面向大窝移栽的螺旋成穴装置设计与试验
2020-10-19喻丽华胡长寿徐志波张富贵符德龙
喻丽华,胡长寿,徐志波,张富贵,符德龙
(1.贵州大学 机械工程学院,贵阳 550025;2.贵州省烟草公司毕节市公司,贵州 毕节 551700)
0 引言
近年来,由于农产品种植规模的不断扩大,农村劳动力人数急剧下降,现代农业对农用机具的使用提出了更高的要求[1]。现有的背负式移栽井窖制作机满足了高质、高效制作井窖的要求,幼苗在井窖里能实现早生快发,形成适时移栽和集中移栽的新模式。井窖制作机主要是利用成穴头周围土壤压缩及楔切变形的共同作用产生挤密效应,使与成穴头接触部分的土壤被挤压成穴[2]。使用这种方式制作井窖土壤不能被抛至地面,导致幼苗周围土体过于紧密,一定程度上阻碍了小苗根系的生长,当土壤含水率高于30%或者低于15%时,不利于制作井窖[3-4]。
小苗大窝深栽技术发展较早,但与之配套的成穴机具发展相对滞后。针对上述问题,课题组研制了一种背负式大窝移栽穴制作机,基于螺旋升土原理,与成穴装置接触的土体会受离心力的作用被抛至窝穴周围的地面上。这种成穴原理能有效提高成穴效率及降低劳动成本,将适合窝穴制作的土壤含水率范围提高了1倍。这种成穴装置中心主轴部分是圆柱芯,在制窝过程中振动较大,所制窝穴的合格率较低,窝深及窝口平整性等有待进一步改善[5-6]。
目前,有关穴制作机的相关研究较少。本文提出一种核心部件是圆锥芯的螺旋成穴头,中间部分设计成圆锥芯,既减轻自重又增大成穴头在制窝过程中的平稳性。外表面是对称分布的双螺旋叶片,利于排土,顶端部分装有切土刀片。成穴装置基于螺旋升土原理,以减少土壤与成穴部件之间的相互压力,降低功耗,提高制穴的合格率。
1 成穴装置结构与工作原理
1.1 总体结构
成穴装置主要由防护罩、螺旋成穴头及输入轴接口组成,圆锥芯主轴位于成穴头内部,与螺旋叶片焊接固定在一起,如图1所示。
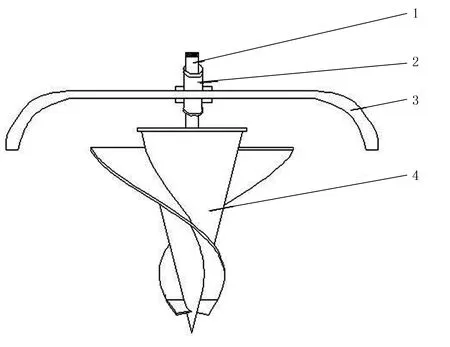
