基于深度学习与特征后处理的支持向量机铣刀磨损预测模型
2020-10-12张超勇孟磊磊李晋航肖鹏飞
戴 稳,张超勇+,孟磊磊,李晋航,肖鹏飞
(1.华中科技大学 数字制造装备与技术国家重点实验室,湖北 武汉 430074;2.中国东方电气集团有限公司 中央研究院,四川 成都 611731;3.聊城大学 计算机学院,山东 聊城 252059)
0 引言
随着智能制造、云制造、智慧制造等概念的提出,智能化成为现代生产企业的共同发展方向[1]。信息技术持续升级,物联网、大数据、深度学习等领域的积累使无人工厂成为可能。在车间生产中,机床是现代制造过程中不可或缺的重要要素[2]。然而,在机床使用过程中,刀具磨损不可避免,它直接影响了刀具的使用寿命与表面质量,以及尺寸精度,进而影响加工的经济性[3-4],解决这些问题的关键在于对刀具状态的在线监控与及时维护。
刀具磨损领域的自动监测方案主要分为直接法与间接法两类[5],直接法一般应用于非加工过程中的离线监测,通过传感设备直接得到刀具位置、形状等参数,进而判别刀具磨损状况,虽然准确性高,但对条件要求苛刻(如需停机检测),实用性不强;间接法则是通过测量刀具振动、受力、电流、声发射等间接指标并与磨损状态之间建立相关关系,从而得到刀具的磨损程度,目前已成为主流的方案选择。
许多学者从各个角度针对刀具监测系统开展了一系列研究。Scheffer等[6]综合各方面对硬车削加工开展研究,设计了一套精确的刀具磨损监测系统;Liang等[7]采用基于亚像素边缘检测与高斯滤波的有效提取顶点算法,利用机器视觉方法建立了基于视觉的刀具磨损自动监测系统;李聪波等[8]基于正交试验设计与响应面法,建立了切削功率与刀具磨损量及加工参数之间的回归模型,提出一种实时更新切削功率阈值的在线监测方法;张栋梁等[9]利用混沌时序分析法重构了刀具声发射信号的相空间,提出一种基于混沌时序分析法与支持向量机的刀具磨损状态识别方法;肖鹏飞等[10]基于机器学习中刀具磨损预测模型效率不高等问题,提出一种基于自适应动态无偏最小二乘支持向量机的刀具磨损预测模型;董彩云等[11]应用谐波小波包为基础,提取了不同磨损状态下铣削力信号各频段信号能量,提出基于回溯搜索算法自动参数寻优的最小二乘支持向量机(Least Squares Support Vector Machine, LSSVM)取得了较佳的效果。
然而,以神经网络、支持向量机等为代表的浅层机器学习模型虽在某些领域下能取得较佳的预测效果,却往往很难建立一个普适性的模型直接应用于车间生产。与此同时,针对特征选择这一过程,传统方案中不可避免地需要大量先验知识与反复测试,以保证最终模型精度;另一方面随着智能制造的持续深入,车间可采集数据量不断增加,这些隐含机器特征的各类数据,对于深入了解机器状态价值巨大。但倘若没有有效的方式利用和分析这些数据,则制造过程中流出的海量数据将被白白浪费[12]。
近些年随着机器学习技术的发展,Hinton等[13]提出的深度学习理论为工业大数据的处理和分析提供了新的可能。深度学习的基本原理是模仿人脑的思考过程,通过设置多个隐藏层代替从视觉窗口到神经中枢的层层架构,从简单的低维特征开始,逐层深入,最终形成高维抽象表达。由于有效模仿了人脑的思考过程,深度学习具有判别准确率高,非线性表达效果强等优势。继语音及图像识别等领域大放异彩之后,在故障模式识别领域也掀起了一阵风潮。曹大理等[14]利用深度网络自适应地提取特征,提出一种基于卷积神经网络的刀具磨损在线监测模型;张存吉等[15]应用深度卷积神经网络构建了刀具磨损监测的模型,通过对比其他两种深度神经网络及传统神经网络模型,验证了模型的有效性;时培明等[16]则将深度学习的特征提取与数理统计方法的时频域特征组成联合特征向量,结合粒子群支持向量机完成了齿轮的故障诊断;林杨及孙文君等[17-18]应用稀疏自动编码网络,分别实现了刀具磨损预测与感应电动机的故障诊断;刘辉海等[19]利用限制性玻尔兹曼机建立了深度自编码网络模型,完成了风机齿轮箱的故障检测分析。相比传统方法,当前深度学习在故障识别领域的主要优点是:①堆叠自动编码网络(Stacked Auto-Encoder Network, SAEN)很好地完成了特征降维及特征选择过程,避免了对先验知识和人为选择的依赖,可有效提升建模效率和建模精度,同时通过在网络顶层添加分类模型如Softmax层可进行分类操作;②卷积神经网络(Convolutional Neural Network, CNN)很好地将数据处理和特征提取等过程转化为图像的卷积和池化等操作,可直接将初始数据转变为时频谱图建模,进而得出刀具磨损的分类情况;其他深度学习模型还有诸如深度置信网络、深度递归神经网络、深度增强学习等也都得到了一定应用[15]。
本文提出一种基于深度学习特征降维及特征后处理的铣刀磨损预测模型,运用振动传感器采集铣刀加工过程中的振动信号,从时域、频域及时频域3方面提取特征信号并进行相关性分析,利用堆叠稀疏自动编码网络(Stacked Sparse Auto-Encoder Network, SSAEN)实现特征降维,在减少对特征选择环节先验知识依赖的同时大幅提升建模效率;采用基于保序回归(Isotonic Regression, IR)与指数平滑(Exponential Smoothing, ES)的特征后处理(feature Re-Processing, RP)操作,进一步排除加工中环境噪声等因素,提升特征向量的表征效果;最终建立自适应步长的布谷鸟搜索(self-Adaptive Step Cuckoo Search,ASCS)算法优化参数的最小二乘支持向量机回归(Least Squares Support Vector Regression, LSSVR)模型,并通过与其他模型进行对比,验证了所提方法的可靠性与优越性。
1 基于深度学习特征降维RP-ASCS-LSSVR铣刀磨损预测方法
本文提出基于深度学习特征降维RP-ASCS-LSSVR刀具磨损预测方法,算法流程图如图1所示,具体实现步骤如下:
(1)数据采集 使用振动传感器采集铣刀走刀过程中X、Y、Z三方向的振动信号,每次走刀后应用显微镜对铣刀磨损状态进行拍照、测量与记录。
(2)特征提取 从时域、频域及时频域3个方向对原始振动信号进行特征提取,采用皮尔逊相关系数法确定各特征量与铣刀磨损量的关联程度。
(3)深度学习特征降维 从时域、频域及时频域中筛选出与铣刀磨损量相关性高的特征向量,并应用堆叠稀疏自动编码器网络进行特征降维。
(4)特征后处理 为进一步排除加工环境噪声等干扰因素,提升特征向量对铣刀磨损量的表征效果,对特征降维的向量进行特征后处理工作,包括保序回归和指数平滑。
(5)模型训练及预测 采用LSSVR进行建模,并应用ASCS算法对LSSVR中的径向基核函数宽度系数的平方及惩罚因子进行优化,最终实现对铣刀磨损量的精准预测。

