国际热核聚变实验堆重力支撑制造概述
2020-10-13康道安李鹏远唐海平侯炳林孙振超
康道安,李鹏远,唐海平,侯炳林,孙振超
(1.核工业西南物理研究院,四川 成都 610041;2.贵州航天新力铸锻有限责任公司,贵州 遵义 563000)
国际热核聚变实验堆(ITER)是中国、欧盟、俄罗斯、美国、日本、韩国和印度等七方参与的大型国际大科学合作项目[1],35个国家将在法国南部合作建造世界上最大的托卡马克(tokomak)装置,旨在证明聚变作为一种大规模的清洁能源的可行性。ITER是第一个大规模集成技术、材料和物理机制的聚变装置,也将是第一个能够长时间维持聚变反应的聚变装置。通过建造和运行ITER实验装置,将核聚变技术发展到可以设计示范聚变反应堆的程度[2]。
作为ITER重要的参与方,中国承担了多项ITER采购包任务,磁体支撑采购包是其中之一,并由核工业西南物理研究院承担。磁体支撑采购包主要包括了重力支撑(GS),极向场线圈支撑(FPCS)和矫正场线圈支撑(CCS)三大部分。其中重力支撑(GS)总共18套[3],其下端与恒温器支撑环相连,上端与环向磁场线圈(TFC)的底部相连,不仅承受所有磁体系统的净重,还将承受各种复杂的工况,如巨大脉冲电磁力,地震载荷,以及从室温到液氮温度(-196 ℃)甚至接近液氦温度(-269 ℃)的交变热应力载荷等[4]。本文结合GS支撑实际制造过程,从组装、焊接、清洁以及氦检漏等关键制造步骤和技术入手,全面分析了GS支撑的结构特点和制造技术难点,并提出解决方案。
1 GS支撑结构介绍