1.输入轴 2.连接筒 3.防护罩 4.螺旋成穴头图1 成穴装置结构图Fig.1 Cavitation device structure
1.2 成穴装置工作原理
工作时,小型汽油机提供动力输入,通过离心离合器把动力依次传给第一级减速器、传动轴、第二级减速器,最后通过输入轴传到成穴装置带动成穴头转动;成穴过程主要是通过操作人员将成穴装置下降至地面,通过切土刀片切碎中心部分土壤,切碎的土壤被高速旋转成穴头抛出窝穴。
2 螺旋成穴装置设计及参数分析
2.1 防护罩
防护罩作为成穴装置的一部分,在成穴过程中起着重要作用。防护罩通过连接筒固定在输入轴上,连接筒可以上下移动,调节范围在10cm以内,可根据实际需求调节防护罩的高度。成穴头工作时抛出的土体,在防护罩的阻挡下均匀落到窝穴周围,从而增加了窝穴凹面的平整度。为减轻成穴装置的总体质量,把聚碳酸酯PC(Polycarbonate)作为防护罩的选材。聚碳酸酯是一种工程塑料,具有较好的耐磨性、耐冲击性、抗老化性及较高的强度[7]。
2.2 螺旋成穴头的设计
成穴装置是大窝移栽穴制作机工作的关键部件,大窝移栽农艺要求所制窝穴形状整体呈锥形、窝面平整且尺寸较大。成穴头主要尺寸设计借鉴了挖坑机螺旋升土原理,当成穴头处于工作状态时,土壤全部或是绝大部分在离心力的作用下被抛至窝穴周围的地面上,依据此原理设计了一种双螺旋圆锥芯成穴头。考虑到成穴头升土效率、窝穴合格率及成穴头在高速运转时的平稳性,螺旋叶片采用双叶片对称分布的方式;同时,为减轻成穴头的质量,成穴头中心主轴设计成圆锥芯。螺旋成穴头的结构示意图[6]如图2所示。

图2 螺旋成穴头结构示意图Fig.2 Schematic diagram of helical acupoint structure
2.3 螺旋成穴头相关参数
