育苗纸钵自动装盘装置的试验研究
2020-10-19范开钧苏颖欣刘小耿夏红梅
张 洋,范开钧,初 麒,苏颖欣,刘小耿,辜 松,夏红梅
(1.华南农业大学 工程学院,广州 510642;2.广州实凯机电科技有限公司,广州 510642)
0 引言
纸钵是由育苗专用纸将基质包裹而成的育苗基质块,由于基质存在一定的填充密度,纸钵虽然两头无底但却不容易散坨,是一种新兴的育苗手段。传统育苗中,由于苗床多次的反复使用、频繁重茬,容易导致土壤根结等危害;后期间苗、分级工序频繁拔出、移栽,极大影响种苗苗的存活率,且移栽后需要很长的缓苗期[1]。穴盘育苗在工厂化蔬菜生产中是最常见的一种栽培方式,但生长在穴盘中的种苗根系盘结,基质与穴盘附着力强,导致移栽难度大,使用纸钵育苗可起到固根作用,并为自动化种苗分级、嫁接、移植提供良好的技术基础。
使用纸钵育苗后,幼苗根系生长快速且又健康,出圃时间短;与穴盘育苗相比,纸钵根系更加的多且粗壮,不窝根盘根,纸钵育苗的移栽效果要比穴盘育苗好得多;纸和根系同时