有色治炼废酸废水减量化和资源化处理的研究
2020-10-20石国鸿
石国鸿
摘要:本文主要以某公司公司为例,针对有色冶炼废酸废水减量化和资源化处理进行了深入的分析和详细的研究。深刻地指出了某公司在针对废酸,废水来源及处理工艺中存在的一些问题,并给予了具有针对性的解决办法和有效措施。
关键词:有色冶炼;废酸废水;减量化和资源化;处理
中图分类号:X758文献标识码:A文章编号:1672-9129(2020)07-0103-02
Abstract:In this paper, a company as an example, for nonferrous metallurgy waste acid wastewater reduction and recycling treatment carried out in-depth analysis and detailed research. Some problems existing in waste acid, waste water source and treatment process of a certain company are pointed out, and some targeted solutions and effective measures are given.
Key words:nonferrous metallurgy;Waste acid wastewater;Reduction and recycling;To deal with
引言:随着我国工业化的不断发展,带动了金属冶炼和化工生产等相关行业的不断增多,最近这几年中,含有重金属的生产废水排放,变得越来越严重。水体重金属的污染已经严重影响了我国人们的生产和生活,尤其是对人们的健康带来了极大的隐患。因为重金属离子在水生环境中具有不可降解性,所以如果一旦让它们进入食物链以后,会对人体带来各种有害因素,因此重点着手重金属废水的处理,实现其零排放含量,无论是对人们的健康还是对企业的经济效益都有着重要的意义。
1酸性废水处理概况
我国的有色冶炼酸性废水处理工艺从新开始的传统工艺,到现如今已经历了四个不同的阶段。第一阶段,由于在最初阶段,有色和贵金属矿产资源丰富,且大多数都是品质较好的原矿,所含的杂质较少,处理起来相对来说较为容易,尽管最初的演练技术较为粗陋和落后,但是,由于资源品质较好,所出产品也较多,对于环保因素并没有太高的要求。第二阶段,矿产资源品质较好,所穿的杂质也较少,处理起来相对比较简单,慢慢的也开始注重了环保,但是要求并不高。在这个阶段中所产生的废酸,废水也较少,比较容易处理。且水资源丰富,国家水资源管理要求内容也较少。在第三阶段中,优质的资源不断减少,冶金原料所含的杂质成分越来越多,进一步的增了冶炼的难度,生产过程中所产生的废酸废水也不断地的增加,水体的污染和环境问题逐步凸显。第四阶段中,有色和贵金属的优质矿产资源进一步的面临着枯竭的问题。原料中掺杂了更多的杂质,对于冶炼的难度不断增加,所产生的废酸,废水也更复杂多样。所以国家出台了一系列的相关规定及防治计划。对于外排废水有了更高的要求。一些具有创新性能力的企业利用冶炼酸性废水硫化去除坤和重金属+石墨多效蒸发+在沸吹脱除氟氯工艺,等多种手段完全的的解决了酸性废水处理过程中所带来的环保等问题。
2废酸废水概括
该公司废酸废水分为以下三类:
(1)冶炼酸性废水其中涵盖了污酸、冷凝酸、以及由阳极泥多种稀贵金属生产所产生的酸性废水、化验室所产生的酸性废水、电解精炼系统产生的酸性废水等,这一类是处理难度最大的酸性废水。
(2)生产辅助系统产生的废水。这一部分的废水主要是从各个工业循环冷却水池排出的废水、以及生活系统制净水产生的废水。
(3)生活废水。这类废水主要是生活办公,住宿系统所产生的各类生活废水。
在以上这些废水中,冶炼酸性废水的处理无疑是目前冶炼行业中的老大难问题,国内外的同行都被其困扰已久。该企业目前先自主建成一套在世界范围内唯一的火法冶炼装置。为其名为“三连炉”主要以金、银、铜等为主要原料,与其他炉型和冶炼工艺相比,这种工艺无论是在弥散烟气控制方面,还是在蒸汽能源等方面都具有较高的优势。
3现有废酸废水处理工艺
由于国家出台了严厉的环保政策,该企业针对环保方面问题也进行了大量的投入。针对冶炼酸性废水的处理,具体的实施了以硫氢化钠为硫化剂的传统硫化项目和以硫化氢为硫化剂的高效硫化项目,而进一步的配备了配套硫化氢工业化生产系统。
3.1生活废水处理。该企业的生活废水主要按照国家要求标准排向了生活污水处理厂,并且,该企业后期要逐步建设自备的生活污水处理厂,建成后,经处理的生活污水将会浇灌厂区的植被作物或者进一步的排向污水处理厂从而减少水资源的浪费问题。
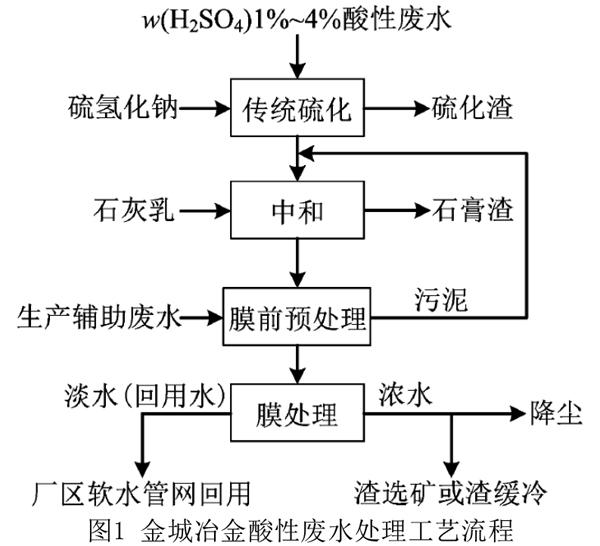
