硫磺回收装置重要控制方案和联锁方案的探讨
2020-10-12薛守玲张则鹏
薛守玲,张则鹏,王 晨
(1.中石油华东设计院有限公司 北京分公司,北京 100029;2.中石油工程建设有限公司,北京 100010;3.中石油华东设计院有限公司,山东 青岛 266071)
0 引言
随着国内炼油能力的提高,高硫含量原油比例的增大,国家环保法规要求日益严格,硫磺回收装置逐渐成为了石化企业的关键装置。原油中的硫化物在炼油过程中部分转化为H2S,严重污染环境,必须进行二次处理,相应的最经济有效的处理方式就是硫磺回收工艺,硫磺回收装置主要是对原油中所含的硫以单质或某些化合物的状态进行回收利用,以减轻或避免直接排放导致的环境污染,同时又实现了循环利用。本文主要针对某项目硫磺回收装置的主要控制方案和联锁方案进行具体探讨。
1 基本工艺流程
该硫磺回收装置采用工艺成熟的Claus 硫回收工艺,原料是来自酸性水汽提装置产生的含氨酸性气和溶剂再生装置的清洁酸性气,装置主要由制硫、尾气处理、尾气洗涤、液硫脱气储存及公用工程等几部分组成。
自溶剂再生装置来的清洁酸性气和自酸性水汽提装置来的含氨酸性气分别经过分液和预热后混合进入燃烧炉,炉中按照制硫反应需氧量,通过比值调节和H2S/SO2比值在线分析仪反馈的数据,严格控制进入炉子的空气量,保证过程气中H2S 和SO2的体积比为2:1。在燃烧炉内,大部分H2S 发生高温反应生成气态硫磺,来自酸性气中的NH3以及少量烃类分解成为N2、CO2和水,以上气态加上未反应的H2S 和SO2组成高温过程气,进入蒸汽发生器进行能量回收,之后过程气按照顺序分别进入一级冷凝器、一级反应器、二级冷凝器、二级反应器和三级冷凝器,在一二三级冷凝器中冷凝下来的液硫流入硫池储存,在燃烧炉中未反应的H2S 和SO2分别经过一级反应器和二级反应器,在不同催化剂的作用下,进一步完成制硫过程。从三级冷凝器出来的尾气,进入尾气处理部分。
从制硫部分出来的尾气经过升温后,与H2混合后进入加氢反应器,在催化剂的作用下,SO2、COS、CS2及气态硫等均被转化为H2S。进入加氢反应器的H2量是根据加氢反应器后的在线氢分析仪给出的H2浓度信号进行调节的。加氢反应为放热反应,离开反应器后的尾气进入尾气蒸汽发生器进行能量回收。冷却后的尾气经过急冷塔降温后,通过贫胺液进一步吸收H2S,净化后的尾气进入尾气焚烧炉进行焚烧,尾气中残留的H2S 及其它硫化物转化为SO2。焚烧后的烟气经过蒸汽发生器能量回收后进入尾气处理设施部分。
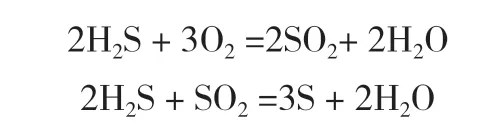
克劳斯制硫主要化学反应式如下:
2 重要控制方案
2.1 燃烧炉配风控制系统
燃烧炉酸性气和空气的比值调节是硫磺回收制硫的关键,从上面工艺过程和化学方程式可以看出,只有H2S 和SO2的体积比是2 的时候,才能保证最大的硫转化率。反之,任何一种过量都会直接导致尾气污染物过量。因此,严格的控制进风量,才能保障硫转化率[2]。
进入燃烧炉的空气分为两路,主路空气和旁路空气。
主路空气比值控制具体控制方案如图1 所示。通过含氨酸性气进料流量(FT-01)和清洁酸性气进料流量(FT-02)相加得到进装置的酸性气总量,再乘以空燃比K,计算得到所需空气量,作为主路空气流量(FIC-03)的给定值,比值K 可根据实际工况调整。此比值控制作为酸性气配风的粗调系统[1]。
旁路空气比值控制具体控制方案如图2 所示。旁路空气的流量控制,正常情况下,和H2S-SO2比值控制器(AIC-01)组成串级,流量控制器(FIC-04)的给定值由H2S-SO2比值控制器输出(AIC-01),通过尾气H2S-SO2分析仪,可以体现尾气中未充分燃烧的H2S 的浓度,进而及时调节旁路空气的流量,提高燃烧炉制硫率[3]。
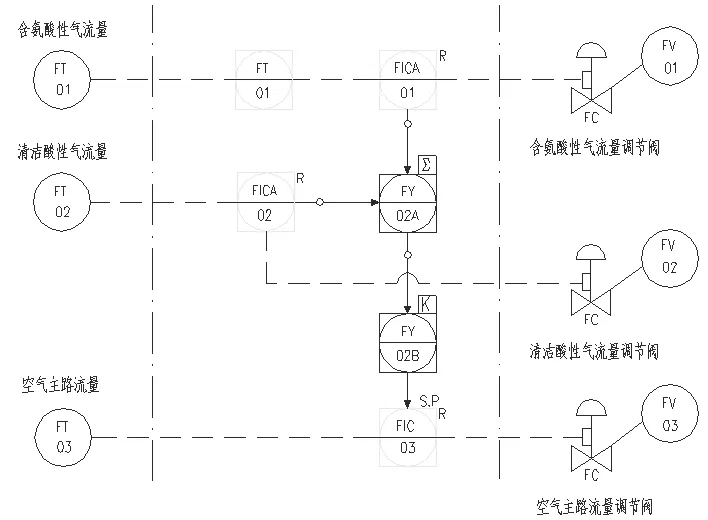