1)基本参数。根据文献[8]大窝移栽窝穴制作农艺要求,所制窝穴需满足:窝口为圆形,下部为圆锥形,窝径D0为200~250mm,窝深H0为150~200mm,成形窝底有10~20mm之间的回土高度。所以,成穴头的外端直径D取值在180~270mm 范围内[8]。对于正处于移栽期的幼苗,需要充分吸收阳光进行光合作用,合成生长发育所需的营养物质。根据经验公式D=D0×90%,计算后结果取整,求得成穴头的外端直径D=200mm,内部主轴圆锥芯直径取d=120mm。在制窝过程中,为防止防护罩与垄面接触,成穴头不完全钻入土壤即可达到窝穴尺寸,所以高度应取H=200mm。
2)工作参数。α为成穴头螺旋升角,计算公式为
α=arctan(H/πD)
(1)
其中,h为螺旋叶片的高度;D为窝穴口径。将上述数据代入公式(1),求得α=11.4°。
成穴转速对成穴头的工作情况有很大的影响,不仅影响输入功率、成穴效率,而且还会增加螺旋叶片的磨损。
(2)
其中,Fr为一个无因次相似准数,在相同的工作条件下,α不变,r0就不变;α为成穴头的螺旋升角(°);β为土粒运动方向与地面的夹角(°),取β=30°;f2为土壤之间的摩擦因数,取f2=1;φ1为土壤与螺旋叶片的夹角(°),取φ1=30°;ξ为螺旋叶片与水平地面的夹角(°)。
将以上所选数据代入公式(3)求得Fr=4.2,则
(3)
其中,g为重力加速度(m/s2),取g=9.8 m/s2;r0为螺旋平均半径(m),取r0=D/4。将数据代入公式(3)取整,得到转速n=560r/min,满足成穴装置作业的要求[9-10]。
2.4 螺旋成穴头的选材
成穴头工作时,主要依靠刀片切土触底,整个过程对切土刀片的强度及耐磨性有很高的要求。考虑到加工难度及经济成本,可选用2mm的65Mn钢作为螺旋叶片的材料,65Mn钢热处理后可得较高的硬度、较好的耐磨性和切削性[11]。选用耐磨性较好的优质碳素钢作为圆锥芯主轴的材料[12],刀片切土过程如图3所示。
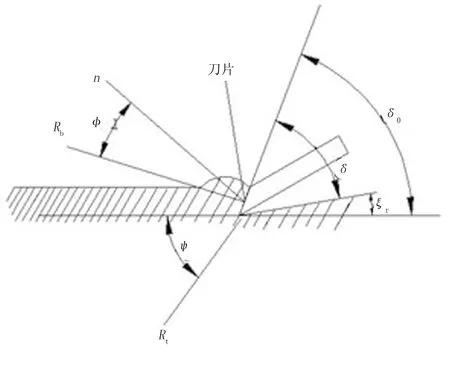
图3 刀片切土示意图Fig.3 Schematic diagram of cutting soil with blade
3 仿真分析
3.1 建立仿真模型
