基于 PLC 的小型自动化设备功能开发分析
2020-10-20屠彬
屠彬
摘 要:自動化设备主要涵盖流水线运行与单机运行两种形式,单机运行仅需要对关键功能实现加以考虑即可,而流水线运行则需要对下流和线上信号衔接进行充分考虑,比如用料计算、生产信息、报警以及运行速度等。对此,本文简单介绍 PLC 系统情况,并分析以 PLC 为基础小型设备的功能开发方法,希望能够为相关企业以及人员提供参考,共同促进我国工业自动化稳定、健康发展。
关键词:PLC;自动化设备;功能开发
前言:当前,企业开展生产活动过程中,自动化程度日益增加,企业在自动化技改以及自动化需求不断增加。并且自动化服务水平也不断提高,比如 AB、施耐德和西门子等公司可以为生产企业提供自动化流水线方案。然而对于中小型企业,基于产能与资金等方面影响,无法设置完整的自动化流水线,主要通过局部或是部分自动化技改满足自身发展需要。同时中小企业通常会选择PLC 控制核心或是小型PLC 设备。
1 PLC系统分析
1.1 PLC 概述
PLC 即 Programmable Logic Controlle(r可编程逻辑控制器),其是美国企业产业在生产技术方面要求不断增加背景下诞生。20世纪60年代,通用公司调整生产线过程中,发现接触器以及继电器控制系统维护困难、噪音大、体积大、可靠性差以及修改困难等,因此提出“通用十条”指标。数字化设备公司在1969年研制出 PDP-14,通用公司通过生产线试用,取得良好效果。随后,日本在1971年研制出 DCS-8控制器,德国在1973年研制出控制器。我国在1973年开始研制PLC,并于1977年开始向工业行业推广PLC。
PLC 属于一种自动化运算控制器,其涵盖微处理器,能够随时通过内存装置载入以及执行控制指令[1]。主要由电源、输入接口、输出接口、数据内存、指令以及 CPU 构成。早期 PLC 仅能够实现逻辑控制,因此以 Pro- grammable Logic Controller 命名,在不断发展过程中,逐渐出现多机通信、逻辑控制以及时序控制等功能,所以被改名为 Programmable Controller,然而由于其 PL 缩写和 Personal Computer 缩写存在冲突,同时由于习惯,人们还是采用 Programmable Logic Controller 名称,同时延续 PLC 缩写。
现阶段,工业领域中的 Programmable Logic Controller 与紧凑电脑主机较为相似,具有可靠性以及拓展性等优势,所以在各类工业产业控制方面应用较为广泛。不论是 DCS 系统还是 FCS 系统均大量使用PLC 控制器。
1.2 PLC 特点
PLC 系统安全性能突出。在自动化控制系统融合 PLC 系统,能够有效促进其抗干扰性能。即便基于信号复杂背景,也能够提高设备运行可靠性与安全性,能够有效促进企业生产质量与效率。
PLC 系统操作便捷。在设备中融合 PLC 系统能够有效简化系统指令传递流程,保证操作人员可以充分理解相关知识,进而减少操作难度。基于此,可以促使自动化设备稳定、正常工作,同时由于其安全性能突出,所以对于操作人员并无较高的技术要求。不仅可以促进生产效率,还可以减少人工成本,提高企业经济效益[2]。
PLC 系统效率突出。继电器是 PLC 系统核心部件,与传统设备相比, 继电器结构具有较大差异,其不需要导线即能够正常运转。此过程不需要对节点变位时间进行考虑。同时,因为继电器运行过程中无需对返回系数考虑,促使操作方式更加简化,进而提高数据处理便捷性。