3.2冶炼酸性废水处理。该企业的冶炼酸性废水处理工艺流程详见图一
4该公司供排水存在问题
现有冶炼酸性废水处理存在以下问题:
(1)该企业在废水处理的过程中随之产生了大量的石膏渣。
(2)该企业为实现其废水的零排放,将大量的浓水送去渣暖冷和渣选矿自我消耗,然而,渣选矿和渣缓冷必须要使用大量膜过滤冷水,这样就牺牲了绝大部分的渣选矿效益。
(3)对现场的工况存在严重的破坏,尤其是管道的腐蚀以及渣包上层结钙等问题。
(4)对于使用设备的耗损不断增加,在很大程度上造成了能源和水资源的浪费问题。
5解决措施
5.1冶炼废酸废水减量化处理技术方案。通过对实际情况的全面分析后,在对酸废水进行处理的过程当中,相应的设计方案选择为多级闪蒸预浓缩加多效蒸发浓缩工艺。在这一过程当中,不管收砷装置是否处于正常运行的状态当中,相应的预浓缩工作都采用16級产蒸发工艺。
(1)多级闪蒸预浓缩。首先,当收砷装置由于各种因素的影响,处于不运行状态当中的时候。现场的工作人员应该通过16级闪蒸发工作的正确进行,将酸性废水的酸度提高到wH2SO420%,从而进一步得到处理后废水的估算量大约为155m3/d。而在这一过程当中所产生的弱酸性废水大约为550m3/d。
其次,当收砷装置由于现场条件良好处于始终都能够处于正常运行状态当中的时候,现场工作人员依然需要通过16级闪蒸发工艺的正常使用,将酸性废水的酸浓度提高到wH2SO420%,通过这样的方式可以使得最终所得到的污酸量为100m3/d。在这一过程当中所能够产生的弱酸性废水为890m3/d。
(2)多效蒸发浓缩。当收砷装置由于各种因素的影响无法处于运行状态当中的时候,155m3/d的wH2SO420%污酸通过双效蒸发工艺的正常进行,可以将污酸的浓度进一步提高到wH2SO455%。然后,再让污水通过一级单效蒸发浓缩,进一步将其酸度提高到wH2SO470%,最终得到硫酸32m3/d,
当收砷装置处于正常运行状态当中的时候,可以将wH2SO420%的污酸通过双蒸发工艺的正常进行,将浓度提高到wH2SO455%,然后再通过一級单效蒸发浓缩工艺的正常进行,将污酸的浓度进一步提高到wH2SO470%,从而最后得到硫酸18m3/d。
(3)消耗及其他。首先是对蒸汽的实际消耗量,当收砷装置由于各种因素的影响无法处于运行状态当中的时候,在这一过程当中所需要消耗0.5MPa、180摄氏度的蒸汽234t/d;当收砷装置处于运行状态当中的时候,工艺在实际进行过程当中所需要消耗的蒸汽量大约为258t/d。
其次为酸性废水回收。当收砷装置无法处于正常运行状态当中的时候,通过两大系统功能的正常进行可以回收酸弱酸性废水678m3/d;当收砷装置处于正常运行状态当中的时候,通过这两个系统作用的正常发挥,将可以回收酸性废水为962m3/d。
最后,电耗。当现场工作人员将收砷装置关闭的时候,系统装机容量大约为16级闪蒸浴浓缩系统130kW、多效蒸发浓缩系统128千瓦不含蒸汽运行成本为一吨硫酸消耗7块钱;当收砷装置处于运行状态当中的时候,相应的蒸汽相应的不含蒸汽运行成本大约一吨硫酸消耗8.5元。
(4)投资建议。在实际投资工作进行的过程当中,相关企业可以通过相应的蒸汽条件以及现场的实际情况进行2期投资。第1期投资应该用于16 级石墨闪蒸预浓缩项目,而第2期投资应该在蒸汽以及场地符合生产条件的情况下,建设运营二级石墨多效蒸发浓酸系统。通过这样的方式可以使得投资人的经济效益得到充分的保障。
5.2 SO2风机循环水深度处理技术方案。相应的工作人员按照公司所提供的水体样本,并且委派相应的工作人员前往现场进行了全方位的调查后,作出生产系统最小的SO2风机循环水深度处理方案。结果表明,通过该技术方案的正常使用,可以使得循环水的排放量减少50%以上,而且冷却设备的换冷效果也得到了实质性的提升。系统当中,由于各种因素的影响结垢现象得到了彻底的消除,与此同时在设备使用过程当中,对能源的消耗量也得到了实质性的下降。
6结语
有色冶炼和贵金属冶炼所产生的污酸资源化、减量化,充分的利用了工业循环冷却水深度处理过程当中所特有的优势。随着相关工作人员的不断研究以及各项环保工艺的不断开发,不难预见在不久的将来,有关于废酸废水处理的相关工作将不再是有色冶炼和贵金属冶炼行业发展的拦路石。
参考文献:
[1]郈亚丽,石凤浜,吕克新.铜阳极泥焙烧及分铜工序的技术改造[J].有色冶金节能,2020,36(02):13-17.
[2]李维平,南君芳,张克荣,薛建森,冯圣君,冯杰,杨林丰.有色冶炼废酸废水减量化和资源化处理的研究[J].硫酸工业,2019(07):11-16.
[3]颜海洋. 离子交换膜过程在典型工业废水资源化中的应用基础研究[D].中国科学技术大学,2019.
[4]戴科栋. 不锈钢酸洗污泥资源化利用项目管理研究[D].浙江工业大学,2018.
[5]高丽敏. 资源型城市循环经济发展的可持续性研究[D].兰州大学,2007.
