高压往复式压缩机气缸磨损问题分析
2020-10-20李治发熊一丁
李治发 熊一丁
摘要:地下储气库通常采用大排量、高压力的往复式压缩机进行注气工作。在储气库投产初期,某台机组出现了气缸磨损的问题,严重影响机组的运行效率。同时增加了维修成本,降低了储气库的经济效益。本文通过对该地下储气库压缩机组出现的气缸磨损问题进行分析,指出导致气缸磨损的根本原因,并提出压缩机运行管理建议,以提高压缩机组的运行维护管理水平。
关键词:地下储气库 往复式压缩机 气缸磨损
Analysis on Cylinder Wear of High Pressure Reciprocating Compressor
Li Zhifa Xiong yiding
SINOPEC TIANRANQI COMPANY
Abstract:Underground gas storage usually use large displacement,high pressure reciprocating compressors for gas injection.At the initial stage of production of the gas storage,a certain unit had a problem of cylinder wear,which seriously affected the operation efficiency of the unit.At the same time,it increases maintenance costs and reduces the economic benefits of gas storage.This article analyzes the problem of cylinder wear in the compressor unit of the underground gas storage,points out the root cause of cylinder wear,and puts forward compressor operation management suggestions to improve the operation and maintenance management level of the compressor unit.
Keywords:underground gas storage,reciprocating compressor,cylinder wear
一、儲气库压缩机简介
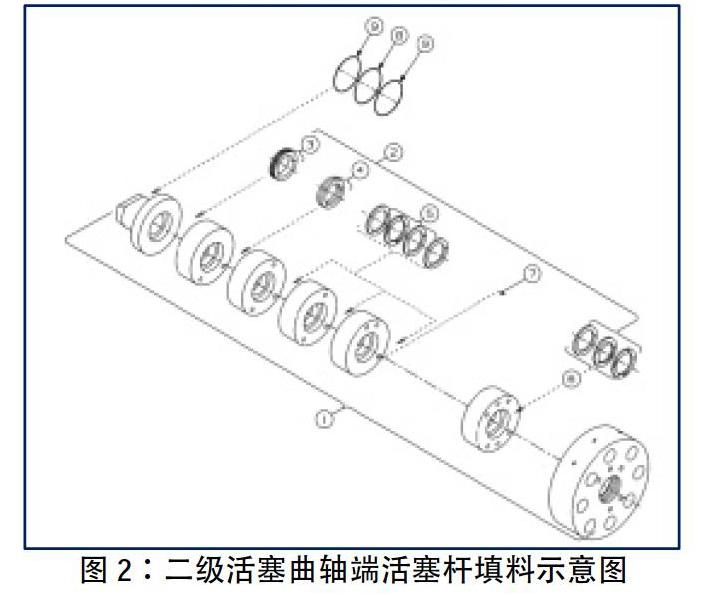
某地下储气库共有三台压缩机,其中1#压缩机是美国进口的往复式压缩机,型号为DRESSER RAND 7HOS2,机组设计进气压力6.0MPa,进气温度25℃,额定排气压力23.5MPa,设计排量62×104Nm3/d,采用两级压缩,机组一级气缸尺寸为7”(177.8mm),二级气缸尺寸为6”(152.4mm),行程为7”(177.8mm)。气缸均采用双作用式,为了降低二级气缸活塞力、增大反向角,在二级活塞末端设有尾杆,如图1所示。机组二级活塞两端活塞杆均有填料进行密封,如图2和图3所示。该机组的一套完整二级填料共有6道环,其中有2道减压环、3道主密封环(由径向环、切向密封环、铜环组成)和1道漏气密封环,6道环均装配到对应的填料函中实现对活塞杆的密封作用。
