卷取温度对Ti微合金钢力学性能的影响
2020-10-13卢学蕾彭正波白丽杨
卢学蕾,文 亮,彭正波,白丽杨
(马鞍山钢铁股份有限公司 安徽马鞍山 243000)
传统的高强结构钢一般采用C、Mn元素的固溶强化作为主要强化手段,但近年来,各企业迫于低成本制造及提高竞争性的压力,采用Ti微合金化技术,以Ti的析出强化作为主要强化手段设计并生产的高强结构钢多有报道[1]-[3]。相比传统的C、Mn钢,以Ti的化合物产生细晶强化及析出强化作为强化手段的钢板不仅力学、加工性能优越,且成本较低。但由于Ti化学性质活泼,易造成钢力学性能波动[4]、[5],这就要求Ti强化钢的生产不仅对钢水中N、S元素控制要求较高,且对热轧温度工艺控制要求较高。本文从实际生产的角度出发,以马钢生产的某低合金高强结构钢产品为例,探讨卷取温度对Ti微合金高强结构钢产品力学性能的影响。
1 试验材料与方法
试验材料为马钢某热轧厂生产的某牌号高强热轧板卷,试验钢的主要化学成分如表1所示。

表1 试验钢的化学成分(wt%)
1.1 试验钢的工艺流程
试验钢的生产工艺流程为:铁水预处理→转炉→吹氩站→RH真空精炼→板坯连铸→板坯加热→控制轧制→控制冷却→卷取。铁水预处理保证w[S]≤0.003%,连铸投用轻压下,中间包钢水过热度15 ℃-30 ℃。加热温度1230 ℃以上,终轧温度880 ℃。
1.2 试验内容和方法
试验为表1所示的化学成分组产的同一炉,同一规格,4卷不同的卷取温度其它的轧制工艺相同的试验钢,轧制后的试验卷与尾部3 m后取拉伸试样,试样的制取根据GB/T 228《金属材料室温拉伸试验方法》进行,试验钢的热轧工艺如表2所示。
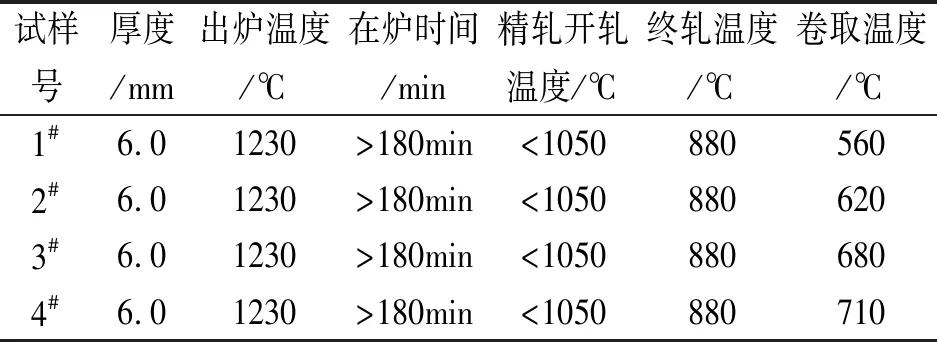
表2 试验钢的热轧工艺
2 试验结果
2.1 力学性能
如表3所示为同一炉钢、不同卷取温度、其它轧制工艺相同的力学性能,由表3可以看出,卷取温度不同,钢材的强度有明显变化,其中2#钢屈服强度、抗拉强度均为最高,4#强度最低。强度随卷曲温度的升高呈现先上升再下降的趋势。
2.2 组织