1.1 传统特征提取方法
传统信号处理方法包括快速傅里叶变换和小波变换等[20-21],可将信号从时域变换到频域及时频域。
当铣刀在高速铣削过程中导致刀具磨损时,时域内的信号随时间尺度发生变化,信号的频率结构及频谱特性也将发生变化。无论是时域或频域都具备一定表征刀具磨损状态的能力,却均难以同时兼顾信号的总体和局部变化,达到全面的分析效果。而时频域分析则较佳地克服了该缺点,尤其是对刀具加工过程中产生大量噪声的非平稳振动信号。采用小波包技术[22]可有效抑制噪声信号,实现信号高频与低频段的同时细化,滤除高频段的噪声信号。
本文从铣削加工过程X、Y、Z三方向出发,综合时域、频域及时频域3方面信号分析,选取时域、频域各3个特征参数,共计18个特征向量,具体计算公式如表1所示。时频域6层小波包分解得到64个频带的能量,并以前32频带能量作为检测特征,纳入X、Y、Z三个维度,共计96个特征向量。

表1 时域频域特征参数
采用皮尔逊相关系数法计算特征向量与刀具磨损量的相关关系为:
(1)

1.2 深度学习特征降维
1.2.1 稀疏自动编码器原理
自动编码器由BP神经网络发展而来,从输入到输出总计3层,如图2所示,是一种无监督的训练模型。其基本原理是通过对输入数据进行编码,实现数据由高维空间到低维空间的编码转换,紧接着由隐藏层的编码矢量通过重构完成解码输出,其中隐藏层输出即为降维后的编码矢量,目标函数为重构误差,并通过梯度下降法调整网络权值,最终完成特征降维的过程。
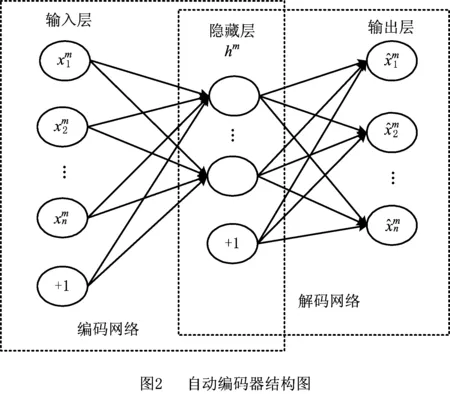
自动编码器可分为编码网络和解码网络两部分,对于编码网络,给定一个无标签的向量组{xm|m=1,2,…,M},编码函数为f,可将向量组xm变换为编码矢量hm,具体公式如下:
hm=f(xm)=sf(wxm+b)。
(2)
式中:sf为编码网络的激活函数,常取Sigmod函数,θ={w,b}是编码网络的参数集,{w,b}分别为编码网络的权值矩阵和偏置。
对于解码网络,对特征降维后的编码矢量hm进行反编码得到训练数据的重构,有如下公式:
(3)
式中:sg为解码网络的激活函数,通常取Sigmod函数或恒等函数,θ′={w′,d}是解码网络的参数集,{w′,d}分别为解码网络的权值矩阵和偏置,且有w′=wΤ。
无论是编码抑或解码都是为了使最终重构数据能够最大程度地接近输入数据,其重构误差最小化亦可以表达为:
(4)

一般而言,隐含层节点个数小于输入节点个数,即可有效实现降维。然而,当隐藏层节点数大于输入节点的个数时,只需对隐藏层的大部分节点进行抑制亦可达到同样的效果,这即为稀疏自动编码器的初衷。通过对自动编码器添加一个正则化项,采用Sigmoid函数作为激活函数,约束隐藏层大部分神经元节点为0,小部分输出为1,即可有效实现稀疏性质,同时减小需要训练的参数数目,降低了训练难度,并有效克服了自动编码器容易陷入局部最小值和过拟合问题。从数学模型上可令hj(x)表示输入数据为x时,隐藏层上第j号神经元的激活度:
(5)

