嫁接用穴盘砧木苗预切装置试验研究
2020-10-19谢忠坚张国栋
姜 飞,谢忠坚,张国栋,王 成,辜 松
(1.北京华农农业工程技术有限公司,北京 100125;2.华南农业大学 a.工程学院;b.南方农业机械与装备关键技术省部共建教育部重点实验室,广州 510642)
0 引言
蔬菜嫁接育苗可以抵抗土传病害,且比普通苗长势茂盛,产量可提高20%左右,在现代集约化蔬菜生产中被广泛应用[1-5]。人工嫁接流程包括砧木与接穗穴盘苗的搬运、砧木切除冠幅及接穗切除根部、砧木接穗的切面对接和固定、嫁接苗的搬运,平均嫁接作业速率为300株/h,部分嫁接能手能达到400~500株/h[6-7]。但是,我国蔬菜种苗需求量已超过百亿,传统人工嫁接工作繁重、效率低[8-9],需要进一步提高嫁接生产率。
现有提高嫁接生产率的手段有传统嫁接的辅助装置切削器、嫁接生产线及机械嫁接设备。传统嫁接的辅助装置切削器,可实现对砧木、接穗的快速切削[10-12]。嫁接生产线则是将物资输送系统、嫁接辅助装置切削器和人工作业结合起来的生产体系,通过物资输送系统为人工整盘提供砧木、接穗及其他嫁接需要的物资,人工完成嫁接,再通过物资输送系统整盘输出嫁接苗,高效地进行嫁接作业[12-14]。机械嫁接设备包括半自动嫁接机和全自动嫁接机:半自动嫁接机为人工进行砧木接穗的供给,机器自动完成砧木接穗的切削、对接和固定,回栽由机械完成或人工完成,如日本的GR-800T、荷兰的ISO-graft1100;全自动嫁接机为整盘穴盘上砧木、接穗,整盘下嫁接苗,如日本的AG1000[15-20]。
砧木的冠幅在机械嫁接中占据空间、干涉嫁接机部件,间接影响嫁接速率;在人工嫁接作业中连续带角度切削时,冠幅所带体积需频繁腾手丢垃圾,影响嫁接速度,且废料处理麻烦。砧木预切可集中处理大部分废料,嫁接时减少废料所占空间,无论是对机械嫁接还是对人工嫁接,都可减少作业环节,加快嫁接速度,提高生产率。
