混凝土枕在整体外形尺寸上类似, 采用同类的生产线、模具进行生产可行。
2.2 生产线主要配置及参数分析
一条标准有砟轨枕生产线主要配置:自动挂钩式翻模机1台、自动张拉机1台、2m3混凝土拌合站、下灰车1台、5联式振动台2个、行车2台、码垛机1台、养护坑若干、模具输送辊道、成品输送辊道若组等。模具一般采用2×5模具。
一条标准无砟轨枕生产线主要配置:冲击式翻模机1台、2m3混凝土拌合站、布料机1台、振动台1个、行车2台、码垛机1台、分区式养护通道2条、自动桁架筋加工设备1套、模具输送辊道、成品输送辊道若组等。模具一般采用4×1模具。
2.2.1 主要区别:
2.2.1.1 模具及输送辊道区别。有砟轨枕采用长模流水机组法工艺生产,输送辊道窄而长;无砟轨枕采用短模生产工艺,输送轨道宽而短。
2.2.1.2 养护设施不同。有砟轨枕主要采用养护坑式养护,有砟轨枕放置在坑内 ,先进行预养, 静置 2 ~ 3 h ,在自控系统的控制下分别进入“升温阶段” 、“恒温阶段”和“降温阶段”。无砟轨枕采用分区式养护通道,一般通过运模小车在通道内连续运动,分别通过静养区、升温区、恒温区、降温区,完成整个养护过程。
2.2.1.3 有砟轨枕生产线缺乏必备的钢筋加工设备。
2.2.2 可行性分析:
2.2.2.1 通过改变模具的排列形式,可以让模具和辊道互通。
2.2.2.2 养护设施不同,但都能完成技术标准规定的养护制度,只要加强自动养护设备精度即可,使用养护坑养护双块式轨枕能符合要求。
2.2.2.3 设置钢筋加工车间,购置钢桁架自动焊接等相关必备设备。
综上,生产线改造升级可行。
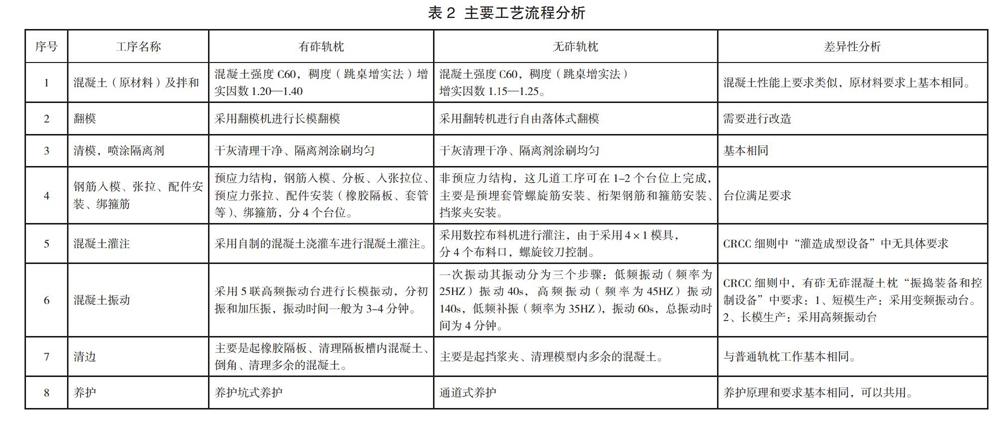
2.3 生产工艺流程分析:
可行性分析:通过表2分析可知,如果采用长模生产工艺,振动台可以不改造,只要改造升级翻模机即可,生产工艺方面可行。
3 综合生产线设计方案
3.1 模具设计
将无砟轨枕模具由短模4×1改为长模2×4,这样模具输送辊道不用加宽,采用有砟轨枕的流水机组法长模生产工艺,流水线布局与有砟轨枕生产线一致。
3.2 翻模机改造升级
有砟轨枕翻模机在大臂翻转180度的过程中,自动锁死夹持模具的挂钩,然后轻磕数次模具,轨枕在自身重力作用下脱落于成品辊道上,大臂再次翻转180度到达回空辊道时,挂钩自动解锁,空模具放行。 无砟轨枕采用这种方式脱模已无法保证脱模顺畅和产品外观质量,必须采用气动冲击脱模,首先将翻模机自动挂钩改为气动挂钩,保证在冲击钢模时,挂钩是脱离模型的。然后在成品轨道中增加气动冲击锤,通过锤击模型主槽钢,利用轨枕自重,可以克服轨枕与壳体的摩擦力、混凝土的附着力等,保证轨枕的脱模顺畅。如图2。
3.3 钢筋加工车间设计
主要由全自动钢筋桁架焊接生产线、数控弯箍机组成,场地需要1000-1500平方米,长度不低于60米。电力需求是800-1000KVA。设备冷却,需要每小时的水流量是6-10立方,水池需要8-10立方的容量。
3.4其他部位设计
如成品辊道,码垛机,清模、钢筋入模辊道,张拉、放张工位,安装配件辊道,混凝土灌注,振动工位,清边辊道等处设计,可以采用有砟轨道生产线相同的设计,必要时可以加密成品辊道,有助于无砟轨枕输送时的成品防护。
4 结语:
依据有砟、无砟轨枕的相关技术标准并结合生产许可证取证细则、CRCC认证细则,设计一条综合生产线同时生产有砟、无砟轨枕是完全可行的。中铁十四局房桥有限公司的控股子公司新泰房桥轨枕有限公司于 2018 年 2月在山东省新泰市建成一条有砟无砟轨枕综合生产线,并取得全国工业生产许可证和铁路产品CRCCC证书,产品符合相关技术标准,质量稳定、可靠。俩年来,为石济客运专线、青连铁路等铁路项目提供有砟轨枕60万根,为济青高铁、北京首都机场二线、大张线等铁路项目提供无砟轨枕10万根,取得良好社会和经济效益。
参考文献:
[1]国家质量监督检验检疫总局. XK17-002-2013 预应力混凝土枕产品生产许可证实施细则【S】.北京:中国标准出版社,2013.
[2]中铁检验认证中心. 中铁认函【2017】448号 CRCC产品认证实施细则 预应力混凝土枕(V1.1)2017-12-18实施.
[3]中华人民共和国铁道行业标准. TB/ T2190-2013 混凝土枕.
[4]中华人民共和国铁道行业标准. TB/ T3397-2015CRTS双块式无砟轨道混凝土轨枕.