(6)
(7)
1.2.2 堆叠自动编码网络
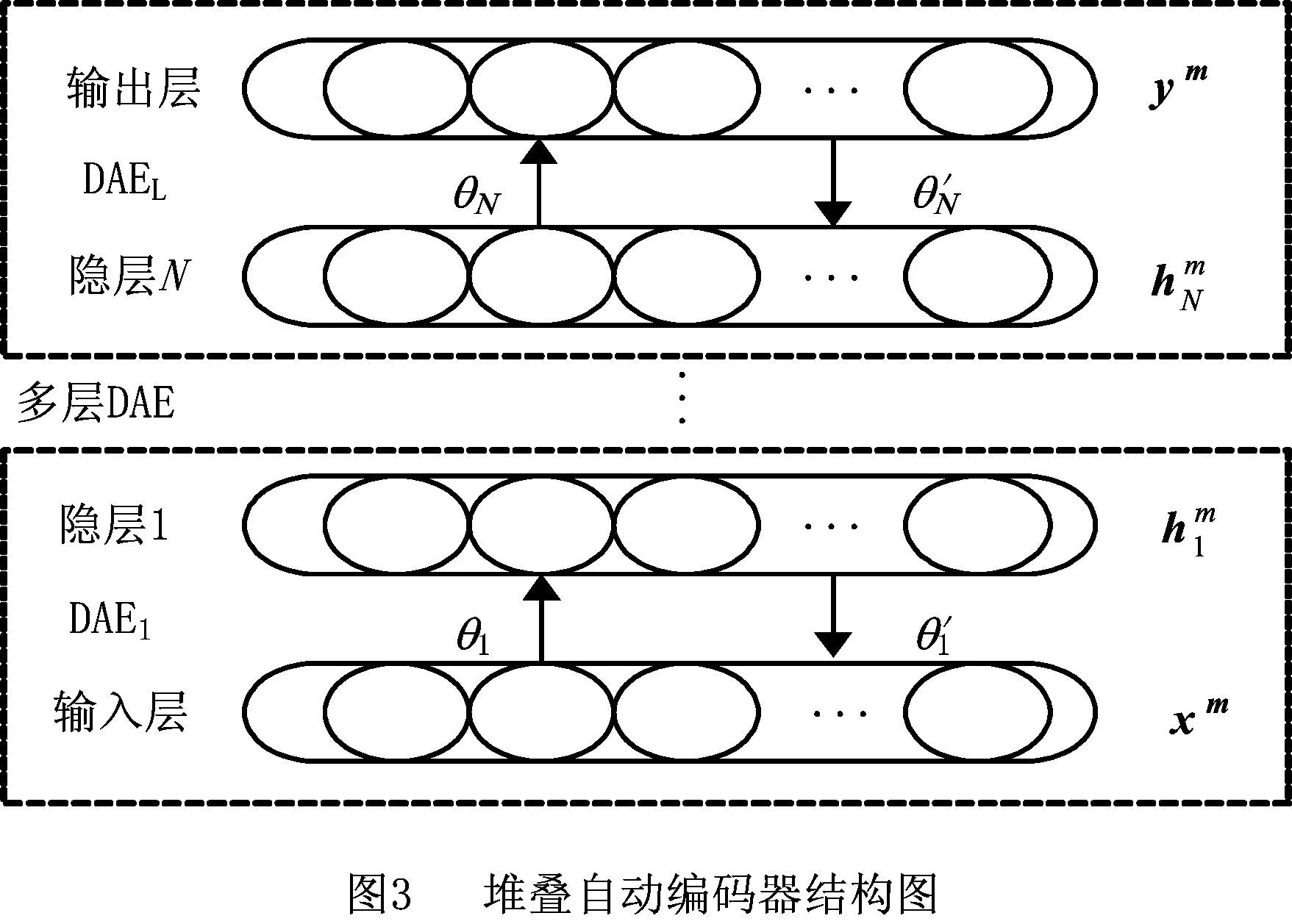
传统自动编码器一般为简单的三层结构,通过解码和编码来复现输入信号,当多个自动编码器堆叠在一起时,便成为SAEN,通过多个隐藏层的堆叠,能够处理更加抽象、复杂的任务。如图3所示,堆叠自动编码器的具体运行逻辑如下:①给定初始输入参数集,按照无监督训练方式,以最小化重构函数为目标函数训练第一层自动编码器达到设定值;②将第一层自动编码器隐含层输出作为第二层自动编码器的输入数据,采用同样的方法训练第二层自动编码器;③重复第②步,直至完成所有自动编码器的训练工作;④将最后一层自动编码器隐含层输出作为最终的降维特征。
对于分类任务,往往会在SAEN顶端添加一个分类层(如Softmax层),并结合有标签的训练数据,在误差函数的指导下对系统的参数进行微调,使得整个网络能够更好地完成所需的分类任务。由于本文的目标是回归拟合而非分类,故只需得到SSAEN的降维表达,无需进行微调操作。
1.3 特征后处理
在正常的铣削加工过程中,随着走刀次数的增加,铣刀逐渐磨损最终趋于磨钝报废状态,其磨损曲线应当是平滑且单调递增的,对特征量而言,其特征曲线也应当呈现类似性质,然而由于环境噪声、材料性质等导致信号在处理之后特征曲线并不呈现完全的单调增趋势,而是包含局部骤降与骤增的非平滑曲线,如图4所示。
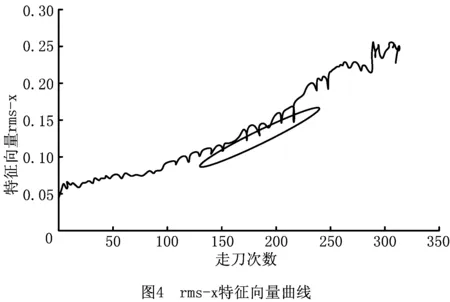
由图4可以看出,随着走刀次数的增加,rms-x特征量整体呈现很好的增长趋势,能较好地表征刀具磨损量,但由于存在不少局部骤降的峰值点,以及铣刀接近磨钝时小幅度的波动情况,容易导致该范围内走刀磨损的预测误差较大,从而导致模型精度下降。
通过应用特征后处理的方式,能够很好地处理特征曲线内一些异常局部峰值点。特征后处理包括保序回归和指数平滑,保序回归能够保证特征曲线呈现单调不递减的状态,使特征值能够更好地与刀具磨损量进行关联;指数平滑能够使整条特征曲线呈现平滑趋势,在表征刀具磨损渐变趋势时效要较佳。
(1)保序回归
保序回归是回归算法的一种,其基本思想是:对于相互独立的给定集合{xi|i=1,2,…,n}满足条件{x1≤x2≤…≤xn},训练一个模型来最小化下列方程:
(8)

算法的具体流程是:从序列的首个元素向后比较,一旦出现前个元素大于后个元素的情况,即停止该轮观察,从该乱序元素开始逐个吸收元素组成一个序列,直到该序列所有元素的平均值小于或等于下一个即将被吸收的元素。
(2)指数平滑
指数平滑法常用于生产预测与中短期的经济发展趋势预测,但此处结合保序回归能对信号实现非常好的处理效果。具体算法流程如下:对于一个时间序列{xt|t=1,2,…,T},处理过后的序列为:
yi=αxi+(1-α)yi-1,(2≤i≤T),
y1=(x1+x2+x3)/3。
(9)
式中:α为平滑系数,α∈(0,1),本文取α=0.3;yi、yi-1分别为i时刻和i-1时刻的平滑值,y1通过序列首3项平均确定。
1.4 ASCS-LSSVR预测模型
布谷鸟搜索(Cuckoo Search, CS)算法由剑桥大学的Yang Xin-she与Deb Suash受布谷鸟独特的寻窝产卵繁殖习性启发共同开发而成[23],具备参数少、操作简单、寻优能力强等诸多特点。Suykens等[24]最早提出LSSVR,通过使用LSSVR使综合计算复杂度大大降低,非常适合在线建模。本文针对CS算法后期搜索速度慢、精度不高等限制设计了一种ASCS算法,提出了基于ASCS优化参数的LSSVR算法,定义适应度函数为预测的平均相对误差。
1.4.1 ASCS算法
CS算法又称杜鹃搜索,根据布谷鸟独特的繁殖习性演化而来,应用到CS算法中最核心的两点内容是Lévyflight及随机游走策略,ASCS算法优化核心方法则是将原先完全随机的步长设置,改为初期大步长的全局搜索以加快搜索速度,后期小步长的局部搜索以提升算法精准度。
在布谷鸟产卵过程中,其寻窝的方式是随机或者类似随机的,为了更好地模拟布谷鸟的寻窝行为,假定3个理想状态[23]:
(1)布谷鸟一次仅产卵一枚,并随机选取寄生鸟巢。
(2)对于被选择的寄生鸟巢,满足一定条件的鸟巢会被保留至下一代。
(3)可利用的寄生鸟巢数目固定,宿主发现外来鸟蛋的概率为Pa∈(0,1),发现外来鸟蛋之后会将外来鸟蛋抛弃。
在布谷鸟算法中,首先要设置初始参数并对第一代鸟窝的位置进行初始化操作,再进行相应的鸟窝位置更新。整个算法的核心内容在于两种鸟窝更新方式,第一种鸟窝更新方式为Lévyflight,该更新方式的迭代过程中,下一代的位置取决于当前位置和转移概率。具体公式如下:

