叶丝柜分配行车运行超时报警功能研究
2020-10-20吕同军姜健刘晓刘国顺
吕同军 姜健 刘晓 刘国顺
摘 要:储柜类设备是卷烟生产工艺中重要的工序中转环节,青岛烟厂制丝车间由于烟丝品牌的不同需要叶丝柜数量众多,采用双层结构,工作环境复杂,分配行车的状态监控成为一个难点。本文应用罗克韦尔PLC的用户自定义变量,组建架构,以分配行车步进次数为依据,编写分配行车运行超时报警程序,并与中控人机交互界面联动,显示报警提示,充分挖掘设备自动化与远程监控的配合使用,提高设备运行稳定性。
关键词:分配行车;自定义变量;报警程序;步进次数;人机交互界面
1 背景引言
由于卷烟生产工艺的需要,为了均衡烘后叶丝的温度和水分,平衡切烘丝与掺配加香两个工序的生产时间,采用储叶丝柜为中转设备。目前青岛卷烟厂生产序列在用卷烟牌号较多,制丝车间共配置16个叶丝柜。叶丝柜采用双层架构,分为上下两层,设备布局复杂,六台分配行车位于设备顶部及上下层柜中间位置,监控较为困难。叶丝线为三线配置,实际生产中进柜分为三条路径,分配行车使用频率高,多台同时运行并且切换频繁,工作环境复杂,因此,增加叶丝柜分配行车运行超时报警功能十分具有实际意义。
2 工作原理
青岛卷烟厂上层八组叶丝柜,如图1示。YS2表示2#叶丝柜,YB1416表示分配行车1416,每个叶丝柜有两个接近开关用JK表示。分配行车通过轨道可以运行到各个叶丝柜,烟丝进入分配行车再送入各个叶丝柜,每种不同牌号的烟丝只能进入不同的叶丝柜。在生产过程中,每隔一定的时间,分配行车会步进一次,并在选定叶丝柜的两个接近开关之间来回,直到生产任务结束。下层叶丝柜布局与上层相同。
3 项目实施
叶丝柜共有6个分配行车,数量多,并分为上下两层,三个进柜工序,工作环境复杂,给平时生产监控造成了较大的困扰。在实际生产过程中,分配行车在轨道运行时如果发生打滑现象,现有设备功能无法提供状态判断,成为一个影响正常连续生产的隐患。
根据分配行车工作原理与现有的设备条件限制,我组成员最终决定采用分配行车在每个叶丝柜两个接近开关之间单向步进次数为依据来研发分配行车运行超时报警功能。
3.1 控制程序修改
3.1.1 数据准备
叶丝柜有6个分配行车,其中有4个分配行车分别对应3个叶丝柜,2个分配行车分别对应2个叶丝柜;并有3路进柜工序,一个分配行车一次只能给一路进柜工序使用。