GS支撑外形尺寸约为3 224 mm×2 100 mm×1 556 mm(见图1),总重约23 t,其主体部分为GS子装配体,是用上下预紧螺栓将21块梯形韧性板和40块上下隔板预紧的支撑结构,同时在每张梯形韧性板上焊有冷却管路。GS子装配体作为主要承力结构,其底部和顶部通过夹块和夹紧螺栓、垫片、螺栓防松装置等分别与低温恒温器(cryostat)支撑环顶部和环形场线圈(TFC)底部连接[5]。整个GS支撑主要由紧固件连接,其规格及预紧力见表1。ITER的GS的结构设计、计算分析和改进优化是由核工业西南物理研究院完成[6]。
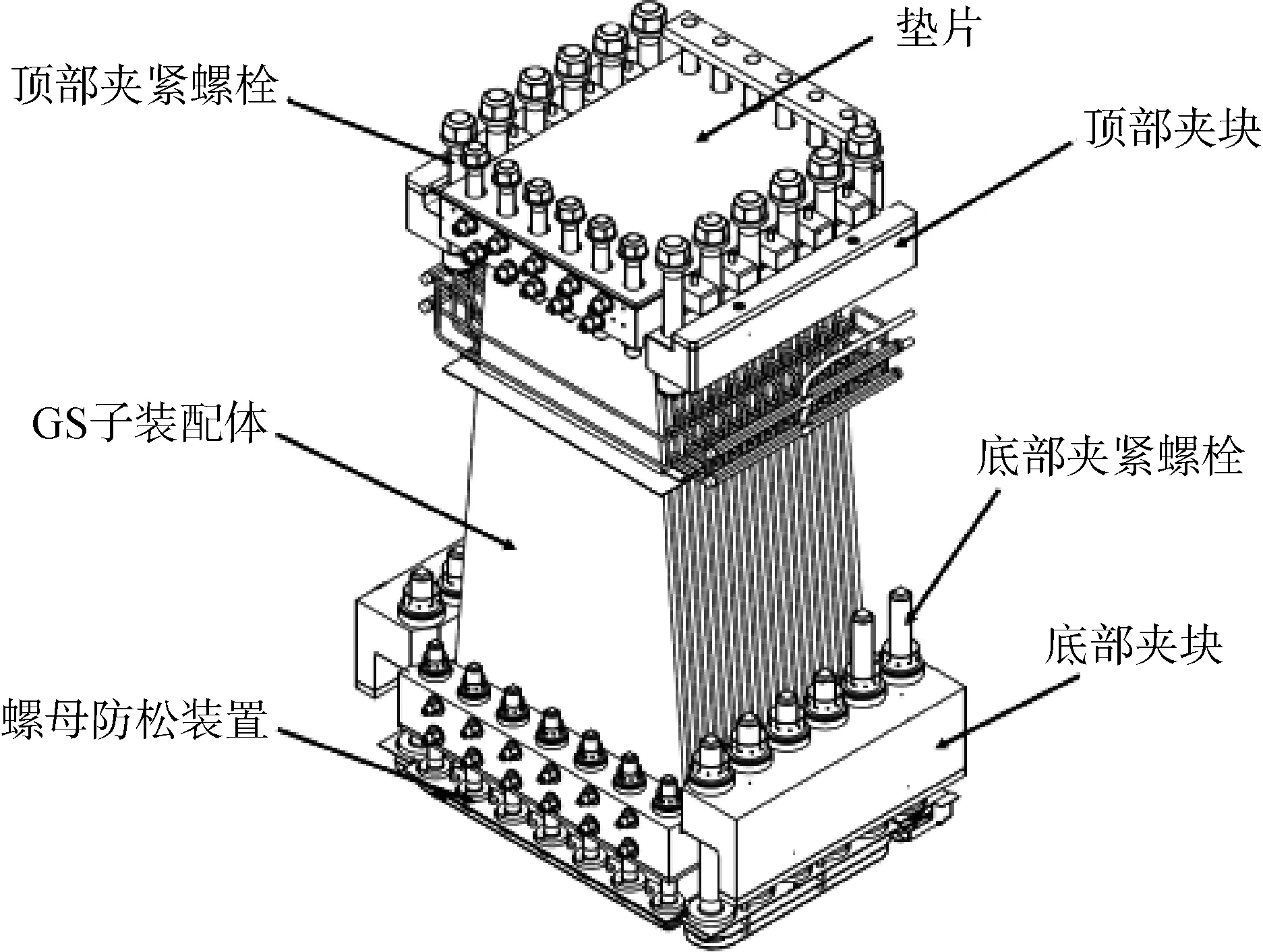
图1 GS支撑结构图Fig.1 Structure of gravity support
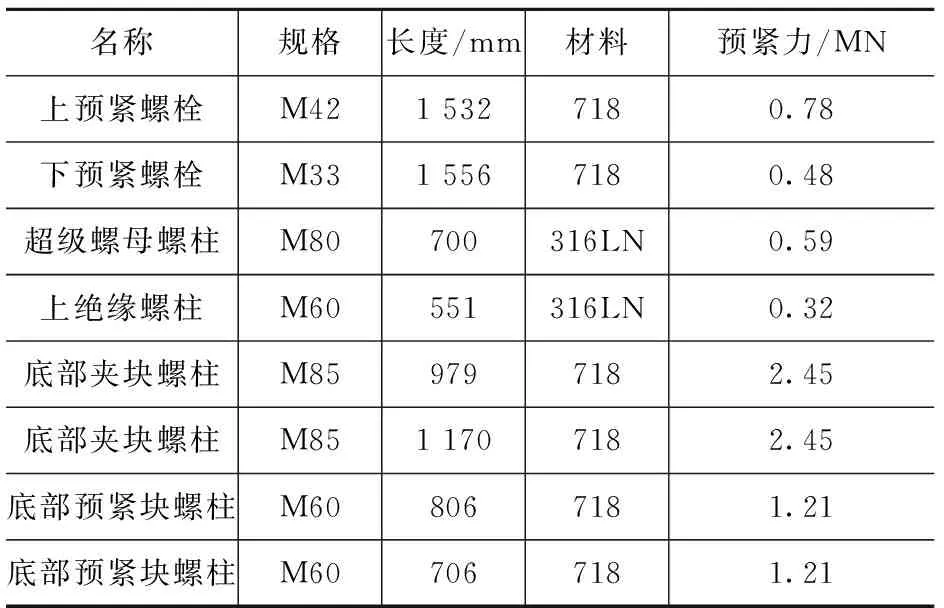
表1 GS支撑紧固件规格与预紧力设计值Table 1 The list of GS fasteners specifications and preloading values
GS支撑有着以下特点:(1)所有紧固件的预紧力精度必须控制在5%以内,冷却管路整体氦检漏漏率要小于1×10-9Pa·m3/s,同时GS作为真空部件,零部件和整体结构的清洁度要求高;(2)结构复杂,总共由约350个零部件组成,包括各种规格的紧固件、板材、锻件、冷却管以及绝缘件等;(3)GS支撑结构安全等级要求高,能够承受各种运行工况多达18种以上[7],其结构的安全性直接影响整个ITER的安全。(4)产品尺寸精度要求高,除了上述的外形尺寸公差范围在±0.1 mm以内外,上下两个由韧性板和隔板组装的上下端面的平面度和平行度均要求控制在0.2 mm以内。
