银铜共晶焊料过流淌影响因素的研究
2020-10-20张凤伟张庆宁峰鸣
张凤伟 张庆 宁峰鸣


摘 要:本文主要叙述了金属封装外壳在银铜钎焊过程中出现焊料过流淌、可靠性问题。借助显微镜、塞尺比对等手段,研究金属封装外壳钎焊过程中出现焊料过流淌影响产品可靠性的原因和机理并对钎焊工艺进行优化,为金属封装外壳焊料过流淌影响产品可靠性问题提供了理论支撑和实际指导意义。
关键词:钎焊工艺;焊料过流淌;优化
1、引言:
电真空器件指借助电子在真空或气体中与电磁场发生相互作用,将一种形式电磁能量转换为另一种形式电磁能量的器件,如微波电子管继电器、接插件、太阳能真空集热管等[1-4]电真空器件具有大功率、高频以及低成本的特点,越来越广发应用于军事、商业以及医疗系统中2电真空器件制造过程中存在大量使用银铜共晶钎料焊接10# 钢、钨铜、无氧铜等金属材料 Ag72Cu28焊料是 Ag-Cu 共晶合金,熔流点相同没有结晶间隙,且熔点较低漫流性好,工艺容易控制,成本低等优点。在电真空器件制造使用量占总焊料量的80%以上。
2 试验
2.1 试验背景
实际生产过程中,金属封装外壳在钎焊过程中存在焊料流淌距离偏大,后道工序选螺丝对外壳进行定位。底板表面的镀层破坏银铜焊料裸露在空气中。使得空气中如含氧的水汽、含硫元素的物质或气氛和银发生化学反应。
常见的化学反应有:4Ag+O2=2Ag2O;2Ag+S=Ag2S由于焊料与镀层之间电位差的存在,焊料就与镀层间就形成了一个个原电池系统,焊料中 Ag 作为阳极被腐蚀。当这些成分复杂的化学反应生成物通过孔隙迁移到镀层表面,就形成宏观上的“变色”现象。此现象影响产品的外观并对可靠性产生一定影响。因此环框与底板焊接处的焊料流淌距离需控制在0.50mm 以内。
2.2 原因分析
通过对存在焊料流淌的进一步研究,焊料流淌主要是受到焊料量、钎焊热熔、底板表面状态、钎焊工艺参数等因素的影响。
第一,焊料量对焊料流淌的影响。通过对《钎焊手册》研究明确,其推荐环框与底板钎焊焊料厚度为0.05mm。但是,在具体的生产过程中,则是对产品进行了利用,并且焊料量厚度为0.1mm,焊料量相对较大,致使钎焊后经常会存在底板焊料过流淌现象。
第二,钎焊热熔对焊料流淌的影响。在钎焊工艺中,若热容存在不均衡的情况,最终就是使得钎焊炉温度存在波动问题,进而导致焊接不良,严重的情况下,甚至会出现焊料过流淌。
第三,钎焊工艺参数对焊料流淌的影响。依照钎焊理论,如果钎焊温度相对较高,则其保温的时间也会相对较长,所以焊料非常容易出现流淌问题。与之相反,如果钎焊温度相对较低,保温时间保温短焊料无法得到充分的熔化。因而,在本次试验中,主要是对钎焊窑炉的温度曲线进行分析。
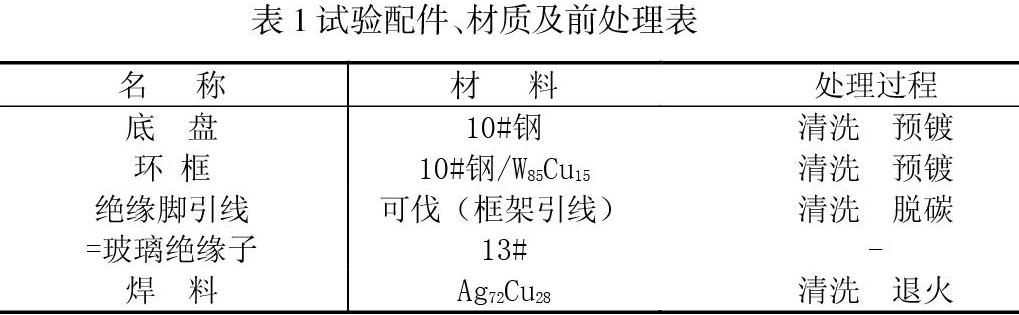
2.3 试验原料
金属封装外壳结构如下图1所示。金属封装外壳配件、材质及其前处理如下表1所示:
2.4 试验设备
扩散炉、链式网带熔封炉、链式网带钎焊炉、军用电镀线。
2.5 测试设备
体式显微镜、比对塞尺。
2.6 试验安排
金属封装外壳制备通用流程如下图2所示:
其中,钎焊工艺是一道关键工序,该工序出现焊料过流淌的问题直接关系到烧结工序的最终成品率。为此试验将从焊料量、钎焊温度、钎焊的保温时间等展开研究,并根据分析结果给出最终的生产方案。
