钩子加工夹具设计
2020-10-16邓文星宋燕林韩利萍张瑞凯
邓文星, 宋燕林, 韩利萍, 张瑞凯, 李 凯
(山西航天清华装备有限责任公司, 山西 长治 046012)
引言
某产品零件钩子属于关键件,材料为低温合金钢,40Gr 锻件,调质硬度(HRC)为36~40,材料硬度较高,不易加工。由于其形状复杂,不易装卡,以及对尺寸、轮廓同轴度等精度要求较高,使得其精度不易保证,产品质量稳定性较差[1]。因此需要设计一套专用夹具。
1 加工过程分析
该零件外形复杂,加工特征较多,主要加工面为下图中A、B、C 三面,其三维模型如图1 所示。

图1 钩子三维模型
钩子属于异形件,根据数控加工一次装卡尽可能完成多个轮廓的原则:因A 面轮廓要素较多,所以首先加工A 面,在A 面加工完成后,在设备上通过测头直接检测中间Φ20 孔公差,尺寸合格后方可下货,不合格则补加工A 面加工完成后,对B 面加工,因为已经加工完成的面是异形面,无法采用传统方式装夹,此时需要设计制作一套专用工装,用于固定已加工好的A 面。加工C 面时采用工装定位后,在机床自动对刀找正,对产品最后根部进行清角,保证尺寸精度。
2 夹具设计原理
按照加工要求,采用不完全定位方式,根据六点定位原理,每个支承面消除1 个自由度,消除工件沿x、y 的移动自由度,同时消除工件沿x、y、z 3 个方向的自由度。为便于产品加工,以接触面积最大的底平面为主要支承面。考虑到工件变形、夹紧力及刀具切削力等多种因素对加工精度的影响,设计了弧形面作为辅助支承面(详见详细设计)[2]。
3 夹具的详细设计
由于钩子为异形件,通过仿形设计,设计出一组专用工装(由左、右两个工装组成)。夹具实物如图2所示。先将左、右两工装进行脱模分解,将产品放入工装中,用虎钳夹紧,然后采用机床测头进行自动对刀找正,保证两个孔位同轴度。

图2 夹具实物图
4 使用效果
通过使用本夹具,单件生产效率提高4 倍以上,产品一次交验合格率达到100%,公差及精度得到更好的保证[3]。加工过程如图3 所示,成品如图4所示。
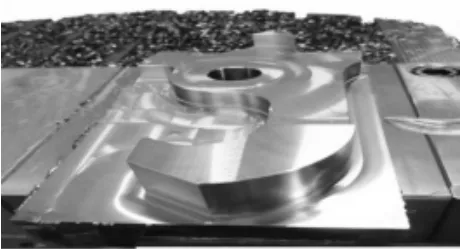
图3 加工过程图

图4 工件成品图
5 结论
本文研究的钩子加工夹具,结构紧凑、操作方便,加工精度和生产率高。经使用证明,通过该异形件工装的设计,解决了中小型异形件不易装夹的技术难题,也为其他异型零件的装夹提供了解决思路。