为减少嫁接作业中砧木冠幅切削环节,笔者开发了一种嫁接用穴盘砧木苗预切装置,对砧木冠幅流水线式整盘快速预切。在完成机构设计的基础上进行穴盘砧木苗自动预切性能试验,对输送带速度与切刀速度进行匹配,并考察砧木苗预切装置对砧木苗冠幅切削的切下物运动轨迹特性。
1 嫁接用穴盘砧木苗预切装置工作原理
砧木是植株的下部分,为单一茎秆,长势比较均一(见图1),且砧木失去冠幅后,较长一段时间不会萎蔫,可实施机械切削作业。
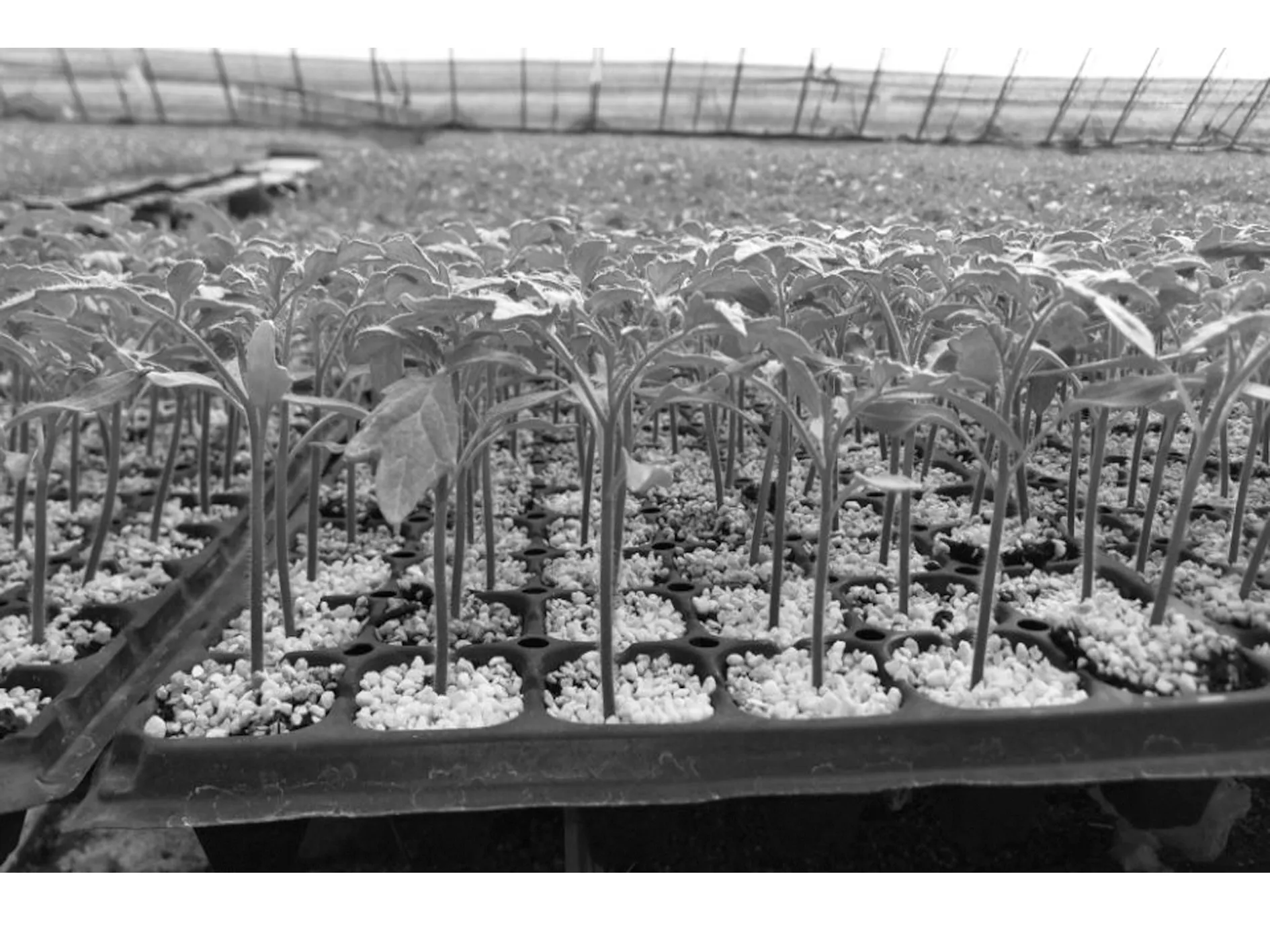
图1 嫁接用穴盘砧木苗Fig.1 Plug tray rootstock for grafting
嫁接用穴盘砧木苗预切装置包括穴盘输送机构、拢苗机构、切削机构、集苗板及清苗机构,如图2所示。穴盘输送机构主要部件为输送带,用于输送穴盘砧木苗;拢苗机构主要部件为滚板,用于将砧木苗推向切削机构和集苗板;切削机构主要部件为一把做往复剪切运动的切刀,用于切削砧木冠幅;集苗板用于收集切断的砧木冠幅,防止砧木冠幅散落穴盘导致影响后续的嫁接作业;清苗机构主要部件为同步带刮板,用于清理集苗板上堆积的冠幅。
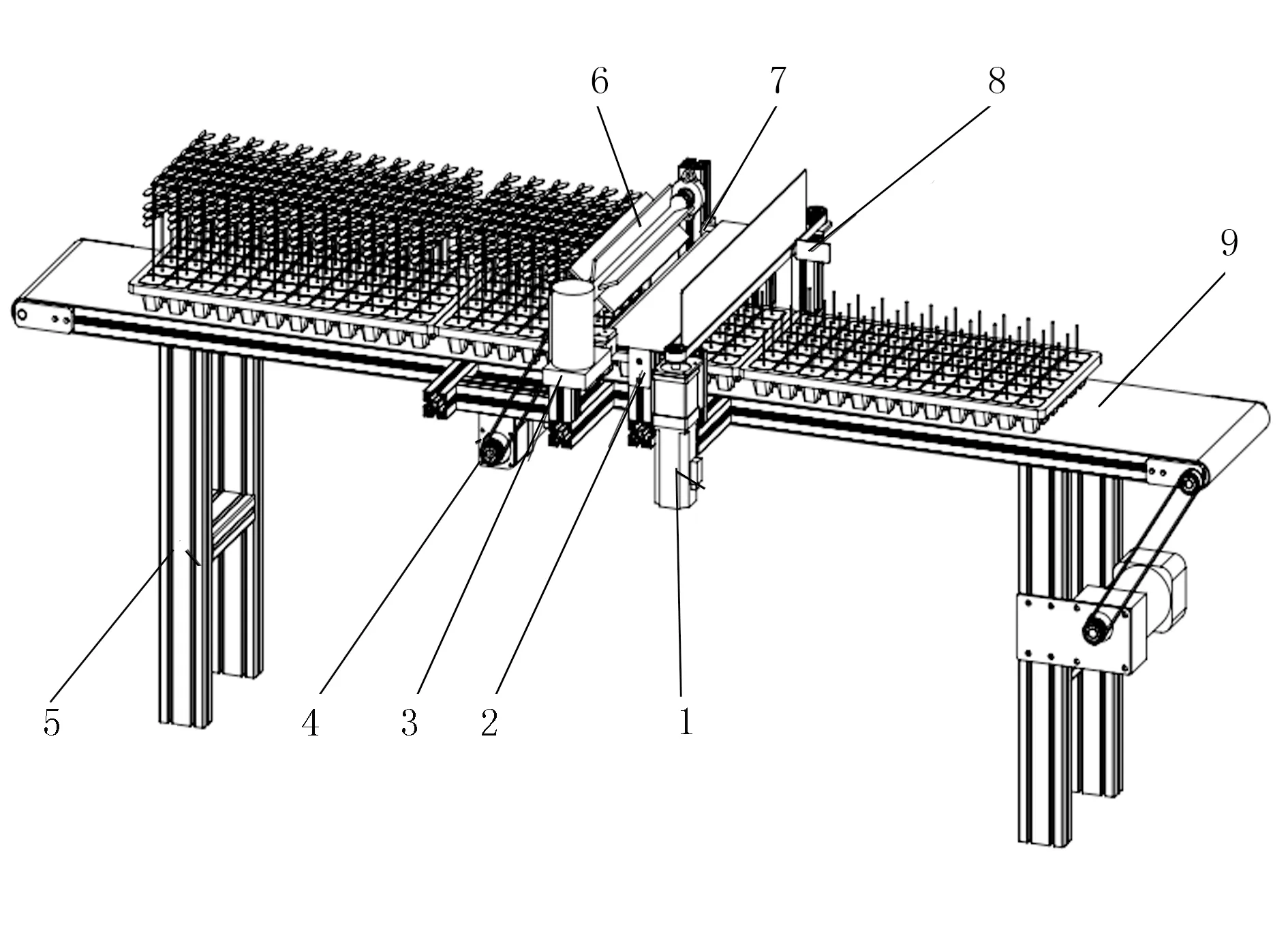
1.清苗机构 2.集苗板 3.切削机构 4.拢苗机构 5.穴盘输送机构 6.滚板 7.切刀 8.同步带刮板 9.输送带图2 嫁接用穴盘砧木苗预切装置结构示意图Fig.2 The structure of precutting device of plug tray rootstock seedlings