因此在GS支撑制造过程中将要解决:(1)装配精度:GS子装配体主体是由21块韧性板和40块隔板叠加,单板厚度误差在0.5 mm内,必须控制其累积误差不超出产品的形位公差;同时,板与板之间存在间隙和弹性,会对螺栓的预紧力的精度造成影响,需要解决螺栓预紧精度问题;(2)产品清洁度:除了保证零部件和产品表面的清洁度之外,各个零部件的接触面尤其是板与板之间的清洁度至关重要;(3)氦检漏的问题:GS支撑中冷却管路的焊接超过1 200处,如何保证这些焊缝的泄漏漏率满足ITER的要求是整个制造过程的难点。
2 GS子装配体的组装
GS子装配体是GS支撑的主要承力结构,其结构如图2所示,主要是由顶部预紧块、底部预紧块、氦冷却管道、21块梯形韧性板(厚30 mm)、40块上下隔板(厚19 mm)以及规格为M42和M33预紧紧固件组成。
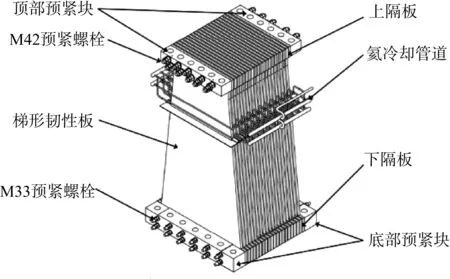
图2 GS子装配体支撑结构图Fig.2 Structure of GS sub-assembly
GS子装配体的装配流程如图3所示。通过设计的特殊装配平台[见图3(a)],将已经焊有冷却管道和防热辐射条的21梯形块韧性板,与40块上下隔板依次叠加,然后通过预紧块和上下预紧螺栓将所有板材进行预紧。整个组装过程通过板材厚度的选配,将GS子装配体的组装累积误差控制在1.5 mm以内,以保证产品最终组装尺寸在可控范围内;同时并采用特殊的导向装置和定位销对板材进行定位组装,保证各板材叠加过程的位置精度和孔的同轴度。
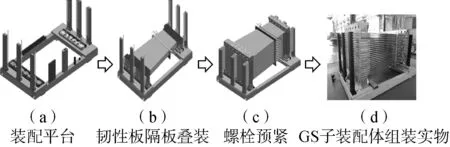
图3 GS子装配体零部件组装流程图Fig.3 assembly flow chart of GS sub-assembly