EDEM软件是一家英国公司开发的可用于模拟和分析散体颗粒的CAE软件,主要应用于仿真和分析工业生产中颗粒系统的处理过程及其制造设备的生产过程。运用EDEM软件对成穴过程进行仿真分析,仿真界面如图4所示。
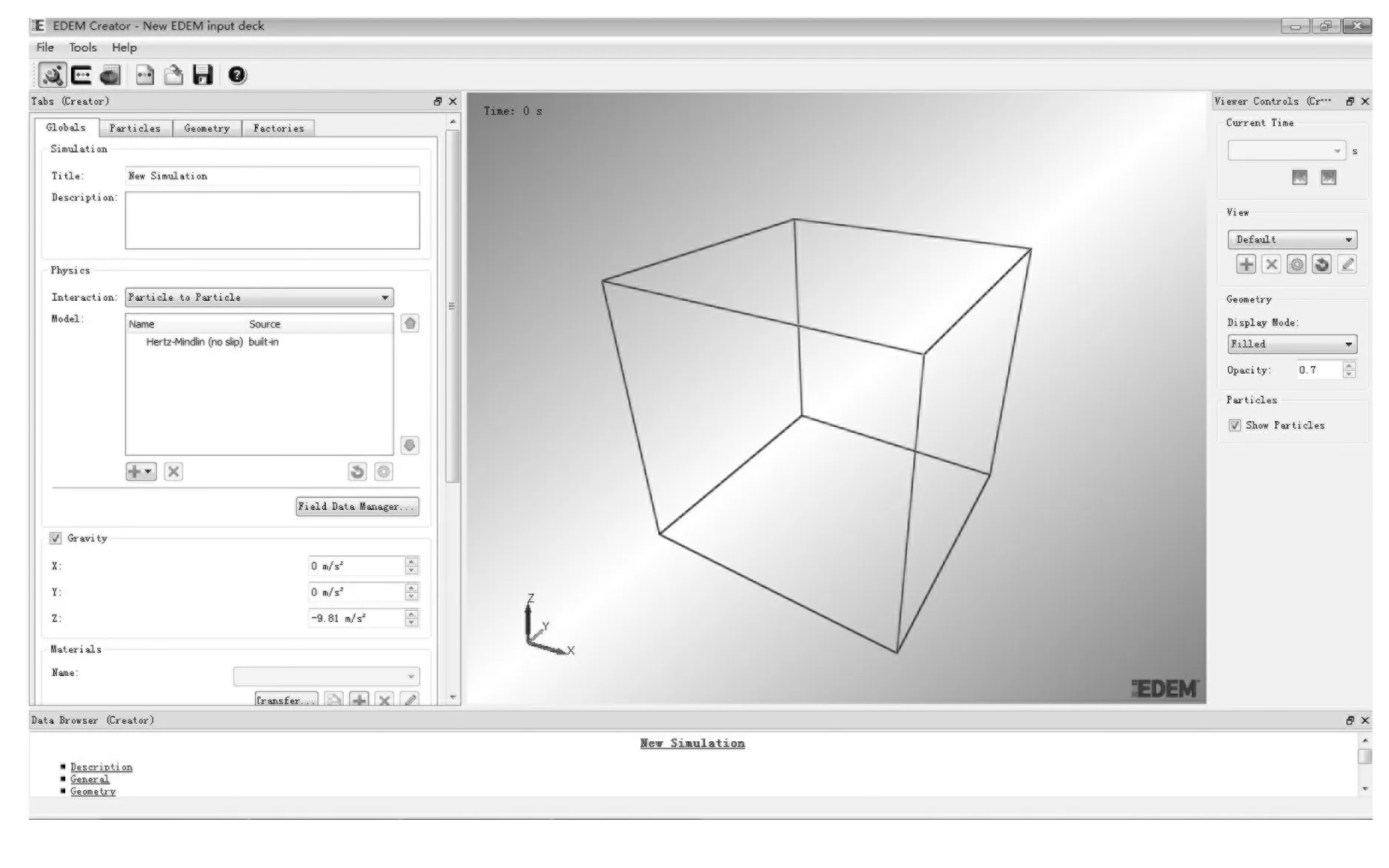
图4 EDEM仿真界面图Fig.4 Simulation diagram of acupoint formation
在Globals中设置仿真的名称,定义颗粒与颗粒接触模型,设定颗粒与几何体之间的接触模型为无滑动接触模型,选择重力加速度为9.8m/s2。为了方便计算机进行求解,将土壤颗粒全部简化为规则的球形,主要参数设置如表1所示[13]。

表1 仿真主要参数设置Table 1 Settings of main parameters for simulation
3.2 仿真结果及分析
螺旋成穴头仿真结果图如图5所示。选取转速为560r/min的仿真结果作为分析对象,不仅能观察到成穴头的下行过程,还能够得到成穴时螺旋叶片与土壤颗粒的相互作用过程,最后获得成穴过程中接触力的信息。由图5可以看出:标记颜色的土壤颗粒在离心力的作用下被抛至窝穴周围,成穴头继续下行窝穴逐渐形成,所制窝穴凹面平整,成穴头工作稳定,仿真结果达到预期要求[14]。

图5 螺旋成穴头仿真结果图Fig.5 Simulation results of helical acupoint
4 田间试验
4.1 试验地点、内容及流程
1)试验地点为金沙县西洛街道开化村(N:27o25′39.72″;E:106°08′3.33″海拔:1 264.62m)。待测地已于试验前10天抢墒起垄(每行约50m,旋耕2次、起垄)。
2)试验时间为2018年4月3日。试验前,观察垄体情况,选择有代表性的植烟地,垄体表面为一垄双行的平面,每隔40cm用石灰标记1个点,垄高30cm,垄宽150cm。土壤具有一定程度粘连,平均湿度20%且约1~2cm的土层有一定程度的板结。田间试验情况如图6所示。