首先要在程序中界定叶丝柜与分配行车工作对应关系,比如进8#叶丝柜使用YB1416,进6#叶丝柜使用YB1415等。
其次精确测定每个分配行车分别进每个叶丝柜两个接近开关之间单向步进的次数。其中YB1415.1、YB1416.1、YB1415、YB1416单向步进次数为6次,YB406、YB405单向步进为4次。
3.1.2 定义数据结构
青岛卷烟厂叶丝柜控制系统使用的是罗克韦尔PLC,整体程序架构采用模块化配置。因分配行车在使用过程中的具体情况复杂,在修改程序时,我组成员决定使用多次重复调用同一个子程序的结构来实现分配行车运行监控程序的修改。
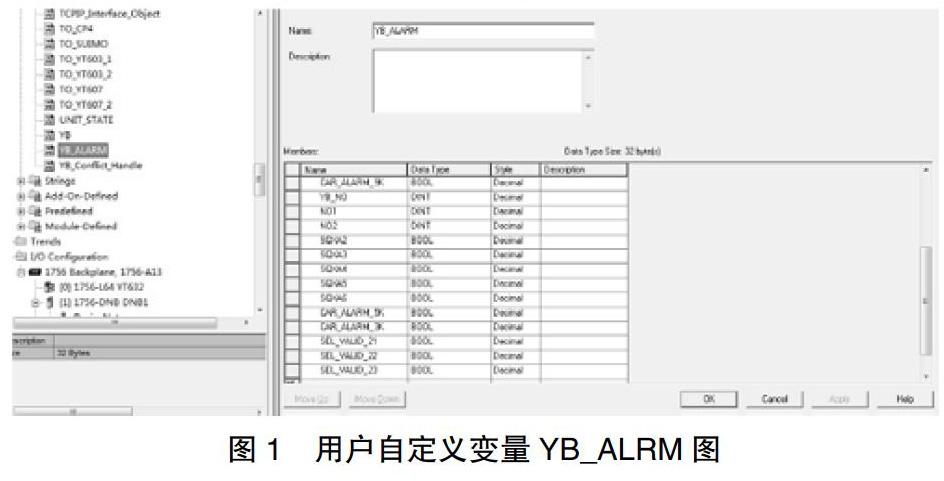
为实现功能,首先需要新建用户自定义变量。在用户自定义变量YB_ALRM中包含了18个BOLL量和5个DINT量,数据量较大。
3.1.3 子程序功能开发
调用子程序的编写:区分在生产过程中进哪个叶丝柜占用哪个分配行车,分配行车定位叶丝柜完成后步进次数计数器开始计数,每当分配行车步进到接近开关时,步进次数清零,分配行车返向步进再次开始计数;如果步进次数达到预设值,则延时3s发出报警信号。
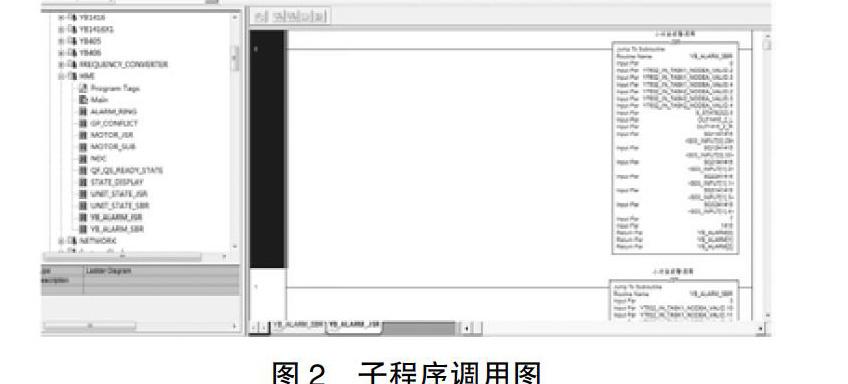
调用子程序实现功能:新建一个程序段,在其中重复调用上述子程序7次,然后统一分配行车报警点与3路进柜工序相对应,方便后续人机交互界面使用。
最后在主程序中调用该新建的程序,启用输出。
3.2 人机交互界面完善
中控人机交互监控画面使用IFIX软件,通过OPC与底层PLC通讯。在数据库中新增三个DI变量,分别对应3K叶丝、5K叶丝、9K叶丝进叶丝柜分配行车报警点,并使其在报警出现时在中控人机交互界面显示报警提示。
4 实际效果
分配行车运行超时报警功能投入实际使用后,连续跟踪3个月生成数据,共计提供报警4次,有效解决了轨道打滑等异常情况难以发现的难题,减少了对正常连续生产造成不利影响的可能。
5 结束语
本次功能改进对罗克韦尔PLC程序功能进行了深入研究使用,通过设备自动化程序改进与远程监控的配合使用,提高了设备运行可靠性与产品质量的稳定性,并且为车间类似设备的改進提供了有益借鉴。
参考文献:
[1]崔群.应用PLC实现烟丝多组柜分配行车自动找柜[B].机电工程,2000,17(03):37.
[2]王华忠.工业控制系统及应用PLC与人机界面[M].北京:机械工业出版社,2019:50-70.