包络基质,成型效果好,可避免震动损失,方便运输;最重要的是可以实现全自动化的生产,包括自动分级、移栽和嫁接等工序;对于大规模育苗企业,可以极大地降低劳动成本且提高种苗的一致性和质量[2-6]。
目前,国内市场上已经出现了数种生产育苗纸钵的机器,也有针对纸钵基质的播种机和针对纸钵苗的移栽机、嫁接机等。国内生产育苗纸钵机器的模式多为单头生产,且不附带自动纸钵装盘装置,采用人工将纸钵机生产出来的纸钵装填进穴盘,如图1所示。即使是生产速度并不太高的国产纸钵机型,也需要两个人工配合装填纸钵。大部分设施农业生产企业都采用纸钵机制钵,之后再经播种机播种的方式完成制钵播种,很少采用全自动流水线一次完成纸钵、装盘及精量播种作业的机型[7]。丹麦ELLEPOT公司开发出了纸钵入盘机,但仅匹配适用于该公司纸钵机的机型。该公司的育苗设备构成一套较为完备的纸钵加工生产线,与国产纸钵机无法匹配使用[8-11]。
图1 人工向穴盘装填纸钵Fig.1 Put paper pots into the tray by manual loading
因此,亟需研究出适合国内生产情况的纸钵装盘装置,降低人工劳动强度,填补种苗自动化生产线中环节的缺失,连接纸钵生产机和播种机,整合后续种苗处理机械,完善种苗相关生产线。
1 整机结构及工作原理
1.1 作业条件
育苗纸钵自动装盘装置需要与纸钵机配合作业,将纸钵机生产出的纸钵连续不断的输出到穴盘当中。
本育苗纸钵自动装盘装置作业纸钵尺寸为高度50mm、直径30mm,装盘对象为72孔穴盘,穴盘外形尺寸规格为280mm×540mm。
1.2 整机结构
育苗纸钵自动装盘装置主要由装填机构、驱动电机、推送机构、转运机构及机架组成。
装填机构主要功能为逐个将纸钵装入转运机构中,转运机构主要功能为过渡装载并输送纸钵,推送机构主要功能为将6个纸钵为一组推送至穴盘的一列穴中。
该机器结构简捷,加工成本低,整机结构如图2所示。
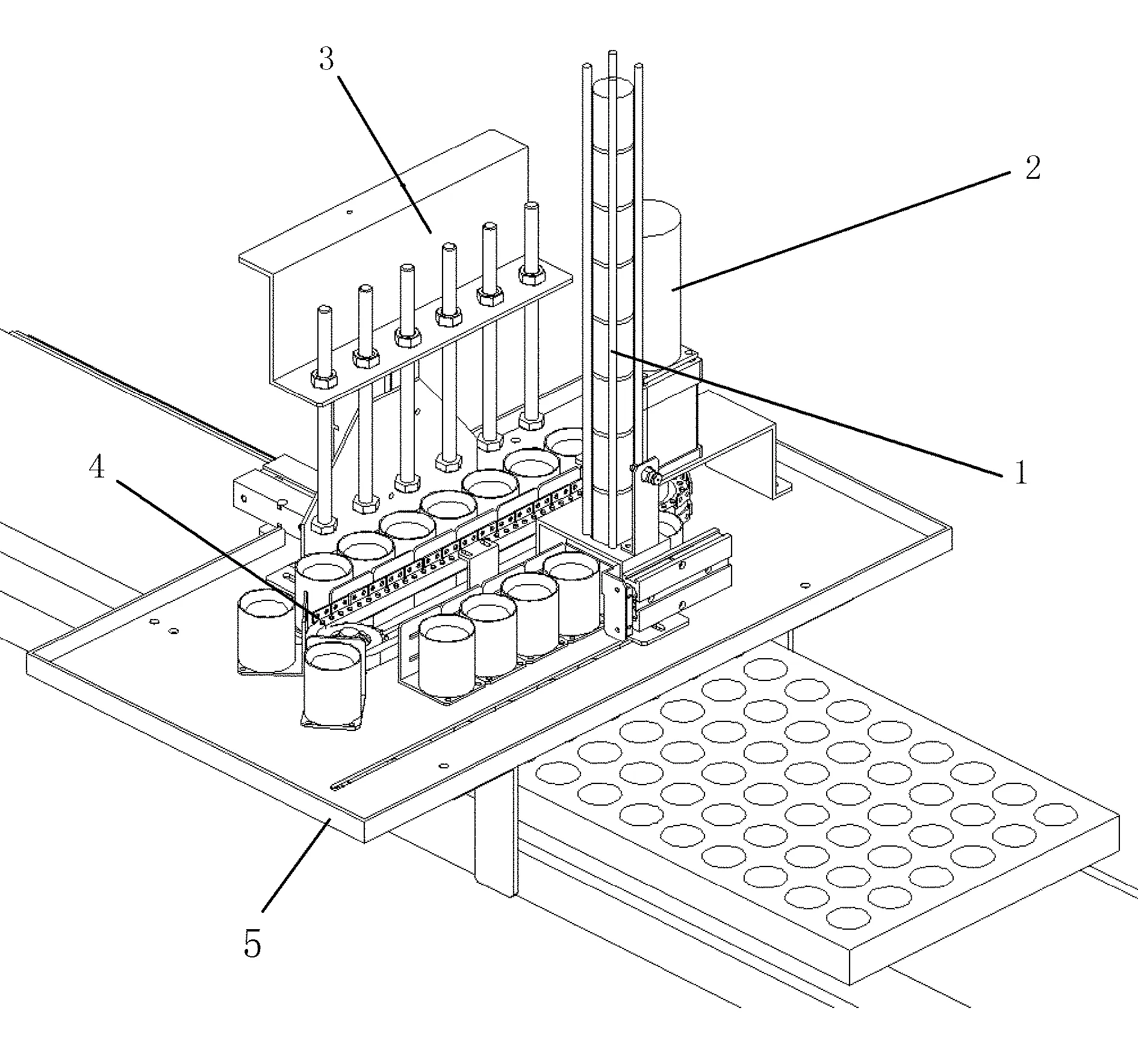