二、机组故障情况
1.填料损坏、填料函磨损
在机组运行2235小时,对机组进行维保时,第一次检查了二级填料,发现两套填料均损坏,填料函均有不同程度的磨损,原因均为减压环弹簧断裂,弹簧碎片造成填料的损坏及填料函的磨损。
2.活塞环磨损
机组运行2235小时,对机组进行一级保养时,二级气缸活塞底部间隙测量达到0.10mm,低于机组手册要求(底部间隙大于0.25mm),更换新活塞环后底部间隙值为0.70mm,新旧活塞环尺寸对比如表1所示。从压缩机运行维护管理方面综合考虑,此时应对气缸直径进行测量,掌握气缸磨损情况。
3.气阀损坏
机组运行2235小时的一级保养时检查二级进排气阀,排气阀阀座和阀片内嵌入有大量弹簧碎片,阀片严重受损,如图6所示。
如前所述,在机组运行2235小时后,保养机组更换了新填料、新活塞环和新气阀后,机组继续运行。在机组运行3528小时后,保养机组时,检查二级填料及填料函,填料仍然出现弹簧断裂问题,填料函磨损加重。填料减压环弹簧的短时间断裂,已明显表明,该弹簧不适合机组运行工况,需对弹簧进行升级后才能使用。
4.活塞杆及活塞磨损
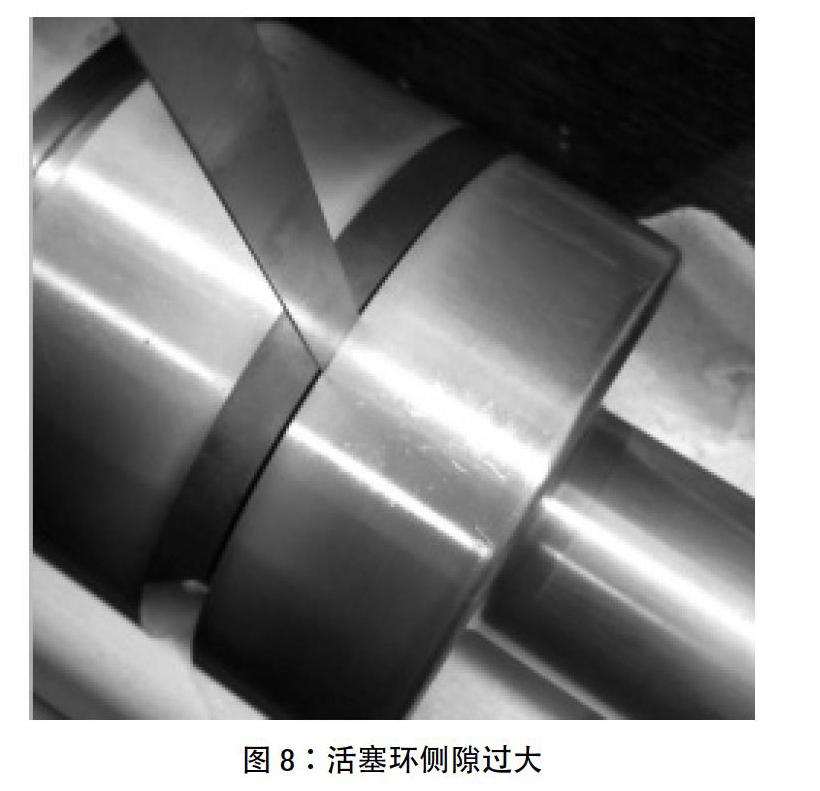
机组运行3528小时后的维保期间,检查并测量了二级活塞杆的相关尺寸,活塞杆两端与填料接触止点位置均有明显均匀磨损痕迹。活塞杆(标准直径63.50mm)最小直径62.95mm,最大磨损超过0.5mm。活塞环槽侧隙值达到0.95mm,远大于正常侧隙标准要求(0.23-0.33mm)。活塞环槽尺寸数据见表2。
5.气缸磨损
在机组运行3528小时后,在机组检查保养时,测量二级气缸直径,发现气缸已出现较大磨损,气缸缸径测量数据见表3。从压缩机运行维护管理方面考虑,此时才对气缸直径进行测量已经迟了。
表中气缸直径最大增量2.17mm,气缸最大锥度0.88mm,最大失圆0.2mm,各项数据均超标。机组技术手册要求,气缸直径最大允许增量0.46mm,最大允许锥度0.09mm,最大允许失圆0.08mm。
6.气缸振动超标
在已知气缸磨损的条件下,更换全新填料及填料函、新活塞及活塞杆、新活塞环等零部件后,对机组进行负载运行测试,利用ZDY振动测量仪对机组二级气缸振动情况进行测量检查,数据如表4。发现压缩机带载运行时二级气缸缸头位置竖直方向振动值严重偏大,超过国标《GB7777-2003容积式压缩机机械振动测量与评价》设定的18mm/s的指导限值。由于机组实际运行振动偏大,因此决定返厂更换二级气缸缸套。
三、气缸磨损技术分析
综合以上故障情况进行分析,我们认为该机组气缸磨损的根本原因是减压环弹簧断裂的影响。弹簧碎片导致填料、活塞环、气阀等易损件的过快磨损或损坏,并造成了填料函、活塞及活塞杆、气缸等部件的异常磨损,极大的增加了机组维修成本及时效。减压环弹簧断裂属厂家设计问题,采用的原始弹簧不适合机组运行工况,后期厂家将弹簧进行了升级后,弹簧断裂问题得到解决。在更换全新填料函及填料、新活塞及活塞杆以及将气缸返厂维修更换缸套后,机组磨损问题得到有效解决。目前该机组运行已超过一万小时,在机组后期维护保养中测量气缸直径、活塞环槽侧隙、活塞杆直径等参数均正常,再无异常磨损出现。