(10)

s=s+Stepsizej×randn[D]。
(11)
式中randn[D]是在[1,D]上生成高斯分布,Stepsizej的计算公式如下:
(12)
本文提出的自适应步长解决方案中,将上述Lévyflight更改为如下自适应策略鸟巢更新方式,设计一种自适应步长的布谷鸟搜索算法,该算法可以控制种群移动的步长随着迭代次数发生相应的自适应变化,在全局搜索期间,算法会选择大的步长保证不陷入局部最优;在精确搜索期间,会选择小步长保证搜索精度。具体公式如下:
(13)
式中:step为步长,stepmin为步长的最小值,指数p按照经验一般取[1,30],N_ier和time分别为当前迭代次数和迭代总次数。
除以上鸟窝更新方式外,还包含另一种更新方式,对应的情况是宿主鸟发现外来卵时造成的鸟巢更新,建模过程中对这一行为采用偏好随机游动行为进行模拟,CS算法中具体公式如下:
(14)
1.4.2 LSSVR算法
对于已知数据集合P={(xi,yi),i=1,2,…,n},xi∈Rn,yi∈R,在高维特征空间满足如下方程:
f(x)=ωΤφ(x)+b。
(15)
式中:ω、b分别为权值向量与偏置项;φ(x)作为非线性映射将x从输入空间映射到特征高维空间,目标是将低维度的非线性拟合问题在高维特征空间中表示为线性拟合问题,以方便求解。利用LSSVR来表达约束问题如下:
s.t.
yi=ωΤφ(x)+b+ξi,i=1,2,…,n。
(16)
式中:λ为惩罚系数,ξ为误差变量。为了求解以上约束优化问题,通过引入拉格朗日乘子α将其变换为无约束优化问题,最终的拉格朗日函数如下:
(17)
根据KKT条件得到:
(18)
通过求解式(3)和式(4)后消去ω和ξi,得到以矩阵形式存在的LSSVR:
(19)
式中:S=(1,1,…,1)Τ,E为n阶单位阵,Y=(y1,y2,…,yn)Τ,α=(α1,α2,…,αn)Τ,K为核函数,可表示成为K=(φ(xi)·φ(xj))=k(xi,xj),i,j=
1,2…n。最终可以将LSSVR的模型表示为:
(20)
2 实验验证
此次铣削试验采用的主要条件与设备如表2及图5所示。

表2 铣削试验主要设备及切削条件表
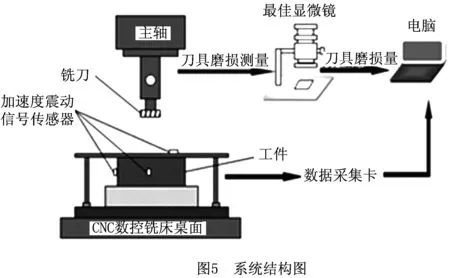
球头铣刀每次走刀为长度108 mm的端面铣削,由于每次走刀条件相同,此处以总计为315次走刀作为磨损量测量的依据,每次走刀之后,用显微镜测得球头铣刀X、Y、Z三个方向的磨损量,并以3方向的磨损量均值作为球头铣刀的实际磨损量。磨损曲线如图6所示。
图6横坐标为球头铣刀总计315次的走刀次数,纵坐标为铣刀三面的磨损均值。图中磨损曲线可被较为直观地分为3段,亦可被分别定义为初步磨损阶段、常规磨损阶段以及失效磨损阶段。其中初步磨损阶段和失效磨损阶段磨损较快,原因分别是初期刀具表层组织不耐磨与温度骤升导致刀具磨损加剧;常规磨损阶段平缓则主要因为刀面工作压强均匀且较小减小。
2.1 小波降噪的特征提取与相关性计算
根据磨损阶段的划分,随机选择相应区间内3个数据量进行分析,分别是第5(磨损量为56.63 μm)、第150(磨损量为117.64 μm)、第300(磨损量为207.05 μm)次。此处,以X方向铣削振动信号为例进行频谱分析,频域图如图7所示。


由图7可知,铣削振动信号主要可分为两部分:10 kHz以内的振动信号以及15 kHz以上的高频高噪声信号。本文首先采用1层小波包对降噪信号进行分解,然后运用 “db4”小波函数对降噪信号进行重构。
图8中很容易观察到降噪后高频噪声信号被有效滤除。从X、Y、Z三个方向,按照时域3个特征量,频域3个特征量,包含18个特征向量,时频域6层小波包分解可得到64个频带的特征向量,取前32个频带,并纳入X、Y、Z个方向,得到96个特征向量,总计114个特征量,按照相关系数法分别计算相关系数。
按照以下标准:①时域及频域,相关系数大于0.95最终筛选出时域6个特征量;②时频域,相关系数大于0.97最终筛选出10个特征量。总计16个特征量如表3所示。


