某DCT变速器结合齿断齿问题浅析
2020-10-21崔东伟李本军
崔东伟 李本军
摘 要:就某DCT变速器台架混合耐久试验中出现的齿轮结合齿断齿问题,对其硬化层深度、齿根硬度、裂纹形貌等进行分析,得出焊接深度及焊接方法为结合齿断齿的根本原因。关键词:结合齿;硬化层深度;焊接深度;焊接方法中图分类号:U463.212 文献标识码:A 文章编号:1671-7988(2020)11-149-03
Abstract: Based on the analysis of the hardening layer depth, the tooth root hardness, the crack morphology of the broken teeth in the mixed durability test, it is concluded that the welding depth and the welding method are the root causes of the engagement ring broken teeth.Keywords: Engagement ring; Hardening layer depth; Welding depth; Welding methodCLC NO.: U463.212 Document Code: A Article ID: 1671-7988(2020)11-149-03
前言
结合齿在变速器齿轮中主要作用为换挡时平稳传递扭矩、输出动力,若结合齿失效,轻则会引起换挡困难,重者会产生动力中断,给驾驶人员带来极大的安全隐患。目前,大多数汽车变速器齿轮采用结合齿与齿体分别加工后焊接在一起的方式生产[1-2]。为了获得良好的机械性能,一般的结合齿与齿体采用压装一起后热处理的方式加工。但是有一部分齿体由于受结构限制,需要结合齿与齿体分别热处理及其他精加工完成后,再焊接在一起的方式,若焊接工艺不合理,极易使结合齿齿根硬度降低,造成结合齿提前失效。本文就某变速器台架混合耐久试验中出现的齿轮结合齿断齿问题,通过对其硬化层深度、齿面硬度、齿根硬度、裂纹宏貌等进行分析,通过结合齿焊接前后硬度测量对比,最终找出结合齿断齿的根本原因并通过工艺优化有效解决了断齿问题,为开发人员提供此类问题的解决思路。
1 背景描述
某DCT变速器混合耐久试验546h出现换挡报警,拆机检查发现七挡从动齿轮结合齿断齿(图1)。七挡齿轮包含结合齿与齿体,其生产工艺路线如表1。结合齿材料为16Mn Cr5,滲碳淬火,有效硬化层深度0.4-0.7mm至硬度550HV1处,表面硬度700HV min,心部硬度35~48HRC。
2 结合齿齿根硬度检测