工作时,通过穴盘输送机构的输送带连续输送穴盘砧木苗,穴盘砧木苗靠近拢苗机构,砧木被拢苗机构的滾板推向切削机构和集苗板;切削机构的切刀做往复剪切运动将砧木冠幅切断,砧木冠幅落入集苗板,清苗机构的同步带刮板绕集苗板做圆周运动,将砧木冠幅推到集苗板外。
在没有拢苗机构作用时,穴盘砧木苗由穴盘输送机构输送,具有和输送带相同的运动速度V。当砧木苗经过切削机构时,切刀做往复剪切运动,砧木冠幅被切断的瞬间,下部植株速度为0,上部植株速度为V;由于上下两部分植株存在速度差,上部植株绕切削点产生一个力矩M,使冠幅往前倾倒。砧木苗较小时,冠幅互不干涉,其受力如图3(a)所示;砧木苗较大时,冠幅有交错,其受力向前倾倒的同时,冠幅交错处产生一个力F拉,其对切削点的力矩为M’,M’方向可能和M相同,也可能相反。M’与M反向时,F拉如图3(b)所示。当M大于M’时,冠幅能顺利落入集苗板;当M等于M’时,冠幅堆积在切刀上方;当M小于M’时,冠幅往后倒,被后续的冠幅挡住并堆积在切刀上方。有拢苗机构作用时,砧木苗被切削前,被滚板推向集苗板。
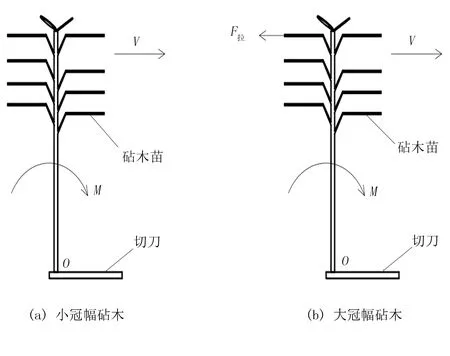
图3 砧木苗切削动力学分析图Fig.3 The dynamics analysis of rootstock seedlings
2 切削性能试验
嫁接用穴盘砧木苗预切装置切刀选用电动修枝剪,型号HS-H5126,刀距为20mm,刀片转速1 400r/min。为匹配输送带速度与切刀速度、获得良好的切削成功率(即砧木被切断且切口平整),进行了初步探索试验。试验用穴盘砧木苗为培育5周的番茄苗,穴盘为标准72穴穴盘,1行切削6株砧木苗,切刀距穴盘底部高度80mm。试验结果表明:输送带速度为60m/h时,切削成功率可达100%。