表3 特征向量汇总表
绘制时域方向上6个特征量的磨损曲线如图9所示。

由图9可知,特征量与磨损量呈现较佳的正相关关系,除了小范围内的骤降骤升及接近磨钝区域的波动情况,基本能够较好地表征铣刀磨损量。
2.2 SSAEN特征降维及特征后处理
(1)SSAEN特征降维
当隐藏层数大于1层时,自动编码器则可称为堆叠自动编码网络,随着隐藏层数的增加,一般能够取得更好的降维效果,但同时性能的提升伴随着迭代次数及训练时间的迅速延长,因而针对不同的问题隐藏层数应当依据具体情况而定。本文从96个初始特征向量中最终筛选出16个特征向量,每个特征向量均可与磨损量作为模型输入的自变量和因变量训练模型。
本文应用SSAEN进行特征降维,将筛选的16个特征向量合并为16×315的矩阵,并最终降维成1×315维。一方面保证降维向量与初始特征向量维度一致,作为后续预测模型输入更具可比性;另一方面通过降维操作可有效避免特征选择过程中对先验知识的要求,且大幅提升特征建模效率,而不必将16个特征向量一一建模,比较不同特征向量的效果。降维的幅度不大,因而隐藏层选择2~4层即可。
SSAEN特征降维的具体方案如下:①将16个特征向量分别进行归一化并整合为16×315维的矩阵;②设置稀疏自动编码网络的相关参数,其中编码及解码函数选择Sigmoid函数,迭代次数选择1 000次,稀疏性参数为0.05,训练自动编码器的算法选择缩放共轭梯度下降函数等;③设置不同隐藏层数目的堆叠稀疏自动编码网络并进行训练,记录堆叠稀疏自动编码网络的训练时间与结果精度;④选择时间与精度综合效果最佳的隐藏层数目作为SSAEN的最终隐藏层数目。
将最终降维的特征向量绘制为曲线,如图10所示,整条曲线较为平滑且上升趋势明显,特别是接近磨钝区域保持基本平滑,已明显优于单个特征向量,能够很好地表征铣刀磨损量,但仍然含有一些局部骤降的峰值点,需要通过特征后处理进一步优化。
(2)特征后处理
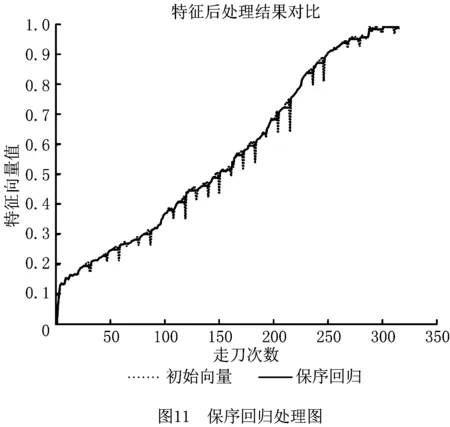
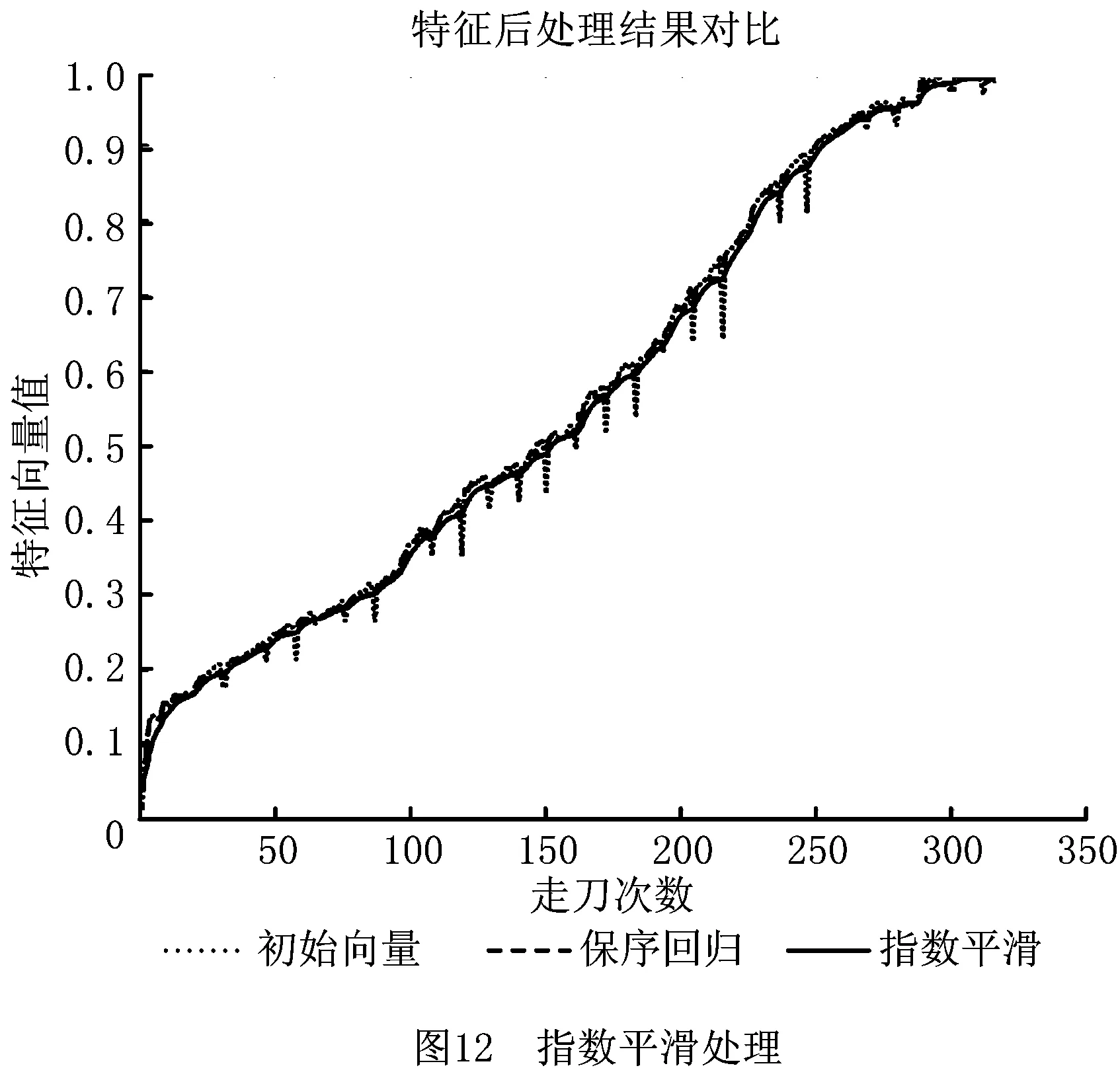
对SSAEN处理过后的特征向量再进行保序回归操作,得到图11中保序回归曲线已经很好地消除了局部骤降点,使降维向量能够保持单调不递减的趋势;再对数据进行指数平滑处理,使保序回归之后的数据显得更为平滑。
观察图12可得,实线曲线为最终通过保序回归和指数平滑两步操作之后的特征向量,不但很好地保持了随铣刀磨损时单调不递减的趋势,而且平滑的曲线使得特征量过渡能够接近完美地表征铣刀磨损量。