分别对1#-4#试样进行金相组织分析,1#试样为少量贝氏体+铁素体+珠光体,2#-4#试样为铁素体+珠光体,晶粒度11级,没有明显的带状组织。
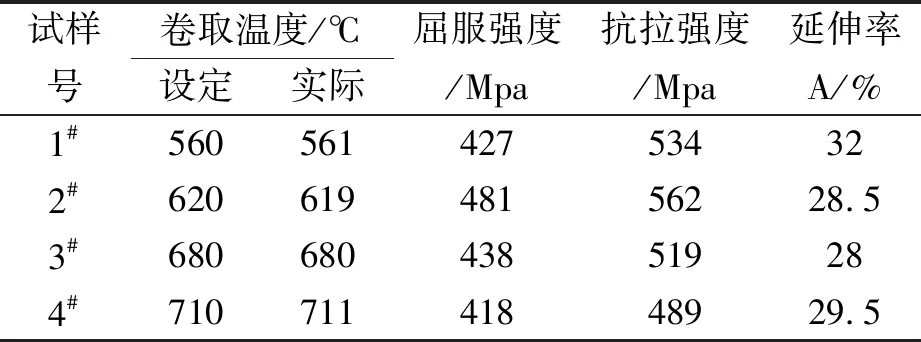
表3 不同卷取温度的试验钢的力学性能
3 分析与讨论
3.1 强化机理
对于本文所述钢材,强度主要由固溶强化,细晶强化及析出强化三部分组成,即:
σy=σs+σp+σg
(1)
式中,σs为固溶强化;σp为析出强化;σg为晶粒细化引起的强化。
固溶强化,根据王有铭[6]总结的固溶强化的计算公式,计算固溶强化增量约为90 Mpa。
细晶强化,根据Hall-Petch公式,计算得细晶强化强度增量约为196 Mpa。
按以上计算,以本试验钢表3中的屈服强度剩余约130 Mpa-190 Mpa强度由Ti的析出物贡献。可见析出强化为本试验钢的重要强化方式。
3.2 Ti(C、N)的溶解及析出
在钛微合金强化钢种中,常见析出物随着温度的降低而先后析出的顺序为TiN→TiS→Ti4C2S2→TiC[7],析出物尺寸依次降低,其中TiN粒子属于高温析出物,在炼钢和连铸的过程中就开始析出,尺寸较大,对强度贡献非常小。研究表明,通过控制纳米级TiC的析出可显著提高钢材的强度,且析出物的尺寸越小,所占体积分数越大,强化效果越明显。因此,如何调整热轧工艺使得TiC粒子充分析出并且控制其大小十分关键。
从热力学角度,TiC在铁素体溶解度关系为:
log{[Ti][C]}a=5.02-10800/T
(2)
可见温度越低,越有利于析出。
但从动力学角度分析,第二相粒子析出是以一定温度及时间作为条件,即析出量-时间-温度的关系。下面对试验钢种进行计算。
第二相形核析出的自由能△G可由下列计算式表示:
(3)

温度为T时△GM=-19.1446B+19.146T{A-log([M]H)·[X]H}。式中[M]H、[X]H分别为M、X元素在高温均热温度的平衡固溶量。其中,卷取时,铁素体中的C含量可认为0.0218,Ti含量为去除卷取前析出的TI(C、N)后,在铁素体固溶的剩余Ti。
将式(3)对d求导并另其为零。得到均匀形核时球形核心的临界核心尺寸d*和对应的临界形核时△G*。
