烟箱条形码快速打印装置设计综述
2020-10-21刘俊强宋词朱纪春
刘俊强 宋词 朱纪春

摘 要 香烟箱装条形码是烟箱外面自动打印粘贴的用于产品识别的条形码段,各个卷烟加工企业烟箱条形码受到中国烟草总公司的控制,具有全国统一和唯一的编码。为了做到销售旺季的市场保供,完成超额生产和码段打印任务。河南大学迈阿密学院与驻马店卷烟厂通过技术合作利用,在现有设备的基础上对设备局部进行技术改造,通过加装控制开关、传感器、可编程序控制器等器件,实现快速打印功能,从而确保公司下达生产计划的顺利完成。
关键词 烟箱;条形码;快速打印;设计
1原煙箱条形码打印系统的原理分析
企业的烟箱箱装自动打码系统是2006年投入使用的设备,目前有3条自动生产线打印烟箱条形码的设备,自动打印码段的速度大约是每分钟4-6个码段。
烟箱自动打印条形码设备由烟箱识别传感器、打印贴码传感器、条码后扫描传感器、网络控制终端操作屏、条形码打印驱动设备等部分组成。当烟箱通过皮带输送到烟箱识别传感器后,触发打印条形码程序,烟箱继续前行到打印贴码传感器上,立即启动条形码粘贴驱动设备,在烟箱上粘贴全国统一产品识别条形码。烟箱继续向前输送到条码后扫描传感器进行检测,对条形码码段打印和粘贴情况进行扫描识别,通过对比分析出码段打印质量和粘贴位置是否符合产品标准要求[1]。烟箱条形码打印系统原理方框图如下:
2电路改造实施过程
通过研究分析生产线上打印码段的过程,在原来自动打码的3个传感器使用的基础上,分别对烟箱识别传感器、打印贴码传感器、条码后扫描传感器信号进行并联模拟改进。用BCS 20MG10-XPA1Y-8B型号的传感器,模拟出生产工序的3个传感器的信号,通过加装的可编程序控制器(西门子系列S7-200PLC-CPU222CN),模拟3个传感器信号输入和输出的功能。采用结构化编程控制方式,调整好时间间隔,传感器信号的时间间隔从3秒到20毫秒之间进行设置,通过反复试验最终把实验测试数据固化下来,合理编写控制程序,并在设备上投入使用,从而及时完成了烟箱条形码的打印任务。
为了使用不同的速度更好地模拟打印码段,合理编写控制程序,反复调整3个传感器信号的时间间隔,通过实验最终编写出4种不同打印速度的程序。通过增加打印码段不同速度的选择开关、模拟信号转换传感器、在原打码系统的基础上改进程序,设计出每分钟3个、6个、8个、12个共四个速度的程序控制。
操作工通过选择不同的开关位置,即可改变不同速度的码段打印速度。通过使用测试证明,在正常生产没有产生任何干扰的情况下,能够独立运行自动打码系统,并且有效模拟生产的实际效果进行全自动打印码段。通过编写合理的工作程序,在正常生产和非正常生产的情况下,都能够完全模拟正常生产状态自动打印码段。
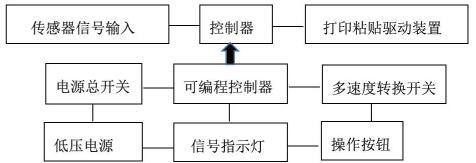
在日常生产过程中,公司下达生产计划不仅根据企业设备制造能力均衡编排的产量,同时也是根据市场计划的需要来下达生产计划。每逢季度末尾几天或月底最后1天时间,公司会临时调整生产计划,要求企业在一定时间内,完成超额数量的码段打印任务,由于企业没有高速自动打码设备,在现有设备的基础上进行改进,从而保障了码段打印任务的顺利完成。解决了日常生产工作中存在的快速打码的实际问题[2]。改进后的条形码打码设备控制系统与原系统对接框图如下:
3实施后的效果
在原打码系统的基础上进行改进和研制一套独立控制的全自动打码系统,加装可编程序控制器、控制按钮、改进原机关联信号。自动打印码段的功能,节约了班组的大量时间,具有码段后扫描装置,完全模拟了正常生产的时序功能。该装置操作简单,程序设计合理,受到操作工、相关管理人员的一致称赞,没有给正常生产自动打码带来丝毫的影响,已经在全部3台自动打码系统上进行了技术改造。多个兄弟厂家曾专门到本企业参观学习,对技术、程序编写方面进行交流。
在2019年、2020年元旦市场保供的零点行动中,3台设备自动打码均提高速度进行补码,提前6个小时、10个小时完成了省公司下达的生产任务。
加装的西门子可编程控制器、转换开关、传感器、按钮、信号灯、电缆等投入资金约7000元。购买一台高速补码机费用多达26万元,改造后3台设备进行推广应用,直接为企业节约25万元的专用设备购置费用。
参考文献
[1] 韩战涛.西门子S7-200PLC功能指令应用详解[M].北京:电子工业出版社,2014:201.
[2] 胡敏.深入浅出西门子S-200PLC[M].北京:北京航空航天大学出版社,2003:12.
作者简介
宋词(1999-),女,四川成都人;现就职单位:河南大学迈阿密学院,研究方向:电子信息科学与技术。
朱纪春(1974-),男,河南省开封市;现就职单位:河南大学迈阿密学院,研究方向:光电检测、生物纳米材料。
