井筒防偏磨断脱技术研究
2020-10-20何成伟
何成伟


摘要:近年来,随着某油田开采力度的不断加大,对油井生产过程中抽油杆断脱的问题越来越关注,抽油杆断脱严重的影响着企业的工作效率,困扰着油井的正常生产,抽油杆断脱的主要原因是油杆老化、斜井偏磨、腐蚀等,下文对某油田实际应用的抽油杆防断脱技术中使用的各项措施进行具体分析。
关键词:防偏磨;防断脱;现场应用
有杆泵抽油管串的断脱是影响油田正常生产的主要因素之一,在对断脱最集中的关键管(杆)段的断脱原因不断分析、研究基础之上,目前已经形成了一套比较完善的防断脱技术系列,经过某油田现场规模应用,收到了显著的效果。
1 悬挂系统
一是从1998年开始推广了Φ25 mm的D级专用标准光杆,取代了原来用Φ22 mm的抽油杆加工光杆的历史。标准光杆的下端加工成Φ22 mm的抽油杆螺纹,仍与Φ22 mm 的抽油杆联接,但承载截面积增大33%,并具有良好的耐磨性能。
二是推广N-80管挂;从1998年开始统一采用N-80管挂,取代了J-55管挂,N-80比J-55的钢级提高2级,螺纹处的抗拉能力由321.9 kN提高到467.5 kN,提高了145.6kN,使管挂断裂现象得到了很好的解决。
2 防脱器
油杆防脱器主要是克服油杆运行过程中的反扭矩和消减瞬间的振动载荷,目前在用的防脱工具主要有旋转防脱器和液压式减震防脱器。
(1)旋转防脱器
如图1所示,该防脱器利用机械转动轴的原理设计而成,两端和抽油杆相连接,当油杆运行时产生的反扭矩作用于防脱器上时可使防脱器自由旋转及时的将卸扣反扭矩予以释放,起到防止油杆脱扣的作用;该防脱器原理简单、功能单一,转轴易磨损断裂,逐渐被液压式减震防脱器所替代。
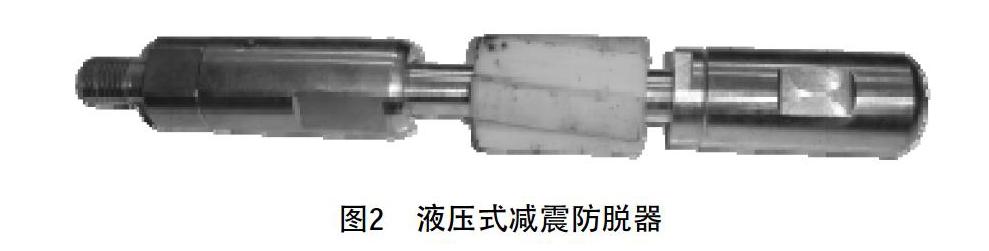
(2)液压式减震防脱器
在旋转式防脱器的基础上改进为集旋转、减振、扶正功能为一体的液压式减振防脱器,如图2所示。其原理示意图如图3所示,主要是通过套筒及耐磨件内孔端面,使拉杆在换向过程中能随抽油杆作径向旋转和轴向位移,能有效地释放抽油杆的反扭矩,防止螺纹松脱;由于进排油孔的作用,在抽油杆上下运动时,缓冲惯性阻力,减小振动载荷,防止抽油杆的断裂和脱扣,该防脱工艺目前已全面推广应用。
3 HL级高强度抽油杆
对泵挂大于1600m的井,为了增加上部油杆的抗拉强度,选用HL级超高强度抽油杆,D级和HL级油杆性能对比见表1所示,可以看出HL级杆比D级油杆的抗拉强度增加了17.8-21.9%,有效的防止了上部油杆疲劳拉断的现象发生。
4 扶正杆
目前斜井防磨的主要技术思路是在油杆上安装扶正工具,使抽油杆与油管之间的刚性摩擦变为尼龙扶正块与油管间的摩擦,有效的保护管、杆,延长管、杆使用寿命。目前油田在用的斜井防磨工艺主要以尼龙扶正杆、高强度尼龙扶正器为主。对于定向井,造斜点以下全部配套扶正杆,根据扶正块加工工艺的不同,扶正杆可分为浇注型尼龙扶正杆和机械卡槽式胶结扶正杆。
(1)浇注型尼龙扶正杆