图6 试验现场图片Fig.6 Test field picture
3)试验使用的主要仪器有小型背负式汽油机、钢直尺、水平尺、相机、紧实度测量仪、转速测量仪、振动测量仪、标杆及秒表等。
4)试验内容主要包括窝径、窝深及成穴效率。试验流程:①启动汽油机,试作业检测运行是否正常;②在同一块试验地块连续制作50窝穴;③做好相应的数据记录。
4.2 试验样机
使用UG三维制图软件,根据求得的相关参数绘制螺旋成穴头三维模型,并且加工出试验样机,如图7所示。
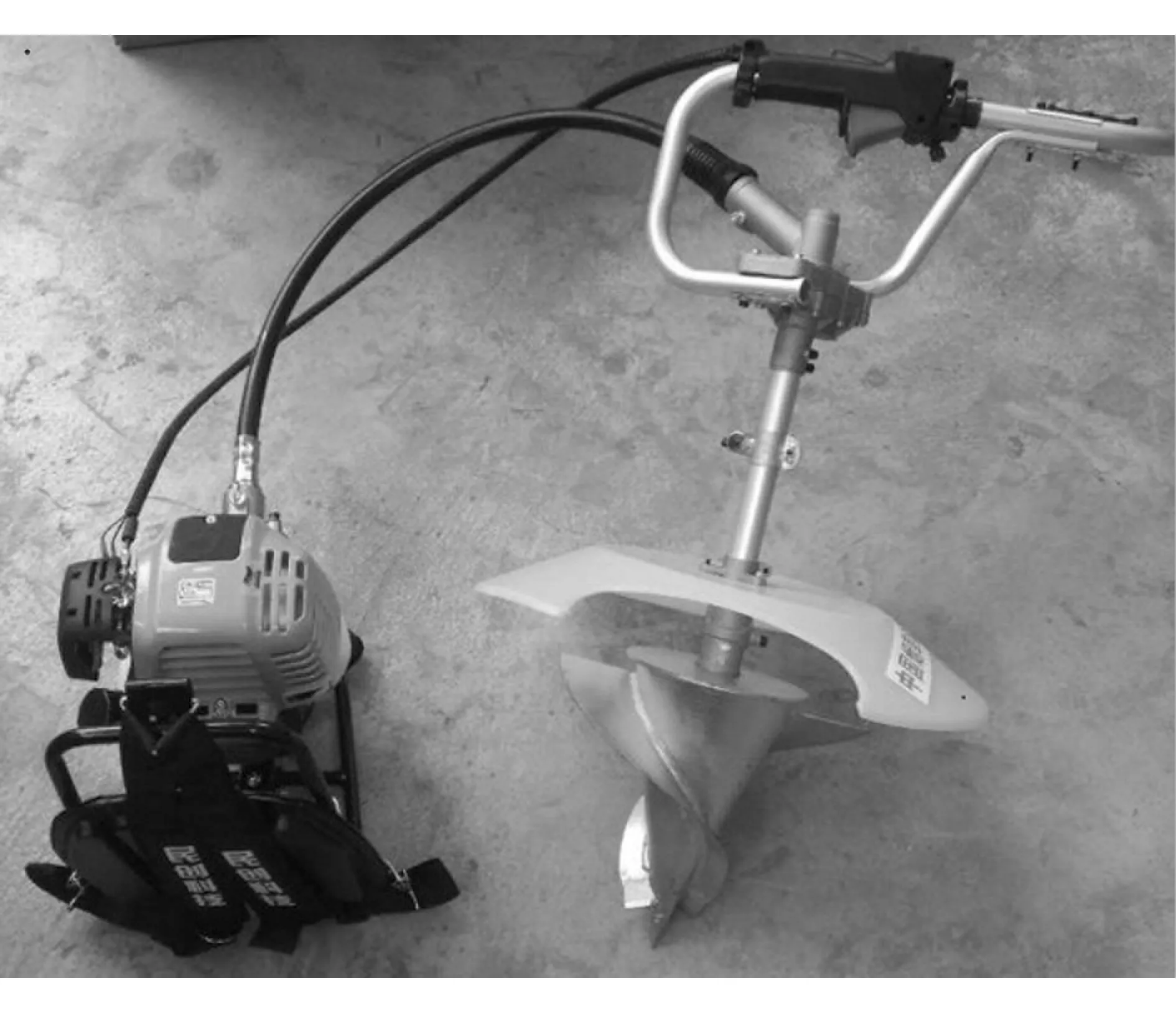
图7 试验样机Fig.7 The experimental prototype
4.3 试验结果分析
根据穴制作机所制50个窝穴试验数据,绘制成窝穴测量参数频数分布直方图,如图8所示。

图8 窝穴测量参数频数分布直方图Fig.8 Histogram of frequency distribution of measurement parameters in pit
试验结果统计如表2所示。试验表明:窝径、窝深平均值能满足移栽农艺的要求,成穴头工作时的平稳性及窝穴合格率能够实现设计要求。

表2 试验结果统计Table 2 Statistics of test results
5 结论
1)具有一定培土功能的防护罩,避免了现有成穴装置所制窝穴凹面不平整的问题。成穴头主轴设计成圆锥芯,增加了成穴装置工作时的稳定性,一定程度上避免了以前成穴装置存在的不足,使得成穴合格率有大幅度提高。
2)田间试验表明:基于螺旋升土原理设计的螺旋成穴头,所制窝穴的平均窝径为23.84cm,平均窝深为19.4cm,窝穴合格率为87%。以上各项指标均满足大窝穴移栽螺旋成穴头的设计要求。
3)下一步改进思路是把大窝穴移栽与井窖移栽结合起来,设计一种新的成穴装置,即大窝套小窝。先用圆锥芯螺旋成穴头制作大窝,下一步在大窝里使用井窖制作机再打一个井窖,把大窝与井窖两种移栽方式的优点结合起来,为小苗的生长发育提供最有利的环境。