a) 焊料量
为了获得填缝密实的接头,需要对焊料的流动加以控制。焊料量的多少直接影响焊料流淌的距离。
b) 钎焊温度
确定钎焊温度的主要依据是所用焊料的熔点。它应适当的高于焊料的熔点,以减小液态焊料的表面张力,改善润湿和提高填缝能力。钎焊温度越高,焊料流淌性越好。
c) 钎焊保温时间
保温时间的确定,首先要考虑焊料与被连接材料相互作用的特征。当两者相互作用产生强烈溶解,生成脆性相等不利倾向时,应尽量缩短保温时间。保温时间越长钎焊母材会不断熔入液态钎料。焊料表面会出现“熔蚀”现象[5]。
d)热容
在对热容进行确定的过程中,试验件使用的焊料的厚度均为0.05mm。
3、试验结果与讨论
焊料量。针对这一因素,其会随着焊料厚度的不断减少,焊料流淌距离呈现出了减少的趋势。并且,通过对上述试验的进一步研究和分析得知,焊料流淌的数据表明0.05mm 焊料厚度最佳。此外,依照结果,焊料量是影响焊料流淌的关键因素。具体结果如图3所示。
a) 保温时间。根据上述试验数据表明,随着保温时间的不断减小,对于焊料流淌宽度而言,其也会出现相应减小的情况。具体如图4所示。
c)热容。通过对图5的进一步研究可以明确,随着热容的不断增加,焊料流淌的平均宽度由1009微米降至720μm,不能达到客户小于0.5mm 的要求。同时,热熔是虽然是影响焊料流淌的因素之一,但不是关键因素。 图5热容影响因素结果分析
綜上所述可知、焊料流淌距离控制在多少微米不仅焊接效果最佳且焊接质量最佳。
4、结论
通过以上实验得到如下结论:
1、热熔是虽然是影响焊料流淌的因素之一,但不是关键因素。
2、焊料厚度控制在0.05mm,焊料接头质量最佳且焊料流淌性最好。
3、控制焊料流淌。最优的焊接工艺焊焊接保温时间3min、钎焊温度805℃
参考文献:
[1] Chern T S , Tsai H L . Wetting and sealing of interface between7056Glass and Kovar alloy [J]. Materials Chemistry & Physics,2007,104(2-3):472-478.
[2] 马英仁.封接玻璃(一):对玻璃的要求及适于封接的金属[J].玻璃与搪瓷,1992(04):58-65.
[3] Kuzmina N , Zhurbas V . Effects of Double Diffusion and Turbulence on Interleaving at Baroclinic Oceanic Fronts [J]. Journal of Physical Oceanography,2000,30(12):3025-3038.
[4] 刘云平.电真空器件的钎焊与封接工艺中的可伐开裂问题[J].电子管技术,1977(04):4-12.
[5] 赵飞,冯东,黄志刚.WSS 金属封装外壳陶瓷与无氧铜钎焊气密性失效问题研究[J].混合微电子技术,2018.
[6] 赵飞,冯东,黄志刚.WSS 金属封装外壳陶瓷与无氧铜钎焊气密性失效问题研究[J].混合微电子技术,2018,025(003):P.60-63.
