热镀锌工艺及设备机械性能分析
2020-10-21王茂法
王茂法
(温州泰昌铁塔制造有限公司,浙江 温州 325000)
1 原理概述
锌是一种以银白色为略带浅蓝色的金属材料。和一般金属不同,在常温空气中,锌氧化在表面形成一层具有良好的耐蚀性和致密的结构碱性碳酸锌膜[1]。在极少量的碱性氧化作用下,也能有效地起到防腐蚀的作用。热浸镀锌工艺是利用其耐腐蚀作用,使锌层在较高温度下均匀、完整、紧密地结合在钢材外表面。其防氧化腐蚀保护作用的机理就是最外层保护膜受到外界破坏时,在破坏处又形成新的碳酸锌膜,保护钢材基体的防氧化腐蚀[2]。
一般情况下,镀锌钢件的腐蚀并不是从外轮廓全部位置开始,而是在镀锌层和钢材本体之间某些结合性能较差,也就是附着力较弱的地方局部腐蚀,由此逐步蔓延形成整体表面的大面积腐蚀。表面锌材的掉落意味着锌在钢材的表面附着力不够,而不是厚度的问题,由此可见,镀锌层的附着力,特别是整体的附着力的好坏也尤为重要[3]。镀锌层的制造工艺起着关键的作用。
热镀锌是指钢表面在高温下通过浸入钢液进行热镀锌的方法,称为热镀锌,热镀锌工艺具有良好的性能。当钢材浸在约500℃锌液中时,内外锌层与铁基体相互混合的过程,部分Zn原子在铁基熔体中溶解,在Zn与Fe的界面形成固态晶体熔体,同时由于锌原子与铁之间的重力作用,这些Zn、Fe原子相互扩散时,Zn原子逐渐渗入铁基合金,在锌液中扩散的铁具有更稳定的性能,形成稳定的锌铁合金镀层。多余的Fe原子则将成为锌渣。
2 工艺研究
经过百年的发展,热镀锌生产工艺形成了以下几种生产方法:赛拉斯法(SELAS)、莎伦法(SHARON)、森吉米尔法(SENDZIMIR) 、全辐射美钢联法(U.S.S)和改良森吉米尔法(NOF)[4]。
近些年国内外支撑热镀锌工艺的流水化设备也发展迅速,大部分工业生产设备采用的是全辐射美钢联法(U.S.S)和改良森吉米尔法(NOF)工艺。
以鞍山钢铁企业的热镀锌生产线为例,其主要生产工序包括:原料准备、镀前处理、热浸镀、镀后处理。
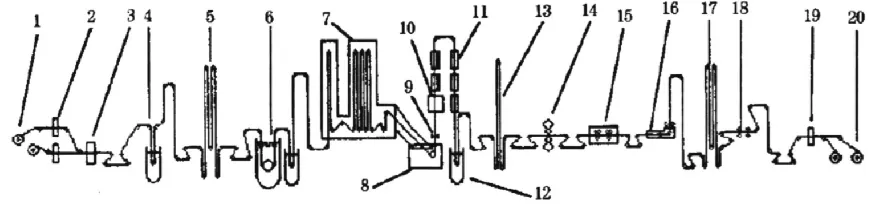
1-开卷机;2-入口剪;3-焊机;4-清洗段;5-入口活套;6-脱脂装置;7-连续退火炉;8-锌锅;9-气刀;10-合金化炉;11-冷却塔;12 -水淬槽;14-光整机;15-拉矫机;16-钝化装置;17-出口活套;18-涂油机;19-出口剪;20-卷取机
图1热镀锌工艺设备流程图
图1中热镀锌工艺设备流程为:上料→夹送→矫正→焊接→清洁(水、酸)→入口活套→退火→镀锌→冷却→中间活套→平整→拉矫→后处理→出口活套→检验。
2.1 原料准备:上料、夹送、矫正、切边、焊接
在流水线热镀锌生产工艺过程中,首先进行钢材毛料准备工作。钢材由吊车吊至机组入口处的接收平台上,导入矫直机,进行矫直,然后机头进入入口剪进行切割操作,结束后将尾部定位到入口剪,进行尾部切断。
2.2 镀前处理:钢材的清洗和退火
首先,钢的表面杂质通过清洗槽高压冲刷清洗,然后钢材进入入口回路等待后续流程。