图1 主路空气流量控制Fig.1 Main air flow control
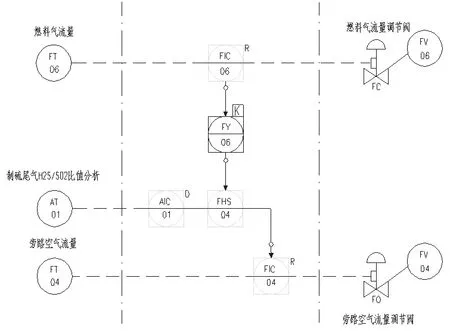
图2 旁路空气流量控制Fig.2 Bypass air flow control
当燃烧炉温度较低或酸性气浓度较低时,需伴烧燃料气来提高炉子温度以保证硫转换率,通过软切换开关(FHS-04)切换至燃料气-旁路空气比值控制,即旁路空气的流量控制器(FIC-05)的给定值由进入燃烧炉的燃料气流量控制器(FIC-06)输出。
2.2 炉膛温度控制
本装置原料是来自溶剂再生装置来的清洁酸性气和自酸性水汽提装置来的含氨酸性气,当炉温到850℃时,投入清洁酸性气,当炉温到1150℃时,投入含氨酸性气,所以燃烧炉的温度控制非常重要,直接影响硫磺回收的安全和效能。本装置控制方案为:清洁酸性气进炉子之前分为两路,一路主路与含氨酸性气混合后进入燃烧炉火嘴,另一路旁路进入炉膛单独用来控制炉膛温度,即炉膛温度与旁路清洁酸性气的流量进行串级,炉膛温度控制为主回路,旁路清洁酸性气流量控制为副回路,此控制回路温度检测元件采用了吹气式B 型热电偶,双层刚玉套管。
燃烧炉炉膛温度最高操作温度将近1500℃,如果操作不当,可能会更高。为了确保测量和炉子的安全运行,本装置分别设置了两套红外测温仪和一套吹气式热电偶三取二联锁停炉,同时设置一套吹气式热电偶用来高低温报警。
2.3 其他控制方案
焚烧炉的配风控制也分为主路空气控制和旁路空气控制,主路空气流量与进入焚烧炉的燃料气流量进行比值控制,燃料气流量经过空燃比计算,作为主路空气流量控制器的给定值。旁路空气流量与烟气氧含量串级控制,氧含量控制为主回路,流量控制为副回路。焚烧炉内氧含量过低,会导致尾气中的H2S 无法充分氧化,造成烟气环保超标;氧含量过高,过剩的空气会带走大量的热量使焚烧炉效率降低,所以烟气氧含量一般需要控制在3%左右。
硫磺回收装置中设置了多个蒸汽发生器来回收热量,本装置采用三冲量控制来控制汽包液位,三冲量控制在锅炉上应用非常广泛,本文不再赘述。
3 重要联锁方案
硫磺回收装置原料中含有大量的H2S,而且Claus 反应后,一直都有H2S、SO2等危险介质,一旦泄漏可能会引起火灾爆炸等严重后果,而且装置中有两套炉子,炉子操作不当或者炉温过高,会破坏炉管、炉衬等,甚至引起爆炸。因此,必须采取可靠的联锁方案,在异常工控下保护装置安全。
3.1 燃烧炉停炉联锁
当燃烧炉火检没有检测到火焰且炉膛温度过低、燃烧炉炉膛温度过高、燃烧炉蒸汽发生器液位过低、酸性气进料流量过低、酸性气压力过高、配风鼓风机停止运行、接收到尾气焚烧炉停止运行的信号等情况,或者人工停炉按钮按下时,装置联锁停炉,需要切断酸性气进料、关闭空气进料、打开鼓风机放空阀、打开酸性气放火炬阀等。异常状况会导致H2S 无法充分燃烧,大量的H2S、SO2会从尾气排出,造成环境污染或者炉子温度过高,甚至导致爆炸,此时需要紧急停炉,保护设备。
3.2 焚烧炉停炉联锁
与燃烧炉类似,焚烧炉的停炉联锁也是为了避免有毒气体从烟囱排出,同时保护设备安全运行。
当焚烧炉火检没有检测到火焰、炉膛温度过高、尾气焚烧炉蒸汽发生器汽包液位过低、配风鼓风机停止运行或者人工停炉按钮按下时,联锁停焚烧炉,需要切断燃料气,切断燃烧空气,打开鼓风机放空阀,停燃烧炉等。
3.3 其他联锁
装置还包括鼓风机和一些机泵的停机联锁,因为应用较为广泛,此处不再赘述。
4 结束语
硫磺回收装置是炼油厂环保装置的核心,本文主要以克劳斯直流法制硫工艺为主,论述了其重要的控制方案和联锁方案。当然,不同原料、不同方案的硫磺回收装置工艺流程不尽相同,但主要控制对象和联锁逻辑变化不大。自动控制技术是工艺生产过程中的重要组成部分,合理的控制方案和联锁方案是装置安全平稳长周期运行的关键。