1.装填机构 2.驱动电机 3.推送机构 4.转运机构 5.机架图2 育苗纸钵自动装盘装置结构图Fig.2 The structure of seedling paper-pot automatic feeding device for plug tray
1.3 工作原理
育苗纸钵自动装盘装置的工作原理:该机由伺服电机提供转运机构驱动链的旋转动力,空气压缩机为装填机构和推送机构提供气力驱动,完成逐个落料及连续装盘等工作。
驱动链上一共安装有18个转运杯,装填机构将纸钵逐一喂入转运杯中;推送机构每次推送6个纸钵,对应72孔穴盘中的一行。
工作时,穴盘放置于输送带上,纸钵机生产出的纸钵在输送通道中排成1列,立于落钵挡板上,落钵挡板正下方有一个转运杯等待。首先,阻挡气缸伸出,将下数第2个纸钵阻挡在输送通道上无法下落,从而也阻挡了通道上方的其他纸钵无法下落;这时落钵气缸带动落料板打开,1个纸钵落在转运杯中,然后落钵挡板关闭,阻挡气缸收回,通道中的纸钵下落到落钵挡板上,同时转运杯步进1个距离,从而实现纸钵逐个落到转运杯的目的(见图3);装载有纸钵的转运杯旋转到落钵工位时,在转运杯和穴盘之间的阻挡插板打开,同时推钵杆下压,将纸钵推入穴盘中的一列穴中(见图4);然后,推钵杆收回,插板关闭,转运杯继续旋转,同时穴盘向前步进一行,等待推送机构推送下一组纸钵,从而自动将纸钵连续不断地装入穴盘当中。
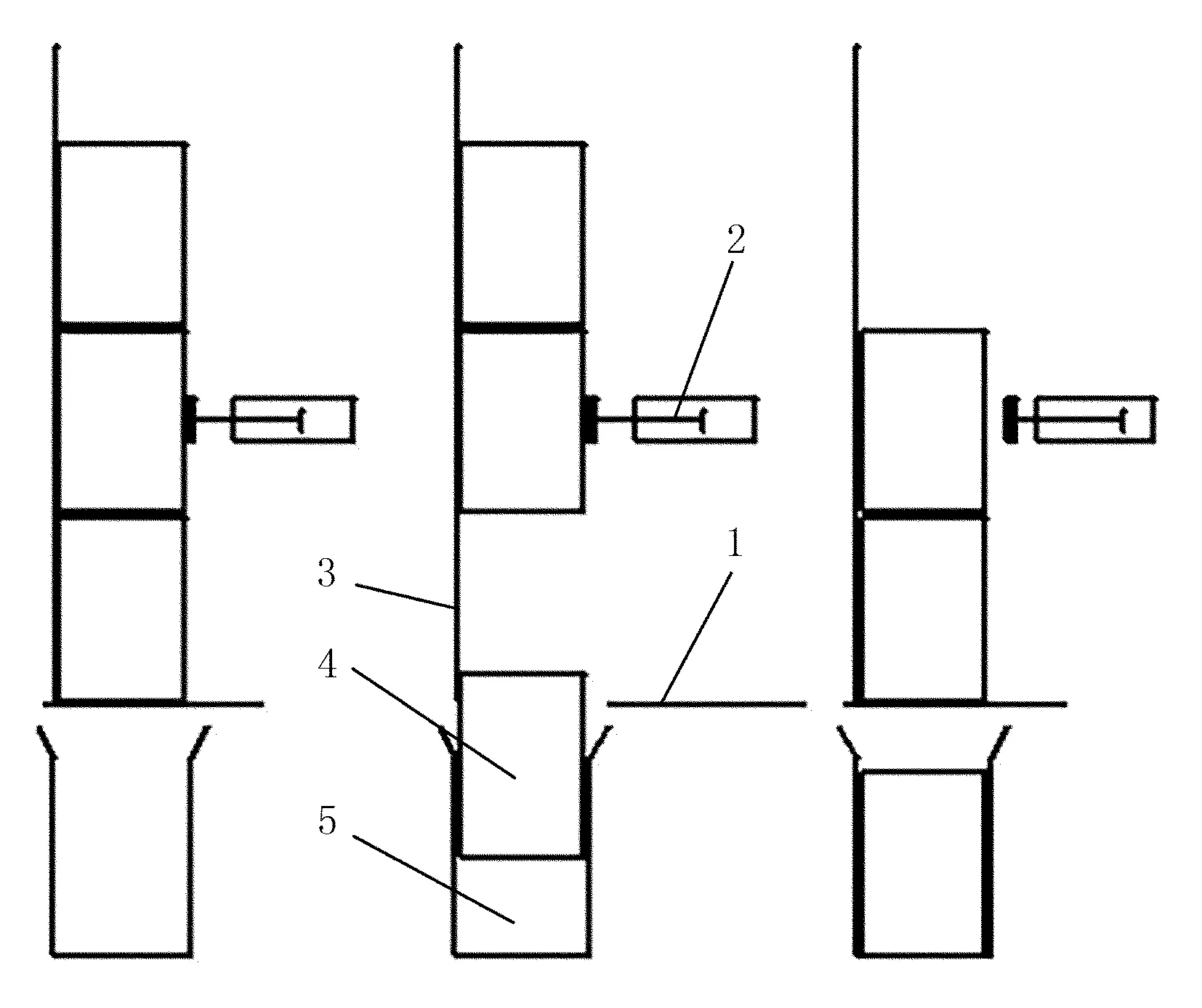
1.落钵挡板 2.阻挡气缸 3.输送通道 4.纸钵 5.转运杯图3 装填机构工作原理图Fig.3 The working principle diagram of feeding mechanism
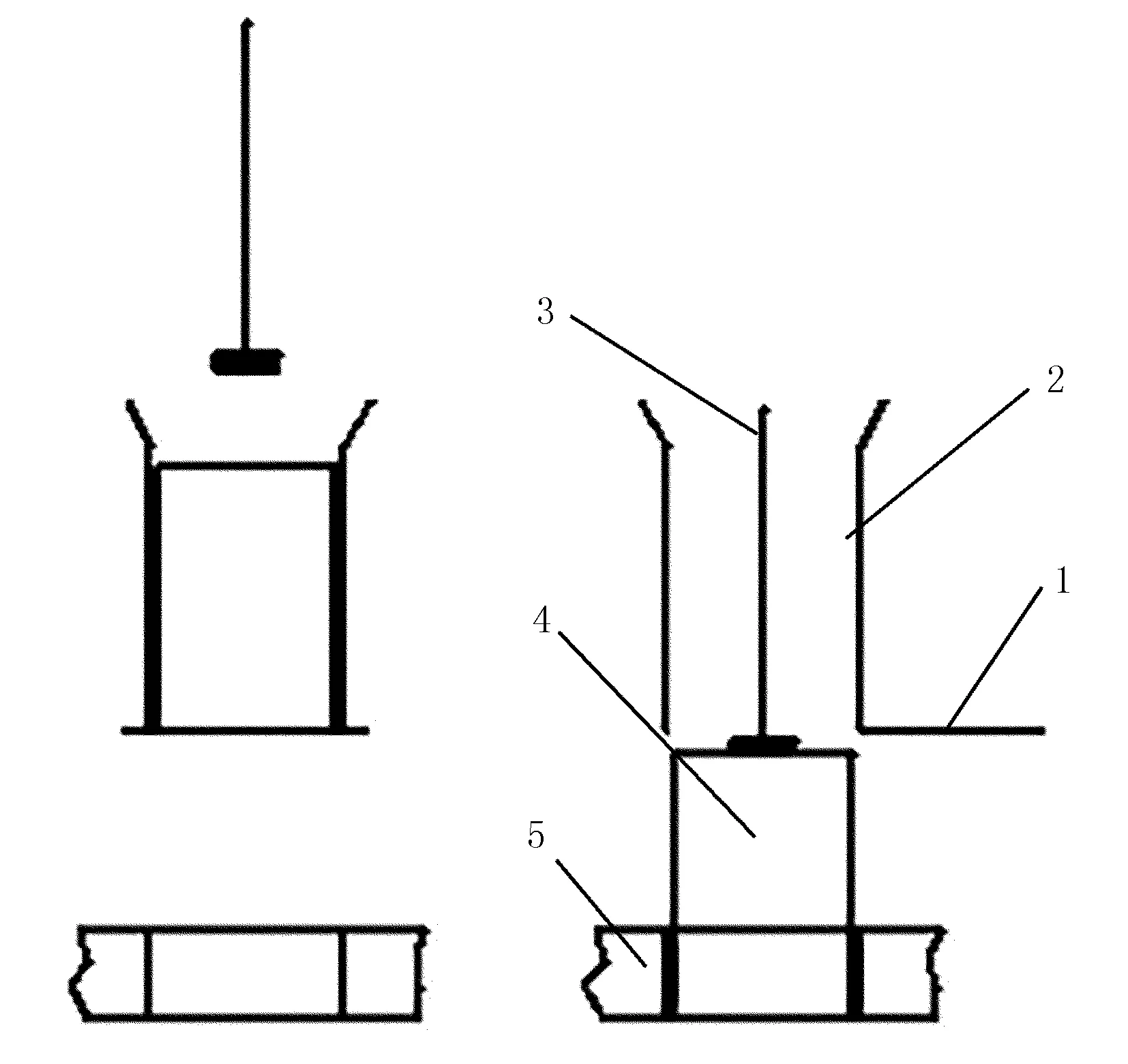
1.阻挡插板 2.转运杯 3.推钵杆 4.纸钵 5.穴盘图4 推送机构工作原理图Fig.4 The working principle diagram of pushing mechanism
2 装盘性能试验与结果分析
2.1 试验材料