2.3 刀具磨损量预测结果分析
(1)SSAEN隐藏层数选择
由2.2节分析可知,隐藏层数选择2~4层最佳,因而针对SSAEN特征降维操作,选择既定参数之后,记录训练过程及效果,如表4所示。
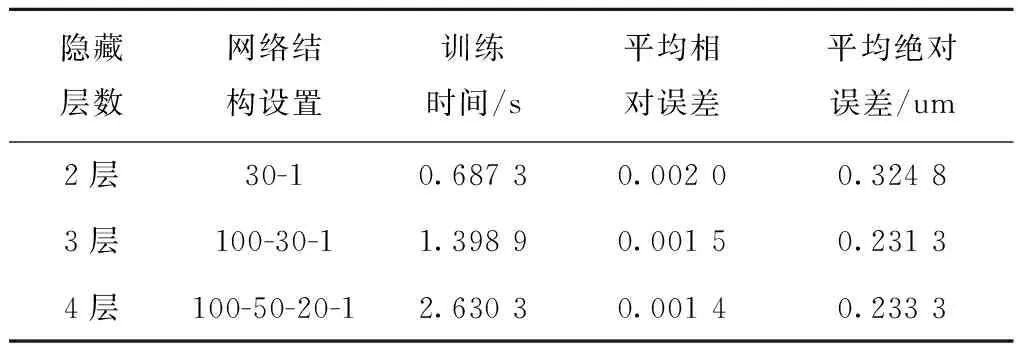
表4 不同隐藏层数效果对比
由表4可知,当选择3层网络结构时,其训练时间居第2位,为1.398 9 s;预测指标中平均相对误差比2层优化了25%,同时非常接近4层的最小误差;平均绝对误差在三者之中最小,为0.231 3 μm。综合而言,选择3层网络结构的SSAEN能取得较佳的综合效果。
(2)SSAEN与SAEN模型对比
由前文原理部分介绍可知,SSAEN较SAEN是通过添加一个正则化项控制隐藏层神经元的稀疏性,此举不仅减小了需要训练的参数数目和训练难度,还有效克服了自动编码器容易陷入局部最小值和过拟合问题。由(1)中的实验发现3层网络结构训练结果综合性能较佳,因而下面对于SSAEN选取3层结构模型进行预测:
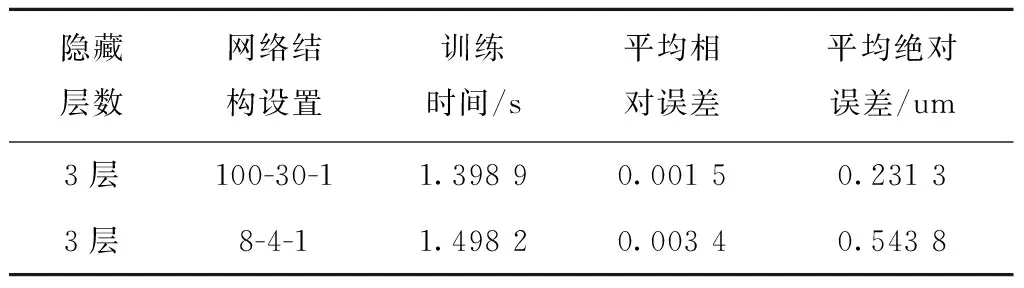
表5 SSAEN与SAEN效果对比
由表5可知,当SSAEN与SAEN均选择3层网络时,SSAEN的平均相对误差仅为SAEN的44.12%,而平均绝对误差仅为42.53%,两者均验证了使用SSAEN的必要性。
(3)SSAEN-RP-ASCS-LSSVR模型预测结果分析
本文采用C++ 编程实现SSAEN-RP-ASCS-LSSVR算法调试工作,实验中计算机CPU为Intel酷睿i7-8550U,内存8 GB,使用Windows 10,64位操作系统。
选取前60个数据样本作为初始训练数据,其后255个数据每间隔6个数据选择一个作为测试数据,其他仍为训练数据,将实际磨损量与预测磨损量的平均相对误差作为ASCS算法的适应度值。
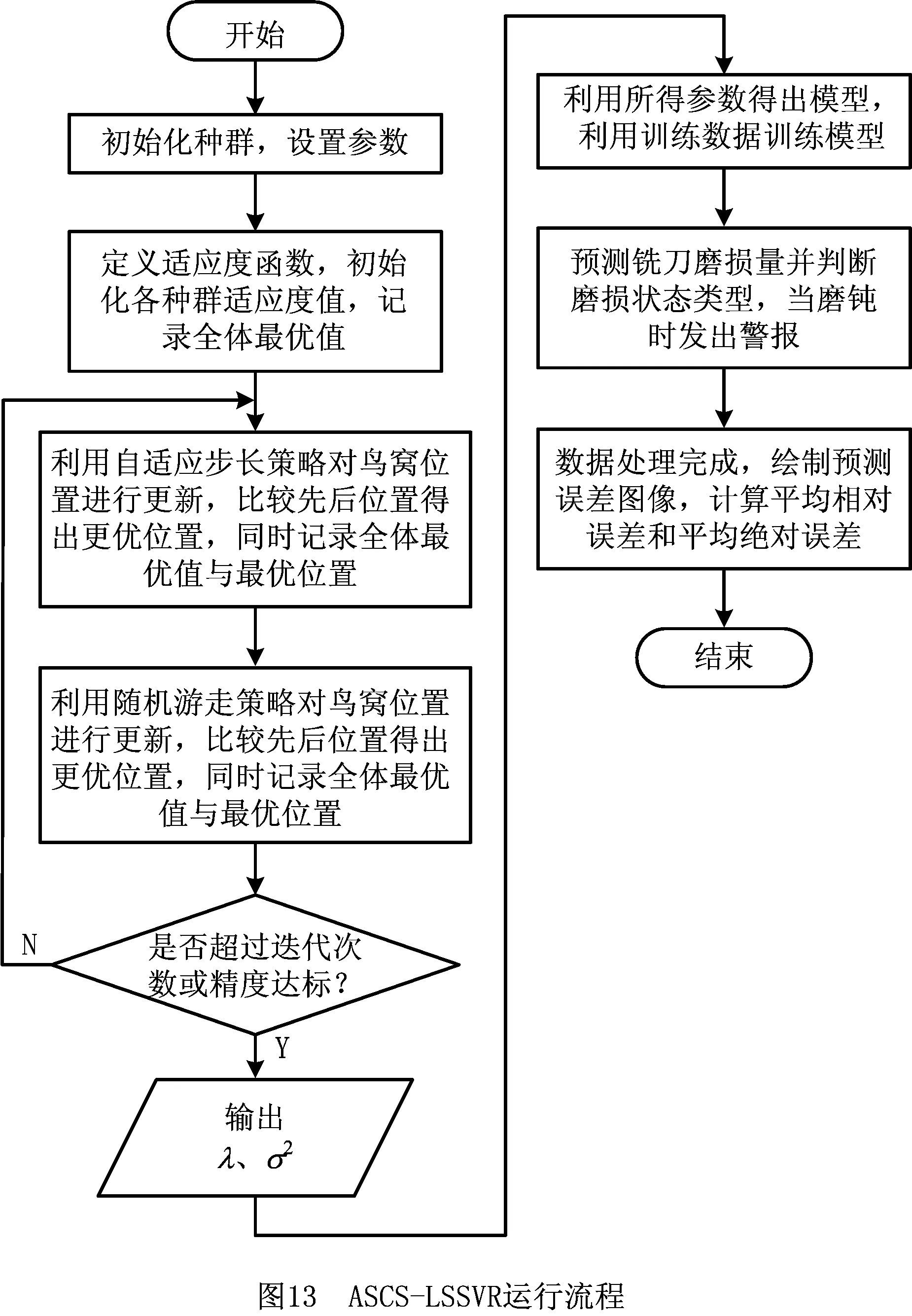
ASCS-LSSVR算法具体步骤如下:
(1)初始化鸟巢个数(种群数量)为30,被宿主鸟发现的概率为Pa=0.25,设置最小步长stepmin=0.002,p=15,上下界即为惩罚因子和径向基核函数宽度系数平方的取值范围,设置相关参数,在没有足够的经验和认知的情况下,通常将高斯径向基函数(Radial Basis Function,RBF)作为核函数是比较好的选择,根据反复的调试验证,选取惩罚因子λ∈[0.1,100],径向基核函数宽度系数的平方σ2∈[0.001,4]比较合适,能得到比较好的效果。同时设置预测收敛精度为η,最大迭代次数为200次。
(2)设置ASCS算法的适应度函数为平均相对磨损量误差,具体公式如下:
(21)

