甲醇回收工艺在天然气烃水露点控制装置中的技术研究
2020-10-21陈飞
陈飞
摘 要:介绍了天然气处理工艺中通常采用的低温分离烃水露点控制装置中,在注入水合物抑制剂时,采用了注入甲醇防冻的工艺。并对甲醇回收工艺在天然气烃水露点控制装置中的应用原理和主要工艺流程,以及再生和回收方法,进行了研究,认为相比一般的甲醇回收方法,此工艺的更为安全,节能环保,且甲醇回收操作简单,损耗低。
关键词:天然气;甲醇注入;气提再生;烃水露点
1 概述
在油气田开采过程中,天然气多为富含重组分的凝析气和油田伴生气。要将天然气通过一些的工艺进行处理已达到管输天然气标准输送出去进行销售。因此必须脱出天然气中含有的水分和重烃组分,即是天然气处理工艺中所说的烃、水露点控制。对于含有较多重烃的油田伴生气和凝析天然气而言,能同时有效脱除其中水和烃的方法是温降法,其中包括节流膨胀制冷法和外部制冷法[1]。
在天然气降温过程中,隨着天然气温度的降低,凝结的水和重烃会逐渐形成水合物。它们一旦形成,就会开始聚集在管道、设备及仪表等气体流通缓慢处,当体积达到一定程度就可能堵塞管路影响正常的装置生产。造成仪表和设备失灵等,甚至超压等事故。目前油气生产中广泛采用注入抑制剂预防水合物生成的措施,包括CaCl2、甲醇、乙二醇、二甘醇等一些电解质[2]。其中甲醇和乙二醇是油气工业中应用最为广泛的热力学抑制剂[3]。
2 甲醇回收工艺
2.1 甲醇再生工艺现状
目前,已知的天然气烃水露点控制装置中甲醇回收工艺是在未处理天然气中注入甲醇后,经过两级冷却至目标温度后进入到低温分离器进行油气水三相分离,之后低温分离器中分出的富含甲醇的水相通过泵输送至甲醇精馏塔,塔顶分出的甲醇进入至甲醇储罐,再通过甲醇注入泵将再生的甲醇注入到天然气管线实现甲醇的回收。其中在苏里格气田的甲醇回收装置工艺采取常压精馏工艺集中处理[4]。
但是,这种工艺需要的设备多,消耗的能量相对更多,操作成本相对较高。为了能节省能源,减少设备数量,便于操作。采用低温甲醇气提再生工艺对甲醇溶液进行回收,该工艺不仅能够实现甲醇的高效循环利用,减少甲醇用量,还能减少设备数量,节省能源。
2.2 甲醇气提再生工艺
2.2.1 天然甲醇注入工艺
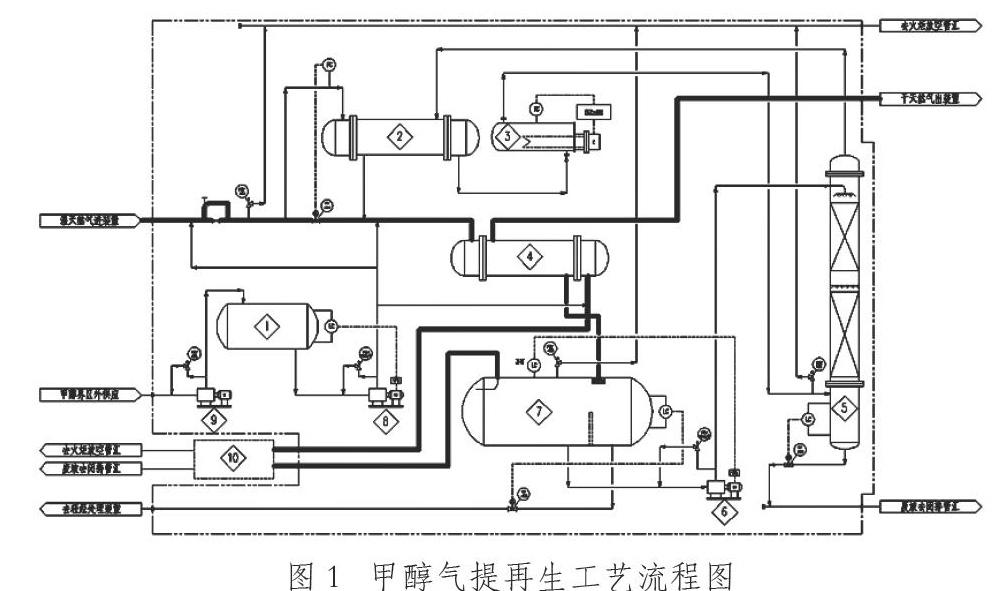
未处理天然气进入装置后先分出一部分作为气提气,从原流程来的原料天然气进入该装置后先分出一股天然气用作气提气,剩下的天然气注醇之后经过调节阀降压至合适的压力,与气提后天然气混合进入到气气换热器降温,降温后天然气进入到丙烷蒸发器,进一步冷却至目标温度后进入到低温分离器进行油气水三相分离,分离出的轻油去装置外的轻油处理装置,气相烃水露点合格并去气气换热器提供冷量后出装置外输,富含甲醇的污水通过气提塔喂液泵输送至甲醇气提塔进行甲醇气提回收。为防止在冷却过程中,凝析水与天然气结合形成天然气水合物,除在进装置后设置甲醇主入口,在气气换热器以及丙烷蒸发器天然气入口处也设置甲醇注入口,降低水合物生成温度。