由于板材的接触面存在间隙,且316LN板材具有良好的韧性,在对M33和M42的预紧螺栓进行预紧时发现:(1)不同预紧顺序和预紧次数会对最终的预紧力精度造成影响;(2)不同位置的螺栓在预紧时都会对周围已经预紧的螺栓预紧力造成影响。
通过大量的认证测试,验证了多种不同位置螺栓的加载顺序以及加载方式,最终找到一种有效控制螺栓预紧力的方法。该方法主要采用液压螺栓拉伸器按照一定的预紧顺序多次预紧螺栓(见图4),同时采用特殊工装监测螺栓的伸长量的变化,从而保证所有螺栓的预紧精度和一致性,将预紧力精度控制在2%~5%,满足ITER要求(详细预紧力要求见表1)。

图4 M33和M42螺栓预紧分组示意图Fig.4 Preloading diagram of stud M33 and M43
在完成组装和螺栓预紧后,对GS子装配体的上下表面进行整体加工以满足产品的最终尺寸和形位公差要求。通过上述方法保证了GS子装配体的尺寸精度和螺栓预紧力精度。
3 GS支撑的焊接
GS支撑的焊接主要包括韧性板的管板焊接和冷却管路的汇总焊接。其中韧性板的管板焊接如图5所示,主要是316L的φ13.7 mm冷却管和5 mm防辐射板与韧性板的焊接,焊接方式均为GTAW,其中A1和A2为50 mm×50 mm间隔焊,B1和B2为20 mm×230 mm间隔焊。
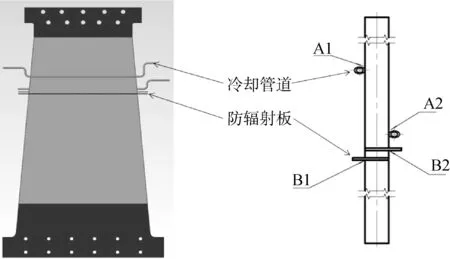
图5 韧性板的焊接Fig.5 Welding of flexible plate
汇总管的焊接主要是管φ26.7 mm与管φ42.4 mm的焊接[见图6(a)中C1]和焊在韧性板上φ13.7 mm管与汇总管的管管对接焊[图6(a)中D1],所有焊接方法均为GTAW。