(3)按上述ASCS算法原理中的步骤(2)和步骤(3)对鸟巢进行更新,反复迭代不断更新鸟巢位置以及最佳鸟巢和适应度值。
(4)判断终止条件,若达到预测精度或者最大迭代次数即终止算法,保留算法过程中最佳鸟巢的位置及其适应度值;反之,则返回步骤(3)继续迭代。
(5)将ASCS算法得到的鸟巢位置作为优化参数带入至LSSVR算法中,计算出最终的平均相对磨损量误差α和平均绝对磨损量β误差。其中平均绝对磨损量误差公式为:
(22)
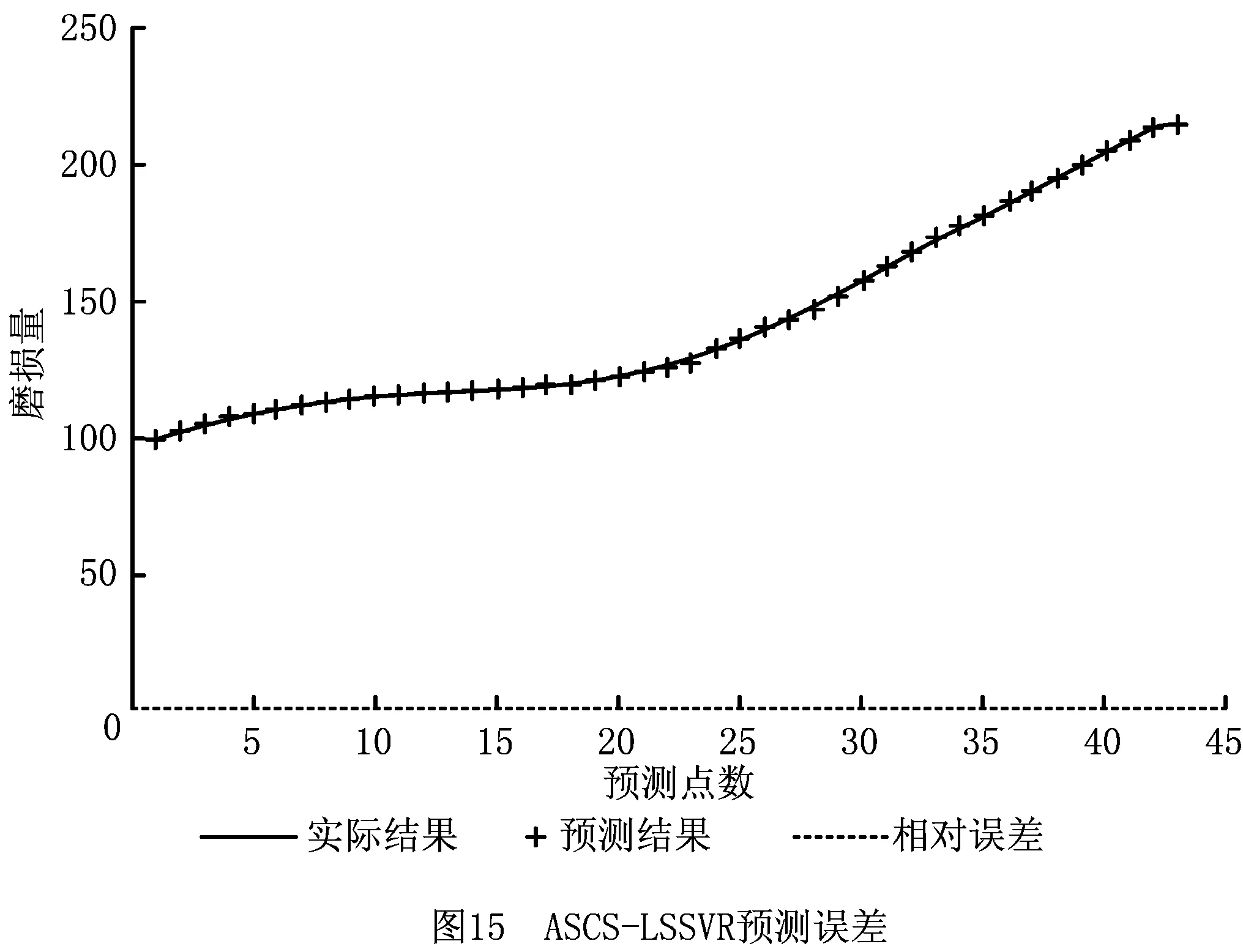
本文算法模型的具体流程如图13所示。算法效果的比较如图14与图15所示,图14中两种CS算法均取得了非常快速的迭代效果,很好地证明了CS算法的优越性,同时ASCS经过自适应步长的优化迭代,速度更快效果更佳;图15中LSSVR预测结果很好地与实际结果重合,其平均相对误差仅达到1.512×10-3,平均绝对误差为0.231 3 μm。