试验设备为育苗纸钵自动装盘装置样机,如图5所示。转运杯的直径为34mm;供试纸钵的高度为50mm,直径为分别为28、30、32mm。
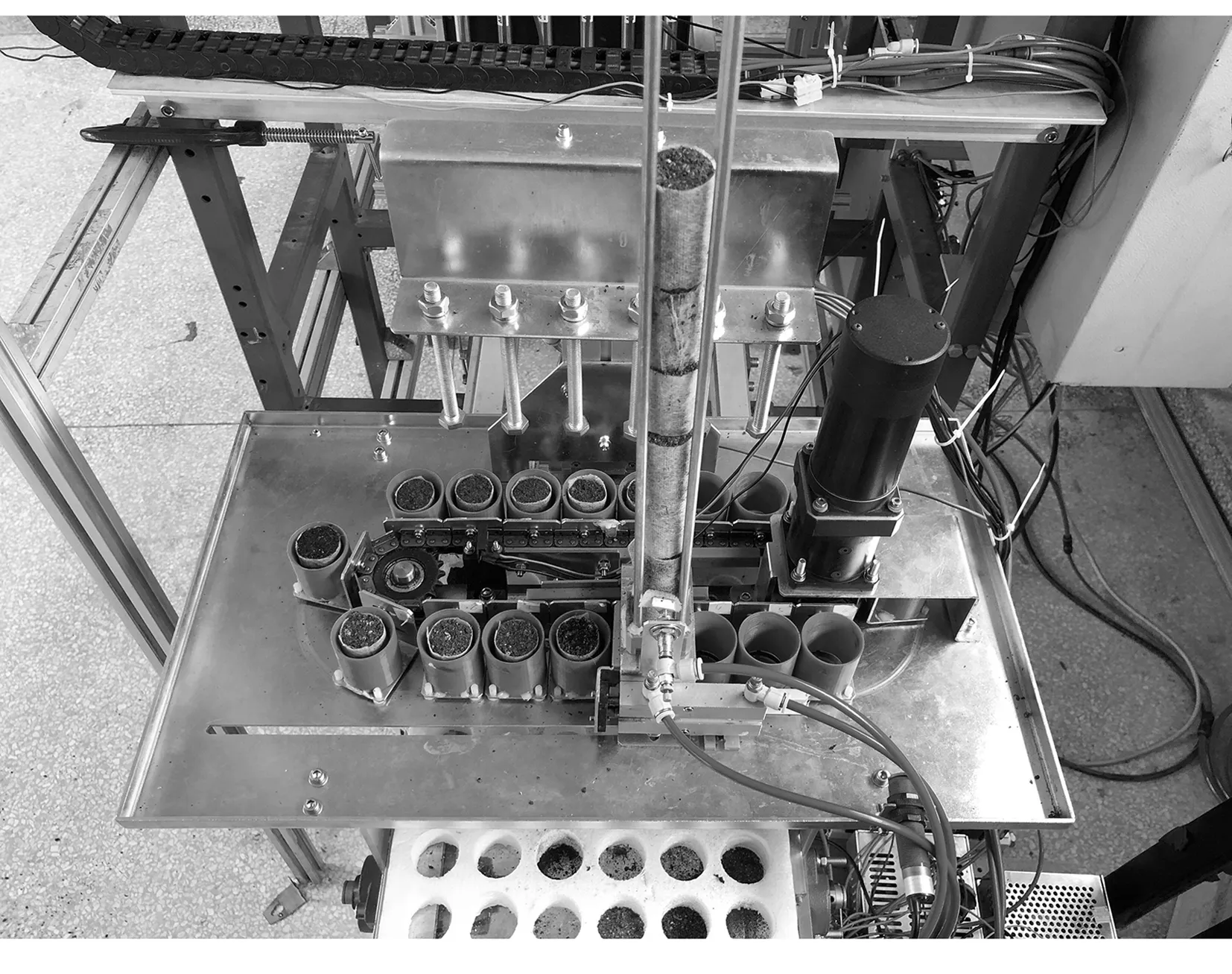
图5 育苗纸钵自动装盘装置试验样机Fig.5 The experimental prototype of seedling paper-pot automatic feeding device for plug tray
试验时,采用调节纸钵含水量的方法,来保证不同直径的纸钵质量相同。
2.2 试验目的与内容
为了解纸钵装盘装置向穴盘装填纸钵的作业性能,考察纸钵与转运杯之间的间隙和纸钵质量对纸钵装盘作业成功率的影响,设计了两因素3水平正交试验,纸钵与转运杯之间的间隙(S)设有3个水平,分别为2、4、6mm;纸钵质量(W)有3个水平,分别为10、15、20g。
表1为装盘性能试验因素水平表。试验因素与水平共构成9个水平组合,每个组合都进行3次重复试验。