在此基础上,进一步考察嫁接用穴盘砧木苗预切装置对砧木苗冠幅切削的切下物运动轨迹特性,进行穴盘砧木苗自动预切性能试验,分别以砧木苗的切削成功率及推苗成功率为评价指标,判定推苗成功为砧木切断后被推入集苗板。
拢苗机构的作用为将砧木苗推向切削机构和集苗板,减小砧木冠幅相互交错造成的砧木冠幅被切断后不能定向倾倒的问题。滾板线速度对切削成功率及推苗成功率均有影响:滾板线速度过小,相当于対砧木苗施加一个与行进方向相反的力,砧木苗被切断的冠幅不能顺利进入集苗板;滾板线速度如过大,会将砧木苗推倒造成切削质量不佳甚至被推断。为确定合理的滚板线速度,进行单因素试验。在输送带速度60m/h上下对滚板线速度取值为30、60、80、100、20m/h,并设置空白参照组,即没有滚板作用。
从大棚种植的砧木苗中随机抽取24盘,搭建试验台进行试验,如图4所示。试验逐盘进行,切削完后立即统计切削成功率和推苗成功率。
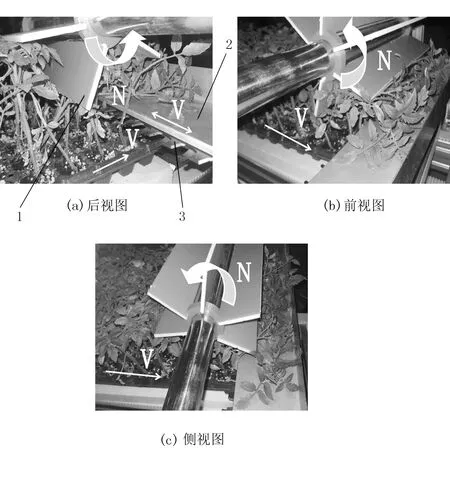
1.滚板 2. 集苗板 3.切刀图4 嫁接用穴盘苗自动预切性能试验Fig.4 The precutting test of plug tray rootstock seedlings
3 结果与讨论
嫁接用穴盘苗自动预切性能试验结果如表1所示,将表格数据制成折线图如图5所示。

表1 嫁接用穴盘苗自动预切性能试验结果Table 1 The test result of precutting test of plug tray rootstock seedlings
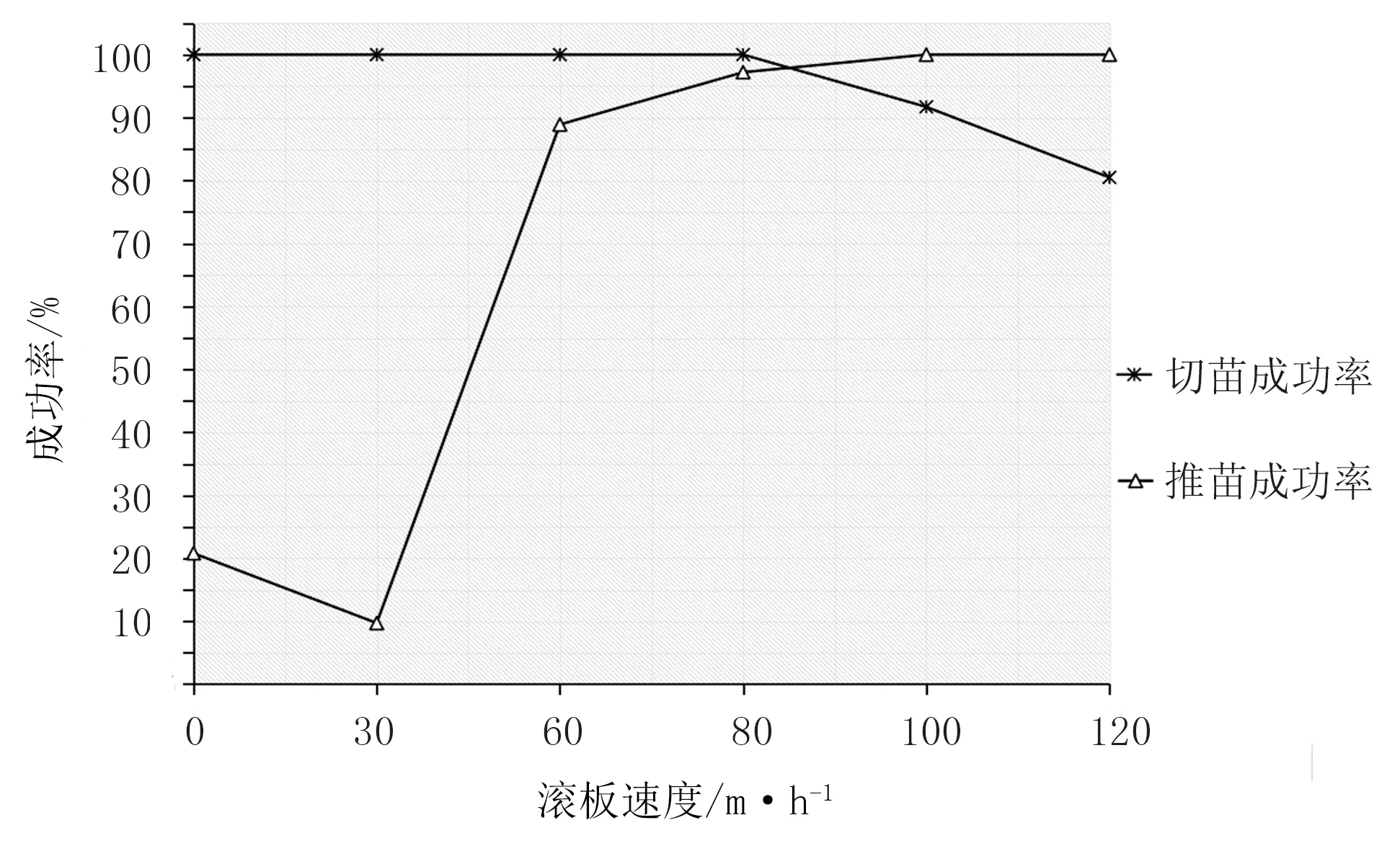
图5 切削成功率及推苗成功率趋势图Fig.5 The trend of cutting success rate and seedling pushing success rate