浇注型扶正杆防磨工艺为在普通抽油杆的杆体上通过浇注的方法注塑尼龙扶正块,一根油杆浇注三个外径为Φ58mm的尼龙扶正块,扶正块的分布位置通过理论分析,并结合现场应用实践对其位置不断的进行优化调整;2005年针对原用扶正杆扶正块没有充分起到保护油杆接箍易偏磨油管的问题,对扶正块安装位置重新进行了设计,将两端的防磨块分别向外移动0.7m,接箍防磨间距由原来的3.0m缩短为1.6m,使扶正块对接箍的保护作用得到进一步加强,图4为改进前后的扶正杆结构示意图。
浇注型扶正杆存在的最大问题为注塑扶正块凝固时间较长,劳动
效率低,易出现气泡等浇塑缺陷,影响整体扶正效果。
(2)机械卡槽式胶结扶正杆
此防磨工艺是将提前浇注合格的两块防磨块利用机械啮合槽紧密的和油杆相啮合,同时利用特制的胶使扶正块和油杆牢牢的相胶结成为一个整体,在烤箱内高温固化5-6h,使其完全凝胶达到现场使用要求。该工艺基本上解决了浇塑型扶正杆的加工缺陷,缩短了扶正杆成型加工周期,提高了工作效率。
5 高强度尼龙扶正器
扶正器为在长约30cm的油杆短节上安装一个外径为Φ58mm抗耐磨的尼龙扶正防磨块或防磨轮,充分保护偏磨部位的油管杆。扶正器发展共经历了三个阶段:第一阶段为滚轮式扶正器,第二阶段将滚轮扶正改进为尼龙防磨块扶正的旋转式扶正器,第三阶段为扶正、助抽和刮蜡为一体的多功能扶正器。在斜井“狗腿度”变化大的井段前后抽油杆上各接2个,在造斜点处接2个以上扶正器,在滑杆以上的抽油杆上依次接2个,在距井口25m和45m附近抽油杆上各接1个,全井共计接10個以上扶正器,根据具体情况可适当的加以调整,斜井全井最少不得少于5个。高强度尼龙扶正器主要有以下几种:
(1)滚轮扶正器
滚轮扶正器由主体、滚轮和轮轴三部分组成。虽然起到了一定的防磨作用,但在使用中存在滚轮易卡死,销子易断裂,造成滚轮脱落和本体强度不够,有时发生断裂且偏磨往往导致滚轮扶正器一个滚轮的消耗等缺点,鉴于以上工艺缺 陷,目前滚轮扶正器已经淘汰。
(2)旋转式扶正器
针对滚轮扶正器存在诸多不足,在其基础上发展改进为旋转式扶正器,主要工艺改进为将原来的扶正滚轮改为可旋转的扶正防磨块,克服了滚轮扶正器易卡易损坏和单向偏磨的问题,将管与杆之间的滑动摩擦变为滚动摩擦减小了摩擦力和摩擦损耗,并且在尼龙防磨块上设计了四道导流刮蜡槽,在扶正防磨的同时还可起到刮蜡作用。目前此防磨扶正工艺已经在各油田全面推广应用。
(3)多功能扶正器
见图6所示,该装置充分利用扶正块上下行时的摩擦力而研发的,将原来旋转式扶正器的一个防磨扶正块改为固定式和游动式两个扶正防磨块,并且设计四道具有20℃倾角的导流、助抽、刮蜡槽,易于两个扶正块的闭合助抽和错位刮蜡。油杆上行时游动扶正块在摩擦力的作用下和固定扶正块紧密的相结合,起到扶正、助抽提液的作用;油杆下行时在摩擦力的影响下游动,扶正块和固定扶正块错位相分离,扶正时又能起到刮蜡作用。
结论
通过对现场偏磨情况以及井筒防偏磨断脱技术的各项措施和原理进行介绍,为抽油机井偏磨治理提供了技术保证,可以在对作业油井现场监控下准确掌握管杆偏磨的详细情况,从而采取有效的防偏磨措施。
参考文献:
[1]韩修廷,王德喜,王研等.利用低摩阻柱塞抽油泵提高泵效及防偏磨技术的应用[J].石油学报,2007,28(4 ):138-141.DOI:10.3321/j.issn:0253-2697.2007.04.030.