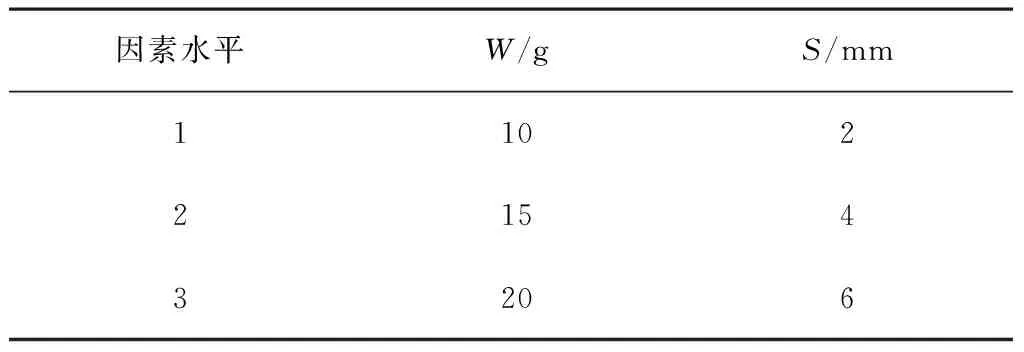
表1 装盘性能试验因素水平表Table 1 Factors and levels of loading performance test
2.3 试验结果与分析
装盘性能试验结果如表2所示,装盘性能试验结果方差分析如表3所示。由表3可知:纸钵与转运杯之间的间隙(S)和纸钵质量(W)均对样机的装盘成功率影响高度显著;纸钵与转运杯之间的间隙(S)是影响装盘成功率的主要因素,纸钵质量(W)为次要因素。
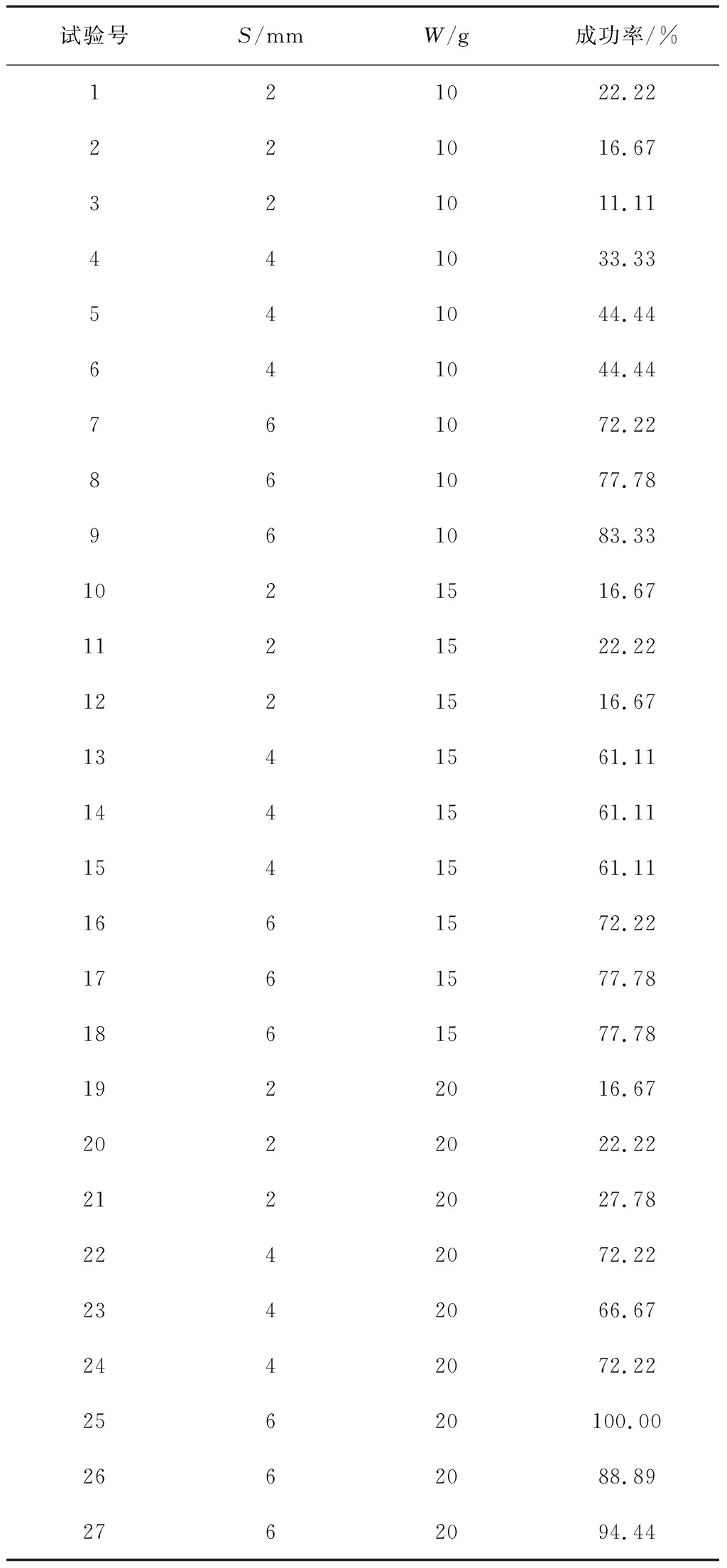
表2 装盘性能试验结果Table 2 The result of loading performance test
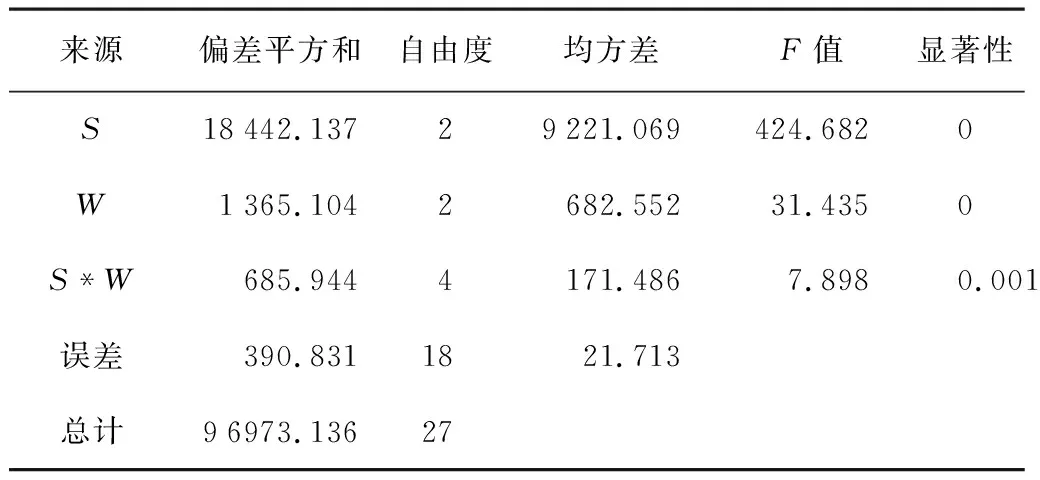
表3 装盘性能试验结果方差分析Table 3 The variance analysis of loading performance test