1)输送带速度为60m/h时,对于标准72穴穴盘,其规格参数为540mm×280mm,此穴盘砧木苗预切装置长度方向输送穴盘,其切削生产率约为111盘/h,总计7 992株。对于嫁接生产线,其人工平均嫁接速度为300株/h,可实现同时为大约26名工人提供砧木苗;对于机械嫁接,目前没有生产率超过2000株/h的嫁接机机型,可实现同时对超过3部嫁接机提供砧木苗。
2)在输送带速度为60m/h的条件下,没有滾板作用的切削成功率可达100%,但推苗成功率仅为20.8%。由于砧木苗冠幅相互交错,产生与倒伏方向相反的拉力F拉,使砧木苗冠幅堆积在切刀前部,最后落在输送带上。滾板线速度为30m/h时,推苗成功率比没有滾板作用时还低,因为滾板线速度比输送带速度慢,砧木苗经过滾板时被反向压弯,切断后大部分冠幅直接落入输送带;滾板线速度与输送带速度相等时,滾板能较好地将砧木苗被切断的冠幅推向集苗板,但仍存在冠幅交错拉扯的情况,成功率仅为88.9%;随着滾板线速度的增加,推苗成功率上升,滾板线速度达到100m/h时推苗成功率达到100%,但此时滾板对苗的作用力过大,出现砧木苗向前弯曲,使砧木切面不平整、切削成功率下降;滾板线速度为120m/h时,切削成功率进一步下降。综合表1、图5数据可知:滾板线速度范围在80~95m/h内,可获得较理想的切削成功率和推苗成功率,成功率均达95%以上。
4 结论
1)设计了一种嫁接用穴盘砧木苗预切装置,该装置可实现穴盘砧木苗的快速连续切削,输送带运行速度为60m/h时达到较好的切削效果,切削生产率约为111盘/h。
3)进行无滾板作用的切削试验,冠幅交错对切削成功率影响大,切削成功率仅为20.8%。
4)进行有滾板作用的切削试验,结果表明:滾板线速度范围在80~95m/h内时,可获得较理想的切削成功率和推苗成功率,成功率均达95%以上。