3 PLC设备功能开发
3.1 数据处理
通过程序形式即能够了解数据处理情况,主要涵盖传感信号、通讯数据处理以及关键量监控等。
(1) 传感信号。该处理功能目的促使信号更加可靠,一般为传感断线检测,在重要部位应用较为广泛,需要重视传感器选型工作。一般,高电位输入信号较好,代表传感器的接线质量满足要求。
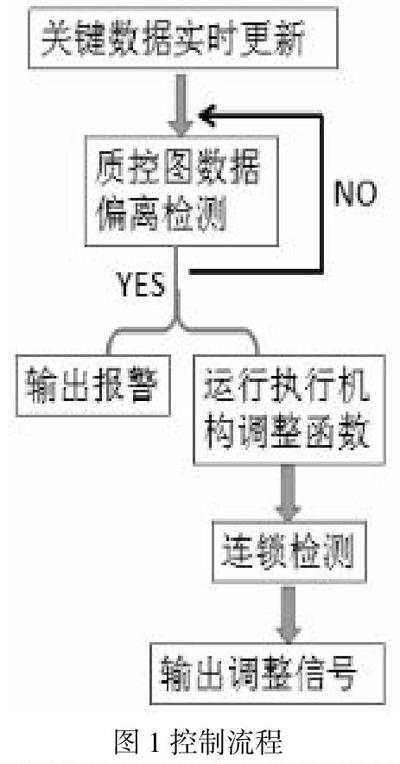
(2) 关键量监控预警。主要通过设备上记录保存历史数据体现该功能,然而开展具体功能开发工作时,需要对其和品控进行融合,在产品生产过程中实现品控目标。如果重要数据分布与质控图要求相符,则需要在质控图生成前提下,借助程序对控制图进行跟踪处理,同时若是风险增加或是超出控制图范围则会进行报警,不仅能够向操作人员预警,还能够对预先设置流程进行有效执行,将调整指令发送给执行机构[3]。见下图。
需要注意,设备不同关键量也会存在差异,塑料混合设备中,主要对混合物温度与混合时间有所关注;包装设备中主要对报装时间有所关注等。趋势图样通过周期数据生成,图样微分和质控图进行对照,并针对风险隐患展开预警。开展生产活动时,需要严重管控上述关键参数,可以与程序控制相融合,只要相关运算函数超出控制要求,导致风险提升,设备即能够进行预警以及展开控制等。
同时,在关键量运算方面,能够得到促进生产工作的数据,比如,针对供料称重罐数据情况,结合相关函数即能够得到参照数据,可以及时了解剩余用量、加料预警、生产波动等情况。
(3) 通讯数据处理与通讯监控。对于该功能,主要通过通讯并网将设备壁垒打通,促使各个设备之间能够进行数据分享与交流。应用于实际项目中,为了有效提高数据准确性,将多种检测设置在通讯系统中,一些品牌设备会提前为客户设置检测功能,例如,西门子 PROEIBUS-DP 的检测工作,可以借助 FB125模块在S7-300PC 中,针对通讯展开监控预警工作。如果将协议转化器设置在网络中,那么应该严格验证数据,对于通用验证程序,较长常用的就是“心跳检测”,发送端进行周期信号发送,接收端完成信号接收之后展开呆滞检测工作,若是在一个周期内,信号没有出现变化,表明通讯断开或是出现丢包问题。
3.2 生产组网
通过联网提高生产线工作效率,工业网络的以太网、通用总线和现场总线等品牌较多,应该将协议转换器设置在不同网络中,同时还存在通讯数据量以及通讯速率等方面限制。例如,对于 PROEIBUS-DP 的现场总线而言,其从站通讯量最大值是:通讯字节=O+I=488BYTE。对于通讯量的超出部分,应该通过时机通讯或是指针地址等手段实现正常通讯。
结语:综上所述,对于小型设备或是中型设备而言,主要通过增设外装设备以及运用原有设备硬件体现功能开发的脚趾,将设备价值充分发挥出来,提高资源利用效率。对此,相关企业应该积极通过传感信号、关键量监控预警、通讯数据处理与通讯监控、生产组网等功能开发,提高小型设备整体性能,减少大型设备采购,进而实现设备成本控制,同时,还能够有效促进生产效率,进而提高自身经济效益,实现稳定、健康发展。
参考文献:
[1] 李成祥, 张耀磊, 沈毅军,等. 基于 PLC 的钣金成型自动化设备设计[J]. 机械设计与研究,2018,34(3):163-166.
[2] 周银成. 电气自动化设备中 PLC 控制系统的应用 [J]. 电子测试,2018,404(23):106-107.
[3] 刘尔聃. 电气自动化设备中 PLC 控制系统的应用分析[J]. 城市建设理论研究(电子版),2018, (01):P.5-5.