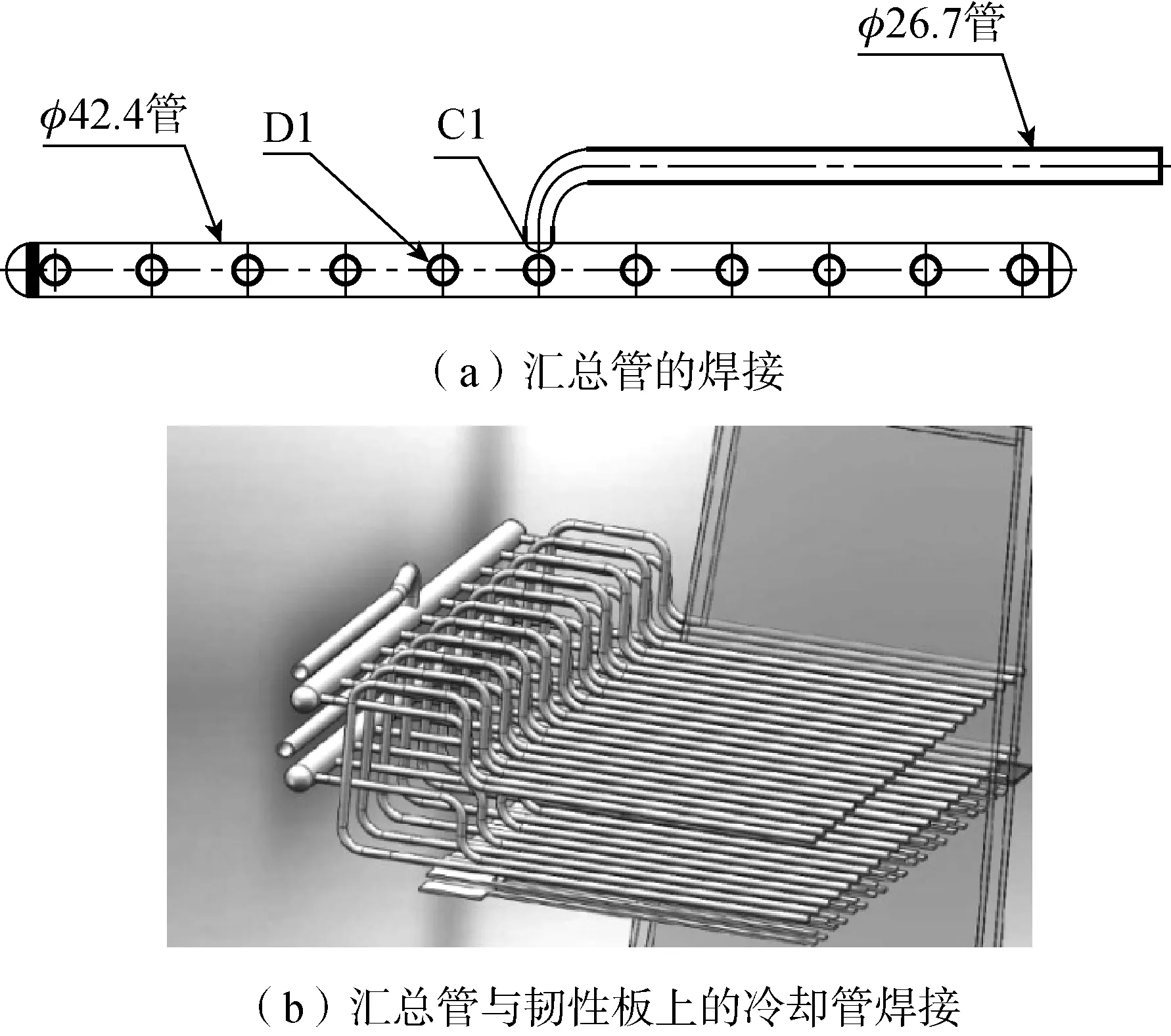
图6 汇总管焊接图Fig.6 welding of manifold
所有焊接严格按照工艺参数执行,且焊后进行100%的目视和液体渗透检测,进行至少10次的室温到77 K的热冲击测试,保证焊缝在交变温度下满足要求;同时为了保证GS支撑整体管道漏率,在每一根冷却管焊接完成后,将单独进行氦检漏以保证单根管的漏率要求。
通过以上措施,保证了冷却管路的焊接质量达到ITER要求,并降低了GS整体氦冷却管路的泄漏风险。
4 GS支撑的清洁
由于GS支撑是真空室内部件,其部件真空度的要求为ITER真空等级中的VQC 2A级(冷却管)和VQC 2B级(其他部件),即该部件为低温恒温室真空主要部件。因此在零部件的清洁、储运、组装、组合加工等过程中都要严格控制产品的清洁度,尽量杜绝杂质的存在以减少真空室内的放气源,从而保证ITER整个系统的真空度。
GS支撑清洁度的重点在于对板与板之间的装配面和整体机加时清洁度的控制。在GS支撑清洁时,所有部件在组装前后都采用水压为15 MPa 的A级去离子水(见表2)进行高压清洁,组装全部在洁净厂房中进行,从而保证装配过程中所有零部件的洁净度。GS子装配体进行整体加工时采用无切削液机加,对其余部位进行100%保护,保证在对GS子装配体的上下表面的精加工时无异物或污染物进入各部件的接触面内,完成加工后再进行整体高压水清洗,该方法通过大量的认证工作确定并通过IO的批准认可。通过严格执行以上工艺流程,最终保证了GS支撑的清洁度,确保无污染物和杂质,达到IO的清洁度要求。

表2 A级去离子水要求Table 2 The requirements of grade A water
5 GS支撑氦检漏