纸钵与转运杯间隙对纸钵装填成功率的影响如图6所示。由图6可知:纸钵与转运杯之间的间隙为6mm、纸钵质量为20g是最优组合,此时装盘成功率最高,可达94.44%,生产率可达到3 130穴/h。
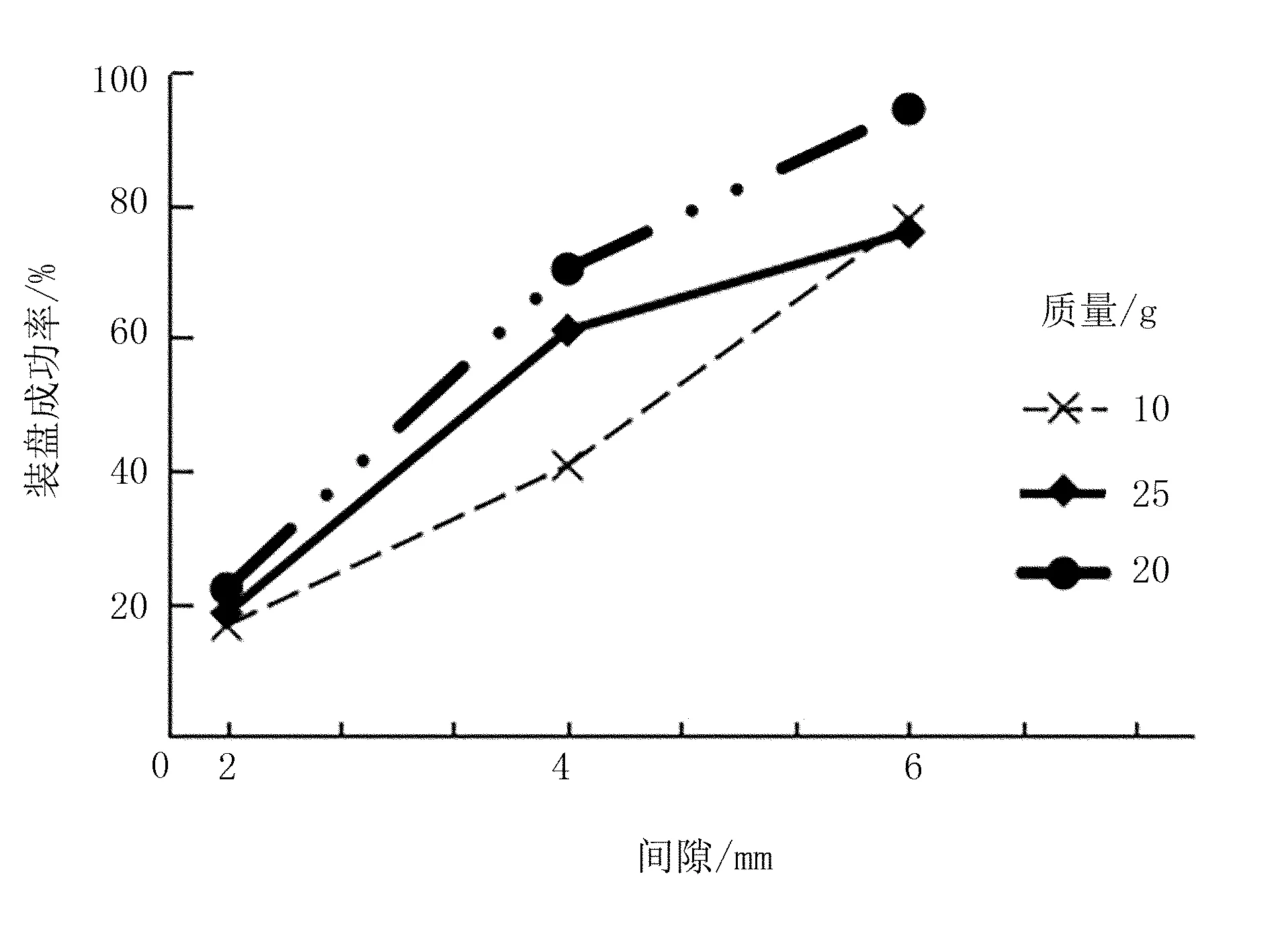
图6 纸钵与转运杯间隙对纸钵装填成功率的影响Fig.6 The impact of the gap between paper-pot and transporting cap on the success rate of paper-pot’s filling
3 结论
1)针对人工装填纸钵成本高、效率低、劳动强度大的现状,开发了一款适合国内生产现状的纸钵入盘装置,填补了国内相关机器的空白。
2)进行落料性能试验,最优组合(质量20g、间隙6mm)时成功率可达94.44%,生产率可达3 130穴/h。
3)本装置填补了国内育苗生产线中缺失的环节,为形成一套完整的育苗生产线提供了可能, 提高了自动化程度。