当传感器采集到同一机床同型号的铣刀振动信号时,只需将新的振动数据按照前文所述处理方法重新处理并纳入到历史预测模型之中进行预测,即可得到新铣刀的预测磨损量。同时,在企业之中应当形成刀具磨损管理数据库,将每把刀具积累的磨损数据用于模型重训练,以使得模型具备更高的精度和更强的泛化能力。
2.4 不同预测模型对比
为验证所提出SSAEN-RP-ASCS-LSSVR模型有效性,本文进一步控制深度学习与特征后处理两个变量,取以下3种不同模型按照相同条件展开对比分析:
(1)未经深度学习特征降维及特征后处理的ASCS-LSSVR方法;
(2)未经特征后处理,但已进行深度学习特征降维的SSAEN-ASCS-LSSVR方法;
(3)本文提出经深度学习特征降维及特征后处理的SSAEN-RP-ASCS-LSSVR方法。
结果对比如表6所示,对比方法(1)与方法(2),除了平均相对误差与平均绝对误差均有小幅提升之外,通过深度学习降维操作可大幅提升建模效率,很好地避免了繁琐的特征选择及对先验知识的依赖;对比方法(2)与方法(3),SSAEN-RP-ASCS-LSSVR的平均相对误差仅为SSAEN-ASCS-LSSVR的19.7%,平均绝对误差仅为22.0%,预测精度获得了非常可观的提升,其中SSAEN-RP-ASCS-LSSVR模型的平均相对误差仅为0.001 5,平均绝对误差仅为0.231 3 μm。
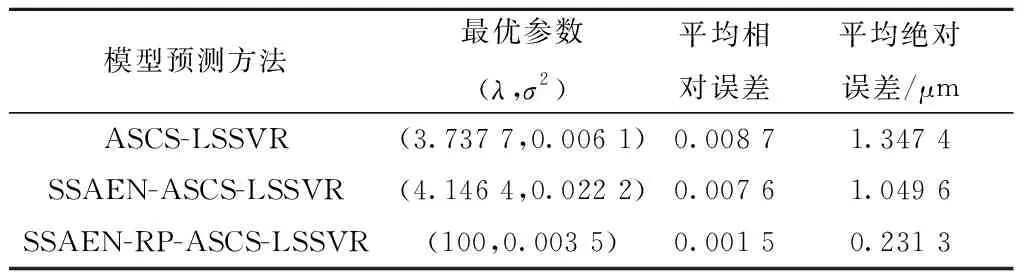
表6 三种预测方法结果对比
为进一步验证SSAEN-RP-ASCS-LSSVR的有效性,对比BP神经网络(Back Propagation Neural Network, BPNN)与极限学习机(Extreme Learning Machine, ELM)[25]两种浅层神经网络模型,BPNN是一种经典的多层前馈神经网络,ELM由Huang等提出,在初始化后隐层权重和偏置不变的情况下,可直接由广义逆得出输出层权重,从而大大提升了训练速度。其中:BPNN的隐藏层神经元数设为7,迭代次数设置为100次,学习率设置为0.1;ELM的隐藏层神经元设为20,激活函数设置为sigmoid函数,可得3种预测模型的结果对比如表7所示。
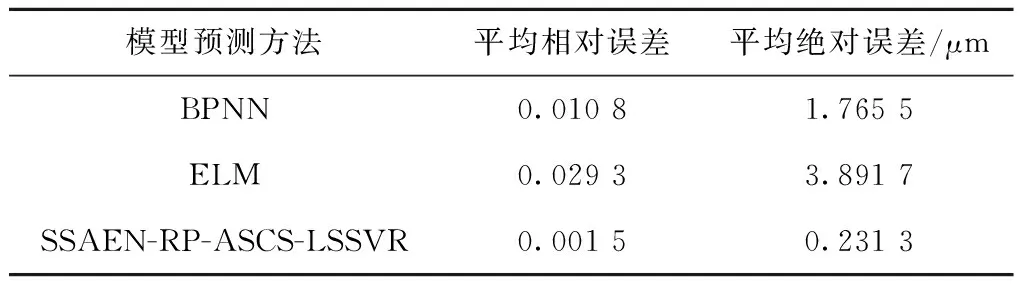
表7 三种预测方法结果对比
由表7可知,无论是平均相对误差或是平均绝对误差,两种浅层学习模型的精度均远低于本文提出的SSAEN-RP-ASCS-LSSVR,由此验证了SSAEN-RP-ASCS-LSSVR模型的有效性。
3 结束语
本文提出一种基于SSAEN特征降维的方法,充分综合了各特征向量对铣刀磨损量的表征效果,提升了模型精度,相比于传统的特征选择,摆脱了对先验知识和经验需求的依赖,大幅提升了效率;通过对特征降维的向量进行特征后处理操作,保证了特征向量与磨损量相似的单调不递减趋势,有效提升了特征向量对铣刀磨损量的表征效果;使用ASCS优化参数的LSSVR,通过对模型参数进行自适应的优化,有效提升了模型预测精度,减小了预测过程中的平均相对误差和平均绝对误差。
未来将从以下3方面展开研究:①积极探索SSAEN中各参数动态自适应调整的方法,将手动调整变为自适应调整;②除本文采用的振动信号,可结合其他信号如力信号、声发射信号等实现信号融合技术,进一步提升信号质量与建模效果;③通过将该模型封装为一套刀具磨损系统并设计UI界面,针对车间不同机床反复训练不同模型及参数,提升刀具磨损系统的精度与泛化能力,以应用于企业实际生产过程中。