GS支撑在ITER中位于真空杜瓦中(真空度为1.0×10-4Pa)。根据IO要求,GS支撑采用真空正压检漏的方法对冷却管路进行泄漏检查,氦压在3 MPa并保压30 min,GS支撑的总体漏率不得高于1×10-9Pa·m3/s。结合GS的尺寸,核工业西南物理研究院建立了一套专门用于检测GS支撑的真空氦检漏设备(见图7),该设备真空室内腔尺寸为φ2 800×3 000,极限真空度为5×10-4Pa,采取特殊除气措施,确保放置工件后实际真空度满足检漏要求。

图7 GS真空氦检漏设备Fig.7 The vacuum facility of Helium leak testing
由于GS产品的清洁度达到要求,焊接过程质量的严格控制,首套GS支撑的真空氦检漏(见图8)的整体漏率为5.10×10-12Pa·m3/s,完全满足ITER的要求。
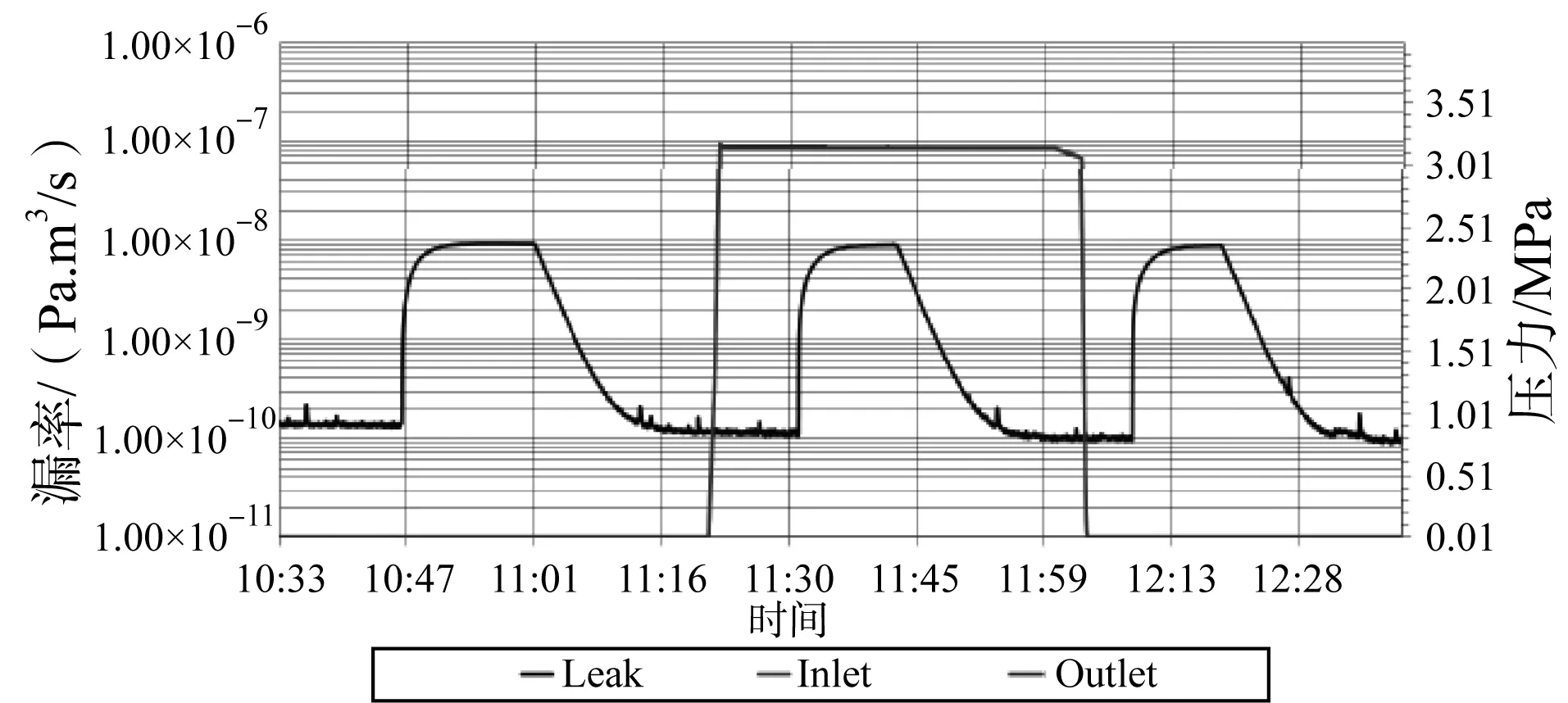
图8 GS氦检漏曲线图Fig.8 The curve of Helium leak testing for GS
6 结论
充分理解GS支撑结构的复杂性和特点,分析了制造过程的重点和难点,通过特殊工艺工装和大量的认证测试解决了组装过程中装配精度、螺栓预紧、整体加工等技术难题;通过严格的过程质量控制保证焊接质量,降低冷却管路焊点的泄漏风险;建立严格的操作规程,保证产品的清洁度;最终保证GS支撑整体氦检漏满足ITER的要求。目前通过以上方法完成首套GS产品,并得到IO的认可,剩下产品正在批量制造中。同时,作为重要的基础性支撑部件,也是最先安装在ITER装置上的磁体支撑产品,首批GS产品即将发往ITER现场,用于现场装配,将为ITER的建设提供坚实的基础。