传统工艺的主要缺点是:清洗水未得到充分利用,浪费较大;脱脂工艺仍采用强碱NaOH、Na2CO3、Na2P04和Na2S4混合水溶液[5],处理环境温度大于90℃,因为零件被置于高浓度碱性溶液中,较易发烧漏镀,镀层表面粗糙。除锈剂一般使用单一的氯化铵溶液或氯化锌与氯化铵的复合水溶液,这种方式容易造成钢构件的过度酸洗和氢脆,但由于两者比例不合理,镀锌后易造成钢构件表面漏镀,同时增加锌灰,导致锌耗增加。并且铁锌锅手动调温控制,温度波动大,锌渣增加,锌无效消耗高。
针对专业铁塔构件自生工作环境油污染少,行架结构相对简单的特点。先采用低铬钝化,取消了除油、除油水洗、干燥工序。为了提高速度,配以一定量的TX-10磷酸酯,其本身就具有活化渗透作用,再配合SIS激发剂具有润湿渗透的复合作用,能抑制酸雾产生[6];同时添加一种含有羧酸的有机物,能与Fe3+发生络合反应,降低盐酸酸洗液中的铁离子含量,减少锌渣的产出[7]。不同的锈蚀程度需要不同程度的酸洗配比和时间把控,因此在清洗之前要进行分类,特别严重的锈蚀还必须先进行喷砂等机械除锈方式。进过优化后的工艺既有利于提高钢结构件的表面质量,又会降低镀锌成本。同时,减少铁和其它影响锌耗的杂质产生。
在酸洗时,酸洗槽设备极为关键,不但要具有耐酸腐的优点,而且要有一定的机械性能,避免钢材进入酸洗槽中时,破坏槽体内壁。
2.3 热浸镀过程
钢材流水线热镀锌,锌层厚度控制主要工艺设备有锌锅装置包括沉没辊、稳定辊、气刀以及其结构部件[8]。
浸渍液主要采用锌镍合金,按浸渍液总量的0.06%、0.10Ni含量配比。含硅量高的Q235钢镀层厚度随浸泡时间的延长呈线性增加,当Ni含量为0.06%和0.10%时,镀层厚度呈抛物线状增长。因此,在含镍量为0.06%的锌溶液中,对含硅量较高的镇静钢和半镇静钢的镀层有明显的降低作用,对含硅量在0.06%的锌溶液中的镀层,尤其是对含硅量较高的钢件。镀液温度与常规热镀锌相同,镍合金的镀液温度为445~450℃。因为纯锌液的熔点介于纯锌的熔点和亚共晶点之间,比含2%镍的锌合金的熔点略低,生产实践表明,添加0.06%和0.10%镍后,锌液流动性明显得到改善,呈镜光亮镜面状。锌液在工件表面和附着在工件表面的少量锌液迅速回流到工件表面。试验结果表明,锌的消耗量由原来的14%~18%降低到锌镍合金的10%和11%,达到了节约锌的目的[9]。
在一定温度下,通过调整浸锌时间,可以获得合适的过渡层厚度。用锌镍合金浸渍钢塔零件时,注意时间和温度的把控,很多情形下都是因为时间温度计算和时间太短,造成厚度太薄,不符合标准要求。
2.4 热镀锌镀后处理
镀后的处理包括:锌层的合金化处理、镀锌板的光整、矫直及表面涂油、锐边钝化。首先对钢材进行快速冷却,保证钢材到上辊时温度降到300℃以内,然后经过后续冷段继续冷却,水淬槽前温度降至160℃内,直至进入水冷罐冷却,基本为大约45℃。水冷有利于减少色差,同时冷却水温度应保持在60℃以内,保持循环流动,中性水质。冷却后,精整机开始工作进行精整加工,有利于提高平整度和镀层附着力[10]。然后进行钝化处理,最后进行表面涂油,保证可靠地延长镀锌钢板在储存和储存使用中的实际寿命。
3 结语
我国的钢材流水线热镀锌技术还处于一个不断进步,不断突破创新的持续发展阶段。企业在生产中,应该更加努力,不断加强研究和摸索,对热镀锌工艺技术和参数性能进行优化调整,总结出一套保质保量,具有竞争力的方案。