经对失效件心部硬度检测,心部硬度为HRC38.4,符合设计要求。
各断齿间齿根位置表面硬度检测(图2),检测结果均小于设计值,结果如表2所示。
3 硬化层检验
在失效件的齿部切取试样并制样后,在显微镜下观察试样未见气孔、夹杂等冶金缺陷。
检测失效件的硬化层深度为0.26mm(至550HV1),远小于设计值0.4-0.7mm,如表3。
4 裂纹形貌
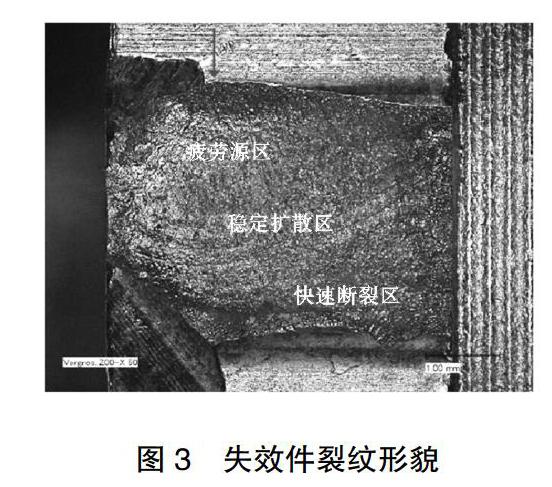
对失效件断齿部位观察和分析,零件断裂属于疲劳断裂,断裂起始位置从齿根(红色箭头方向)沿内部(红色波浪曲线)呈振荡破坏造成疲劳性断裂。该断裂面可分三个区域:疲劳源区、稳定扩散区、快速断裂区(图4)。
断裂起始位置位于受力侧圆角底部(红色箭头所示),疲劳源区较光滑平整,无肉眼可见冶金缺陷,说明此区域加工较理想。稳定扩展区面积较大,大部分区域表面光滑,隐约可见少量疲劳弧线;快速断裂区所占面积较小,表面粗糙。
5 原因分析及改进措施
5.1 原因分析
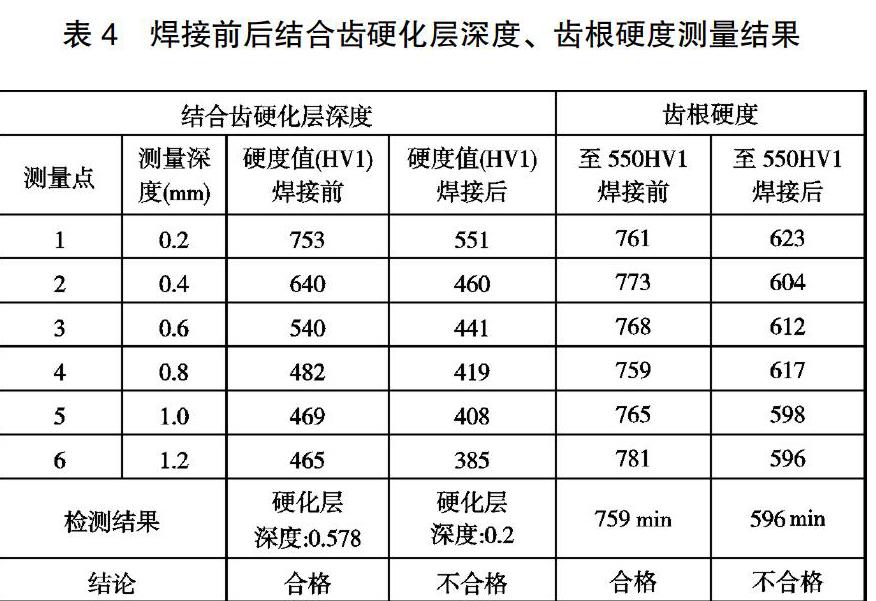
根据失效件检测结果可知:失效件硬化层深度、齿根硬度不合格是引起断齿的主要原因。影响硬化层深度、齿根硬度的工序主要有两个:1)结合齿热处理工序;2)结合齿与齿体焊接工序。为进一步确认根本原因,对同批次件结合齿热处理后(焊接前)及焊接后进行硬化层深度、齿根硬度检测,检测结果如表4。
通过上述测量结果可知,焊接前后结合齿硬化层深度、齿根硬度下降明显,结合齿与齿体焊接工序是造成结合齿硬化层深度、硬度降低的根本原因。
5.2 改进措施及验证效果
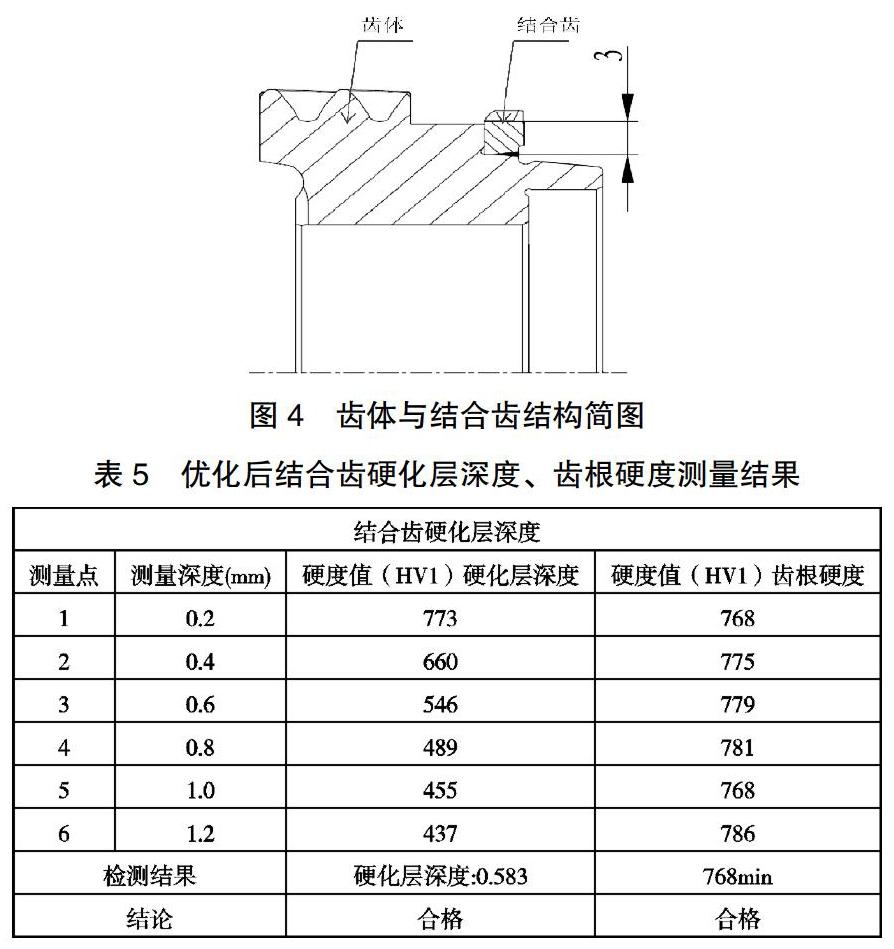
通过进一步确认,由于结合齿齿根离焊接位置只有3mm(图4),当离子束焊接时,热量比较大,焊接的热影响区会传递到结合齿齿根处,从而造成齿根强度降低。优化措施如下:
1)优化焊接深度、焊接宽度、堆高等工艺参数;
2)改变焊接方法,将离子束焊接更改为激光焊接。
优化后对结合齿齿根硬度、硬化层深度测量,结果如表5:
通过新样件装机验证,顺利通过了台架混合耐久试验。
6 结束语
七挡从动齿轮采用齿体与结合齿焊接一体工艺,因结构空间限制,实际生产加工中焊缝工艺参数设定不合理同时焊接方法选取不当极易引起结合齿齿根硬度降低,从而造成混合耐久试验中断齿。通过优化工艺参数、更改焊接方法,有效解决了七挡齿轮结合齿断齿问题。
参考文献
[1] 芩韩,覃伟钦,变速器齿轮焊接失效分析[J].装备制造技术,2015,03 (3):56-57.
[2] 骆静,汽车变速器结合齿精密成形及模具关键技术研究[D].重庆:重庆理工大学,2012.