四、管理原因分析
1.压缩机故障处理技术经验不足
在地下储气库的压缩机组实际运行维护保养工作方面,储气库业主单位技术力量薄弱,一般是委托专业的压缩机保运公司(通常称维保单位)开展运行维护工作。在实际工作中,由于维保单位相关技术人员的技术经验不足,缺乏系统性考虑,对机组已出现的故障原因分析检查不到位,从而未能尽早发现故障的严重性或导致机组故障的不断扩大。在机组运行2235小时维护保养时,维保单位已拆卸二级气缸的填料函及活塞杆,更换新填料及活塞环,却未对二级气缸直径及活塞环槽尺寸进行测量,未能最早发现气缸磨损问题或掌握气缸磨损情況。
2.业主单位对厂家设计问题的处理能力不足
针对二级填料减压环弹簧断裂,最终导致气缸磨损的问题,反应出了业主单位与压缩机厂家沟通处理力度的不足,在确认了生产厂家提供的零部件不能满足机组运行工况并且已造成损失的情况下,未能有效追究生产厂家相关责任,而使自身花费了大量维修经费。也未能有效利用生产厂家的技术实力及时处置相关故障问题,极大的增加了机组维修时间。该机组前后花了近两年的时间才将气缸磨损问题查清并完全解决。
3.压缩机组振动监测不足
压缩机组仅在机身处设置有振动探头监测机组振动情况,在气缸末端未设置有振动探头,管理上也未考虑到利用便携式振动测试仪定期对气缸振动进行监测,因此在运行初期,气缸振动的掌握情况基本属于空白。从该机组的实际运行情况来看,气缸磨损问题导致的气缸振动超标问题很早就有,只是在运行管理中未发现而已,这也侧面影响到了气缸磨损问题的发现及解决时效。
五、压缩机运行管理建议
针对该机组出现的气缸磨损问题,在此提出压缩机运行维护管理方面的两点建议。
1.加强技术培训,提高系统性分析问题的能力
通常情况下,气阀、活塞环、填料是压缩机的三大易损件,是制约往复式压缩机运行稳定性的重要影响因素。但是这是一个相对概念,它们的易损是相对于压缩机使用寿命来说,是相对于气缸、活塞等部件来说,而并不代表其本身的易损。在压缩机技术协议中有明确规定,气阀、活塞环、填料的使用寿命不能少于8000小时。因此在它们出现短时间的损坏时,作为压缩机的管理者,需引起重视。无论是压缩机组的业主管理单位还是运行维保单位,都应该加强对内部相关管理人员、技术人员的培训工作,从压缩机运行维护操作指导入手,结合压缩机系统知识,多方面展开学习,在遇到故障问题时,要能系统性的全面的分析故障问题,查清故障原因,解决故障问题。
2.完善压缩机维保管理规定,健全压缩机运行管理制度
对于往复式压缩机而言,专业的维护保养非常重要,一般情况下,往复式压缩机运行满1000小时需进行一级保养,运行满4000小时需进行二级保养,运行满8000小时需进行三级保养,作为管理单位,需完善各级保养的具体内容,在保养工作中严格落实。保养过程中如发现故障问题,应进行升级保养,查清故障根本原因。在日常运行管理中,需建立健全的运行管理制度,每日巡检与每周检查相结合,建立机组振动监测系统、监测机组各部位振动情况,全面掌握机组运行情况,确保机组运行平稳有效。