微合金碳氮化物主要以位错线上形核的方式,在铁基体中沉淀析出,根据雍岐龙等对Cahn的位错线上形核理论的修正[8],得到:
(4)
(5)
(6)
式中下标d表示位错线上形核,β为引入的代替Cahn理论中的α参量的一个位错线形核参量,其值在-1到0之间[8],G为基体切变弹性模量,ν为泊松比,b为位错柏格斯矢量。
相变动力学曲线可由Avrami经验公式表示
X=1-exp(-Btn)
(7)
将式(7)取重对数,并规定相转变量X为5%时为相变开始时间t0.05,则可得:
(8)
第二相在位错线上形核且形核率迅速衰减为零的情况:
(9)
式中下标a表示形核率衰减为零的情况,τ1为有效形核时间,且与均匀形核时和晶界形核时的有效形核时间具有明显的差别,目前也不能准确计算。同样,令:
可得:
(10)
以(10)式而绘制位错线上沉淀析出且形核率迅速衰减为零条件下的本试验钢PTT曲线如图1所示。
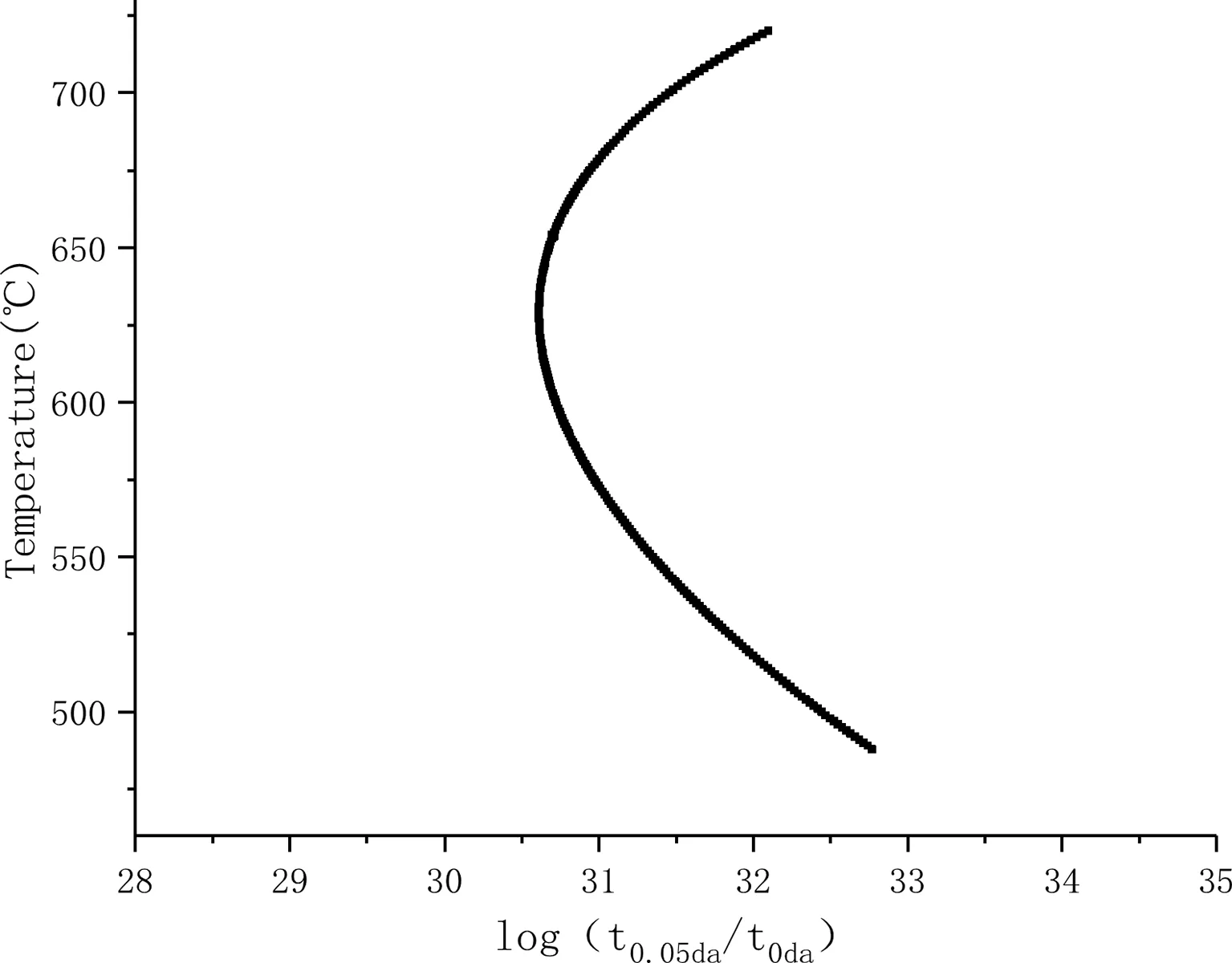
图1 TiC析出PPT曲线
3.3 结果讨论
根据图1可以看出,试验钢的鼻子点温度(即最快析出温度)约620 ℃-630 ℃之间。从TiC析出角度分析,根据Orowan公式,析出强化增量与析出物的尺寸成反比,与析出物体积分数的1/2次方成正比。因此,卷取温度为560 ℃时,相较620 ℃卷取(2#),由于低温影响析出物的体积分数,使得1#钢的强度较2#低。而对于较高温度卷取钢(3#、4#)卷取温度高造成析出物颗粒较低温卷取大,且卷取温度越高,析出物颗粒越大。因此,高温卷取钢(3#、4#)较620 ℃卷取(2#)钢强度低,且4#钢较3#钢低。
综上,卷取温度是生产Ti微合金化热轧高强钢重要的工艺参数,对纳米尺寸碳化物的析出产生显著影响,从而影响带钢的力学性能。
4 结论
1.试验钢在560 ℃-710 ℃的卷取温度范围内,随着卷取温度的升高,材料的屈强呈现先升高后下降的趋势、约在620 ℃-630 ℃达到最高。
2.试验力学性能随卷取温度变化的趋势与TIC析出的PPT曲线有较好的拟合,试验钢TiC的析出行为对其力学性能有显著的影响。