甲醇卸料泵负责将界区外甲醇输送至甲醇储液罐中,甲醇注入泵负责将补充用甲醇注入至三个注醇点,抑制天然气中的水合物产生。甲醇储液罐储存一定量的甲醇,由于注入的甲醇不可能完全回收,会产生损失,所以供补充使用。
2.2.2 气提气甲醇回收工艺
气提气经过气提气换热器(2)、气提气电加热器(3)升温至60℃后从甲醇气提塔底部进入。在(5)中气提气与低温分离器(7)产出的污水逆向接触,甲醇不断进入气相,液相中甲醇浓度不断降低,最终塔底污水的甲醇浓度为0.1%wt,塔底液相调节阀与塔底液位关联,将污水排放至闭排管线,塔顶气提气将甲醇带出并进入到气提气换热器(2)进行热量回收,之后返回至气气换热器(4)入口管线与天然气主管线汇合,实现甲醇的回收。
在低温分离温度在-8℃时,含甲醇的水溶液进入到气提塔进行甲醇吸收。甲醇从气提塔排出含量小于2%(质量分数),气提甲醇回收率达到98%,消耗的甲醇基本作为外输天然气携带至下游。
3 甲醇气提再生工艺优点
本甲醇气提再生工艺,工艺流程简单,无放空,无明火或电加热设备,特别适用于早期油气田开发使用。
能够实现甲醇的高效回收,减少甲醇注入量,同时相比以往甲醇精馏回收的流程,设备数量减少(减少了塔顶冷凝器、再生甲醇储罐、塔顶回流泵、塔底再沸器),操作管理方便,是一种非常经济高效的工艺方案。
分离出的含醇污水通过泵输送至甲醇气提塔顶部,与甲醇气提塔底部进入的气提气在塔内与逆向接触。提高甲醇注入压力,能有效增加回收率,有效控制污水中甲醇含量,减少环境污染。
气提气先经过气提气换热器初步升温后,回收一部分天然气中的热量,再进入至气提气电加热器加热至所需温度后从底部进入至甲醇气提塔。可以最大利用和回收能量,减少能耗。
甲醇水溶液在低温分离器中分离,分离器选用三相分离器型式,且液相分离部分设有聚结填料,气相出口前设有丝网除沫器,提高气液分离效率和油水分离效率。
4 结论
因甲醇常规的加热再生方式会带来有毒尾气的排放,而通过气提再生方式回收甲醇,能够杜绝尾气排放的缺点,满足现场操作和使用安全性。
通过气提再生,取消的传统的重沸器加热炉,利用回收外输气热量,能够有效节能降耗,减少设备一次性投入,且后期维护成本大大减少。
能够有利于设备的撬装一体化和模块化,装置布置能给现场操作创造一个良好的操作条件,有利于设备集成,投产使用方便快捷。
污水中甲醇含量控制需要根据当地的环保政策结合,调整气提气量和气提温度能够有效控制含量参数,可以根据实际应该工况调整。
参考文献:
[1]王协琴.天然气脱水脱烃方法介绍[J].天然气技术,2009, 3(5):51-54.
[2]孙长宇,黄强,陈光进.气体水合物形成的热力学与动力学研究进展[J].化工学报,2006,17(2): 62-63.
[3]王书淼,吴明等.管内天然气水合物抑制剂的应用研究[J].油气储运,2006,25(2):43-46.
[4]邓伟,孟海龙,王顺喜.甲醇回收工艺在苏里格气田的应用[J].油气储运,2011,30(1):100-102.
